Изобретение относится к размерной обработке токопроводящих материалов электрофизическими методами и может быть использовано в машиностроении, например, для объемного копирования штампового и прессового инструмента .
Цель изобретения - повышение точности обработки и снижение металлоемкости устройства за счет устранения упругих деформаций, возникающих в процессе обработки.
На чертеже изображена общая схема устройства.
На станине 1 закреплены стойка 2 и гильза 3 с электроэрозионной головкой 4. Гильза 3 снабжена двуплечим рычагом 5, соединенным коротким плечом со стойкой 2, длинным - со штоком 6 гидроцилиндра 7. Корпус гидроцилиндра 7 установлен на стойке 2. Между столом 8 и электроэрозионной головкой размещена гермети зи- рованная камера 9 с уплотнениями 10, В электроэрозионной головке 4 установлен шток 11 с электродом-инструментом 12 и электроизоляцией 13. На кронштейне 14 помещен следящий привод 15 подачи штока 11. Внутри герметизированной камеры 9 на стрле крепится заготовка 16. Устройство включает систему обратной прокачки рабочей жидкости, ба к 17, насос 18, предохранительный клапан 19, фильтр 20, подводящий трубопровод 21,сливной трубопровод 22, канал 23 связи термокамеры 9 с гидроцилиндром 7.
Устройство работает следующим образом.
Заготовка 16 устанавливается на столе 8. Герметизированная камера 9 поджимается установочным перемещени- ем головки 4. Включается прокачка рабочей жидкости от насоса 18 по трубопроводу 21 в полость камеры 9 и через канал в электроде 12 и штоке 11 по трубопроводу 22 в бак 17.Затем подают напряжение на заготовку 16 и электрод-инструмент 12 и осуществляют рабочую подачу электроэррозионной головки 4. При уменьшении межэлектродного промежутка до рабочего начинается обработка заготовки 16.Давление в камере 9 поднимается с 0,1 до 1,5-2,5 МПа. Это давление создает усилие, отжимающее головку 4, гильзу 3 и стойку 2. Давление из термокамеры передается по каналу 23 в поЛость гидроцилиндра 7. Поршень гидроцилиндра через шток 6 создает усилие на длинное плечо рычага 5. При этом короткое плечо и средняя опора рычага 5 отжимает гильзу 3 влево а стойку 2 - дополнительно вправо.
Усилие, отжимающее электроэрозионную головку и гильзу 3, возрастает
0 и изменяется в процессе обработки пропорционально площади термокамеры и давлению.
При этом поршень гидроцилиндра 7 через шток 6 и рычаг 5 создает про5 порциональное усилию в камере воздействие на гильзу 3 с закрепленной на ней электроголовкой, возвращая их в начальное, недеформированное положение. Таким образом, исключается
0 разгерметизация термокамеры. При этом уменьшается смещение и перекосы электроголовки, что ведет к повышению точности обработки. При снижении давления в термокамере отжимающая го5 ловку 4 вверх сила уменьшается, и гильза 3 со стойкой 2, с рычагом 5 и штоком 6 под действием сил упругости возвращается в исходное положение.
Формула изобретения Устройство для размерной электродуговой обработки, содержащее стойку с электроэрозионной головкой, следящую систему подачи электрода-инструмента, герметизированную камеру v систему прокачки технологической жидкости, отличающееся тем, что, с целью повышения точности обработки и снижения металлоемкости устройства за счет устранения упругих обжатий стойки с электроэрозионной головкой, стойка выполнена в виде наружной гильзы с двуплечим рычагом и внутренней колонны с гидроцилиндром, при этом двуплечий рычаг установлен с возможностью взаимодействия большим плечом со штоком гидроцилиндра, меньшим - с внутренней колонной, бесштоковая полость гидроцилиндра соединена с герметизированной камерой, а площадь поршня гидроцилиндра определяется по формуJIG
Sn Sr R-h/(A H),
5 где 8ц - площадь поршня;
5ц - площадь герметизированной
камеры; Н - большее плечо рычага;
0
5
0
5
0
г1мН.50Ьб
h - меныш с рычага; гмукчией сил i 1гичегR - радиус при |1чж нич равнодей-.пго даилеш я;
APi- cnra стойки.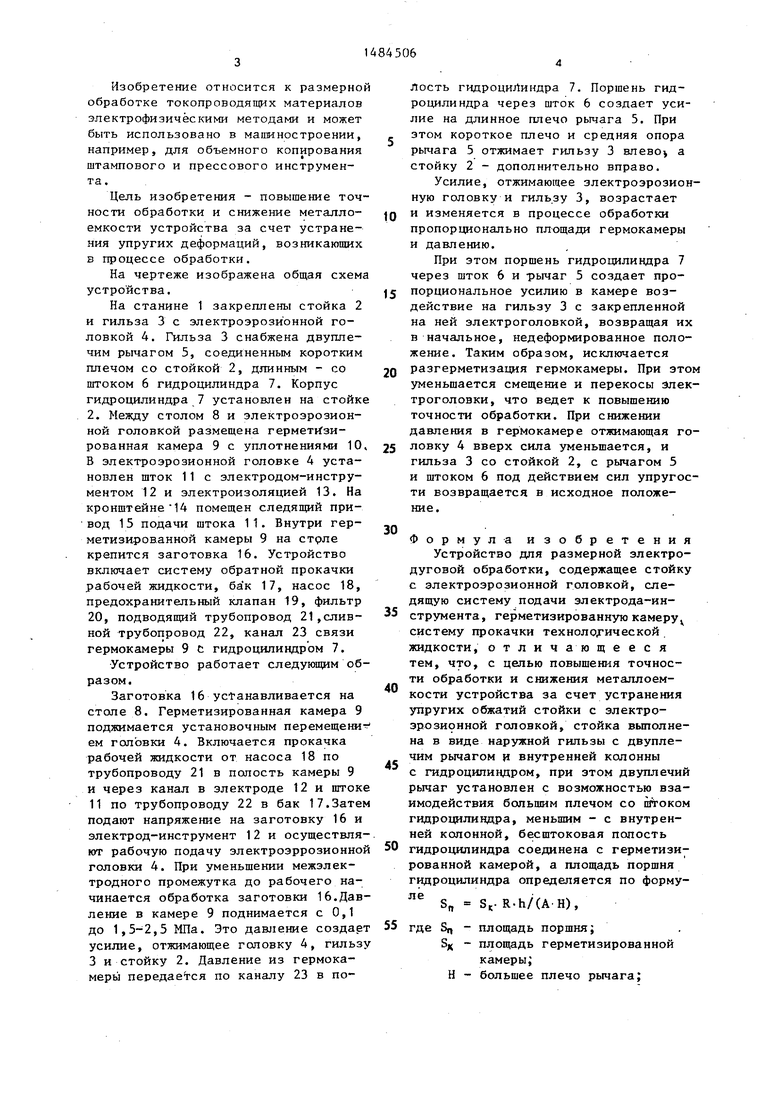
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2028886C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЦИЛЛИРУЮЩИМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2018 |
|
RU2679501C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИБРИРУЮЩИМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2489238C1 |
| Устройство для комбинированной обработки | 1986 |
|
SU1328096A1 |
| Устройство для суперфинишной обработки деталей | 1980 |
|
SU905015A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Хонинговальная головка | 1987 |
|
SU1442340A1 |
| Автоматическая линия для зенкования фасок звеньев гусеницы | 1976 |
|
SU659363A1 |
Изобретение относится к области машиностроения ,в частности, к размерной электродуговой обработке. Цель изобретения - повышение точности обработки и снижение металлоемкости устройства за счет устранения упругих отжатий стойки с электроэрозионной головкой. Заготовка 16 устанавливается на столе 8. Включается прокачка рабочей жидкости от насоса 18 по трубопроводу 21 в полость камеры 9 и через канал в электроде - инструменте 12 и штоке 11 по трубопроводу 22 в бак 17. Подают рабочее напряжение и осуществляют подачу головки 4. Давление в камере 9 растет. Это давление создает отжимающее головку усилие. Давление из камеры 9 передается по каналу 23 в полость гидроцилиндра 7. Поршень гидроцилиндра через шток 6 создает усилие на длинное плечо рычага 5. При этом короткое плечо и средняя опора рычага 5 отжимают гильзу 3 влево, а стойку 2 вправо, возвращая их в первоначальное положение. 1 ил.