1
Изобретение относится к области станкостроения и тракторостроения и представляет собой авюматическую линию для обработки деталей.
Известна автоматическая линия, содержащая связанные транспортером и установленные в технологической последовательности обрабатывающие станки с механизмами подачи режущего инструмента, зажима и фиксации заготовки в позиции обработки 1.
Однако она не обеспечивает необходимой точности установки заготовки и обработки труднодоступных поверхностей.
Цель изобретения - обеспечение точности установки заготовки в позиции обработки и возможности обработки труднодоступных поверхностей.
Для этого механизм зажима и фиксации выполнен в виде двух плавающих центров, связанных с штоками двухноршневого, двухщтокового гидроцилиндра, один из которых подпружинен относительно гильзы гидроцилипдра и фиксатора, установленного симметрично номинального ноложеиня центров, а механизм подачи режущего ипструмента вынолнен в виде установленного с возможностью поворота двуплечего рычага, на одном из плеч которого жестко закреплен привод шпинделя.
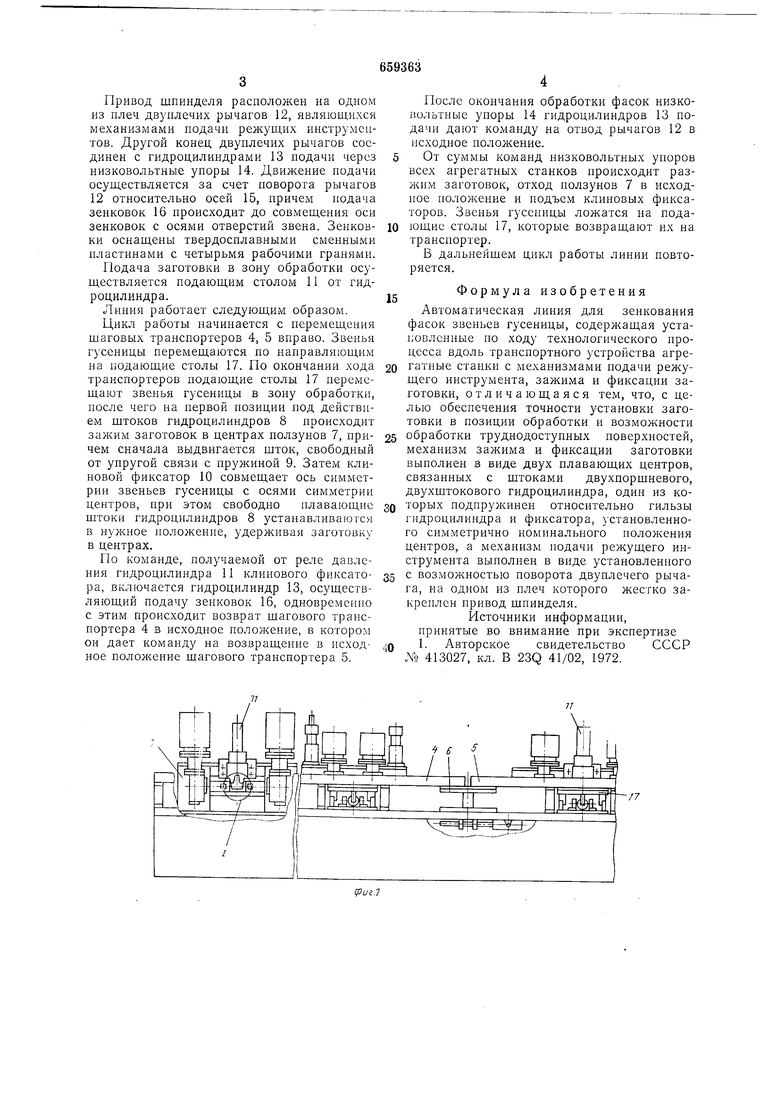
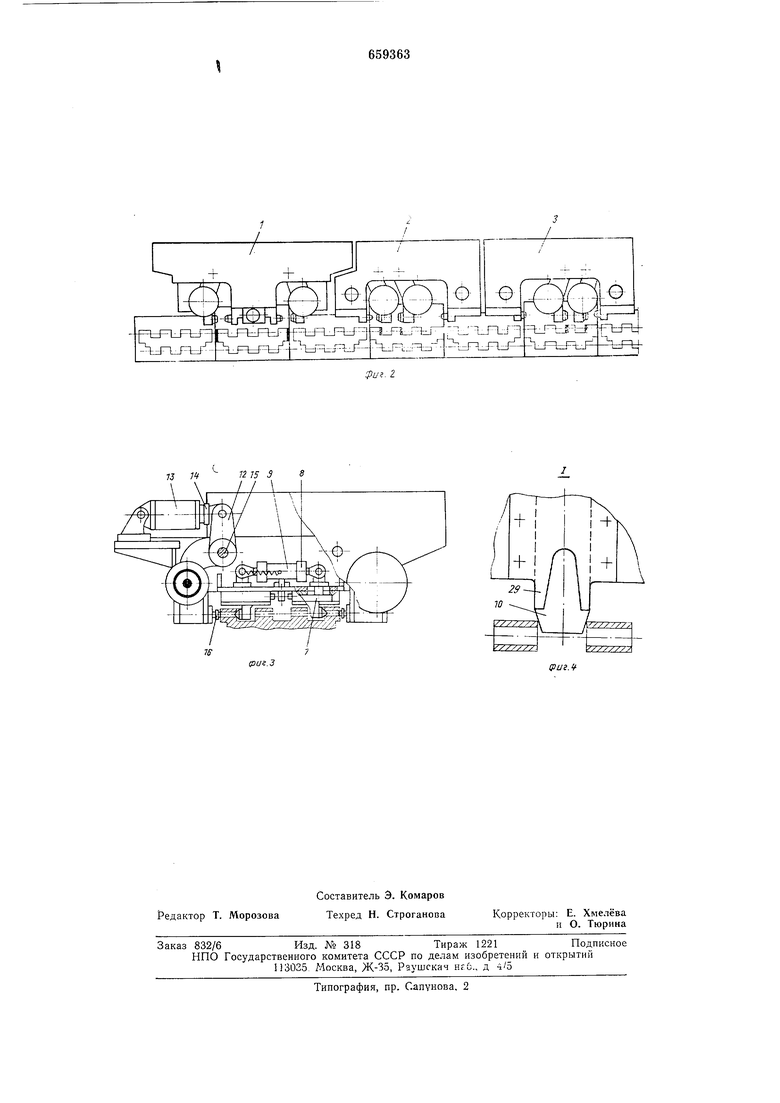
На фиг. 1 схематически изображена установка, вид спереди; на фиг. 2 - автоматическая линия; на фиг. 3 - механизм зажима и фиксации заготовки и механизм подачи
режущего инструмента; на фиг. 4 - узел 1 на фиг. 1.
Линия состоит из механизма загрузки звеньев на шаговый транспортер (на чертеже пе показан), агрегатных станков 1, 2, 3,
установленных на общем основании, связанных между собой шаговыми транспортерамн 4 и 5. Для поворота детали на 180° в горизонтальной плоскости между транспортерами расположен поворотный стол 6. Механизм и фиксации заготовки выполнен в виде двух плавающих центров - ползунов 7, связанных с штоками двухпорщневого, двухщтокового гидроцилиндра 8, гильза которого закреилена в станине от
осевого перемещения. Для обеспечения гарантированного выхода сначала правого штока гидроцилиндра при зажиме детали, левый шток соединен с гильзой гидроцилиндра пружиной 9 растяжения.
Клиновой фиксатор 10 с гидроцилиндром И предназначен для совмещения оси симметрии звена с осью симметрии центров и установлен симметрично номинального положения центров.
Привод шпинделя расположен на одном из плеч двуплечих рычагов 12, являющихся механизмами подачи режущих инструментов. Другой конец двуплечих рычагов соединен с гидроцилиндрами 13 подачи через низковольтные упоры 14. Движение подачи осуществляется за счет поворота рычагов 12 относительно осей 15, причем подача зенковок 16 происходит до совмещения оси зенковок с осямп отверстий звена. Зенковки оснащены твердосплавными сменными пластинами с четырьмя рабочими гранями.
Подача заготовки в зону обработки осуществляется подающим столом 11 от гидроцилиндра.
Линия работает следующим образом.
Цикл работы начинается с перемещения шаговых транспортеров 4, 5 вправо. Звенья гусеницы перемещаются по направляющим па подающие столы 17. По окончании хода транспортеров подающие столы 17 перемещают звенья гусеницы в зону обработки, после чего па первой позиции под действием штоков гидроцилиндров 8 происходит заготовок в центрах ползунов 7, причем сначала выдвигается щток, свободный от упругой связи с пружиной 9. Затем клиновой фиксатор 10 совмещает ось симметрии звеньев гусеницы с осями симметрии центров, нри этом свободно плавающие штоки гидроцилиндров 8 устанавливаются в нужное положение, удерживая заготовку в центрах.
По команде, получаемой от реле давления гидроцилипдра И клинового фиксатора, включается гпдроцилиндр 13, осуществляющий подачу зенковок 16, одновременно с этим происходит возврат шагового транспортера 4 в исходное положение, в котором он дает команду на возвращение в исходное положение шагового транспортера 5.
После окончания обработки фасок низковольтные упоры 14 гидроцилиндров 13 подачи дают команду па отвод рычагов 12 в исходное положение.
От суммы команд низковольтных упоров всех агрегатных станков происходит разжим заготовок, отход ползунов 7 в исходное положение и подъем клиновых фиксаторов. Звенья гусеницы ложатся па подающие столы 17, которые возвращают их на транспортер.
В дальнейшем цикл работы линии повторяется.
Формула изобретения
Автоматическая линия для зенкования фасок звеньев гусеницы, содержащая установленные по ходу технологического процесса вдоль транспортного устройства агрегатные станки с механизмами подачи режущего инструмепта, зажима и фиксации заготовки, отличающаяся тем, что, с целью обеспечения точности установки заготовки в позиции обработки и возможности
обработки труднодоступных поверхностей, механизм зажима и фиксации заготовки выполнен в виде двух плавающих центров, связанных с штоками двухпоршневого, двухштокового гидроцилиндра, один из которых подпружинен относительно гильзы гидроцилиндра и фиксатора, установленного симметрично поминального положения центров, а механизм подачи режущего инструмента выполнен в виде установленного
5 с возможностью поворота двуплечего рычага, на одном из плеч которого жестко закреплен привод шпинделя.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ЛЬ 413027, кл. В 23Q 41/02, 1972.
-/7
J-bPbJ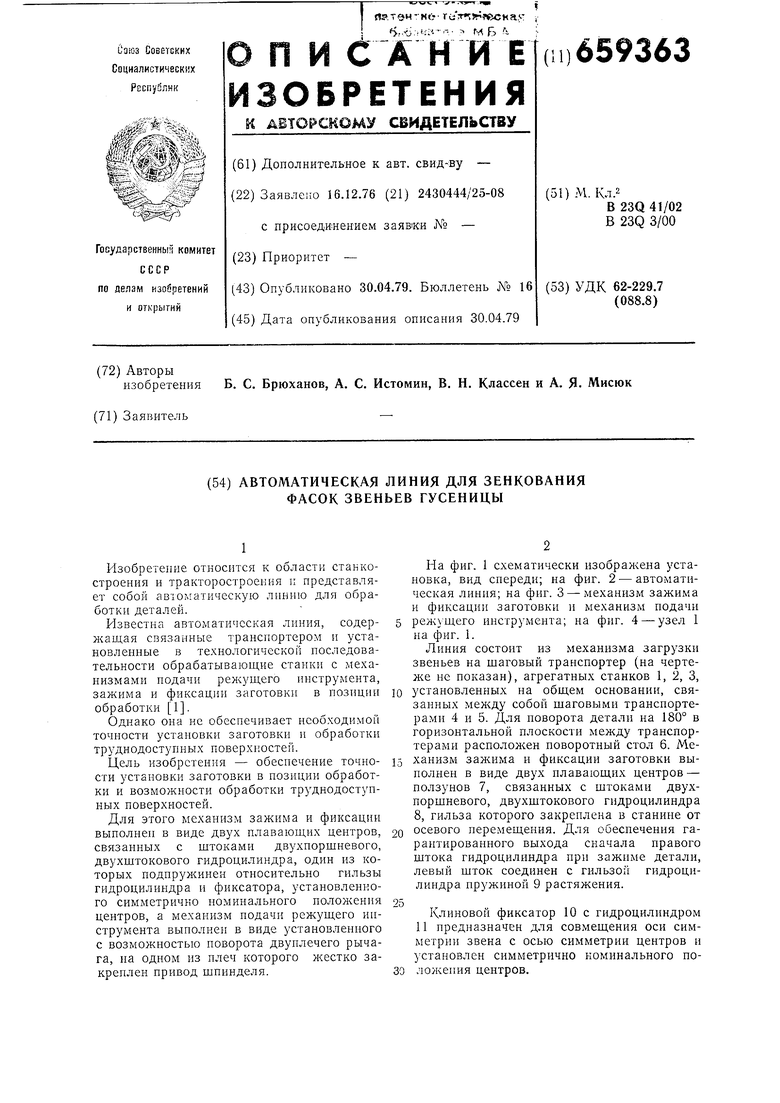
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления изношенных соединительных пальцев звеньев гусениц транспортных средств | 1982 |
|
SU1060390A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Установка для разборки гусеничных лент | 1988 |
|
SU1585104A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Загрузочно-разгрузочное устройство прокатной клети для двухпозиционной обработки заготовок | 1977 |
|
SU766693A1 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
| Роторно-конвейерная линия | 1987 |
|
SU1706837A1 |
| Устройство для продольной прокатки цилиндрических изделий | 1975 |
|
SU602278A1 |
7j 7« ms 3
риг.
