Изобретение относится к комбинированной обработке, сочетающей электроконтактную обработку с механической, и может быть использовано при обработке плоских поверхностей деталей из токопроводящих материалов.
Целью изобретения является повышение производительности и точности при электроконтактной обработке токопроводящих материалов за счет обеспечения возможности производить регулировку взаимного расположения режущего инструмента и электрода-инструмента.
Благодаря этому улучшаются условия работы режущего инструмента, удаляющего равномерный по толщине разогретый дефектный слой металла, который остается после электроконтактного процесса, а также за счет использования неравноплечих рычагов, поскольку небольшое осевое смещение шлифовального круга в результате увеличения осевой составляющей силы реза- пия вызывает достаточное для компенсации износа перемещение электрода-инструмента.
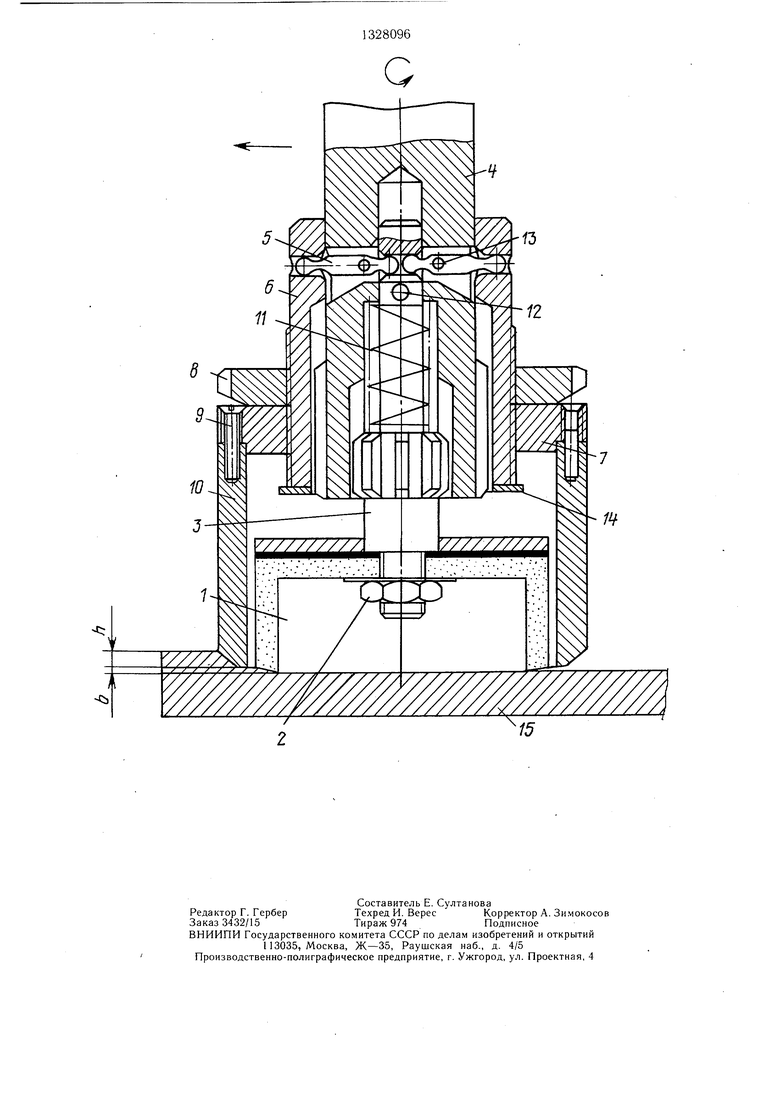
На чертеже изображено предлагаемое устройство.
Устройство состоит из режущего инструмента, например щлифовального круга 1, который с помощью гайки 2 закреплен на шлицевом подпружиненном штоке 3. Шток 3 расположен в полости оправки 4, выполненной в виде двухсторонней шлицевой втулки, и с помощью рычагов 5 связан со шлицевой втулкой б, на которой по наружной резьбе расположены планшайба 7 и контргайка 8. К планшайбе 7 винтами 9 прикреплен кольцевой электрод-инструмент 10. Шток 3 пружиной 11 отжимается в сторону обрабатываемой поверхности и удерживается в оправке 4 с помощью пальца 12. Рычаги 5 закреплены в оправке 4 на осях 13. Шайба 14 служит для ограничения хода план- шайбьЕ 7. Устройство содержит также обрабатываемую деталь 15.
Устройство работает следующим образом.
Крутящий момент от шпинделя станка через оправку 4 по внутренним шлицам передается на шток 3, который с помощью гайки 2 связан со шлифовальным кругом I. На электрод-инструмент 10 крутящий момент передается от наружных шлицов оправки 4 через втулку 6 и планшайбу 7. Под действием пружины 11 шток 3 занимает нижнее возможное положение. Усилие пружины соответствует осевой составляющей силы резания, возникающей при шлифовании чашечным кругом. Планшайба 7 вместе с электродом-инструментом 10 имеет возможность осевого перемещения вдоль
0
5
0
5
наружной резьбы втулки 6 и фиксируется па втулке с помощью контргайки 8. Перед началом обработки электрод-инструмент с помощью планшайбы и контргайки выставляют таким образом, чтобы вылет b абразивного круга из электрода-инструмента обеспечивал съем оплавленного слоя металла, остающегося после электроэрозионного процесса. После настройки включают вращение щпинделя станка, насос подачи рабочей жидкости и источник электроэнергии. Устройство подводят к обрабатываемой заготовке и включают продольную подачу. В процессе работы электрод-инструмент, снимающий основной припуск h с заготовки, изнашивается быстрее, чем шлифовальный круг. По мере износа электрода-инструмента возрастает толщина слоя, удаляемая щлифовальным кругом, а с ней и осевая составляющая силы резания. Под действием этой силы шток 3 перемещается по оси вверх и давит на внутреннее плечо рычагов 5, которые другим своим плечом воздействуют на втулку 6 и опускают ее в.месте с электродом-инструментом. Таким образом, происходит адаптивное регулирование величины вылета b щлифовального круга на протяжении всего процесса обработки. В связи с тем, что внутреннее плечо рычага 5 меньше наружного, небольшое перемешение шлифовального круга вызывает достаточное смещение электрода-инструмента. В случае необходимости производят переналадку устройства, для чего отпускают контргайку 8 и смещают вниз по резьбе планшайбу 7 вместе с электродом-инструментом 10, после чего возобновляют процесс обработки. Переналадка устройства позволяет макси- .мально использовать рабочую длину электрода-инструмента.
Формула изобретения
0 Устройство для комбинированной обработки токопроводящих материалов, содержащее оправку с установленной на ней шлицевой втулкой, с жестко закрепленным кольцевым электродом-инструментом, и связан5 ный с оправкой режущий инструмент, установленный в полости электрода-инструмента соосно с ним и с возможностью осевого перемещения, отличающееся тем, что, с целью повышения производительности и точности обработки, устройство снабжено
0 шлицевым щтоком и двуплечими рычагами, при этом режущий инструмент закреплен на подпружиненном шлицевом штоке, установленном в полости оправки, с которым шлицевая втулка связана двуплечими рычагами, оси которых закреплены в оправке.
0
5
Q
1Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комбинированной обработки | 1988 |
|
SU1618537A1 |
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Устройство для торцового шлифования | 1985 |
|
SU1291381A1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Планшайба | 1986 |
|
SU1371845A1 |
| Механизированная установка для очистки отливок | 1973 |
|
SU511163A1 |
| СТАНОК ДЛЯ ЗАТЫЛОВАНИЯ АБРАЗИВОМ РЕЖУЩЕГО ИНСТРУМЕНТА ТИПА МЕТЧИКОВ | 1970 |
|
SU272834A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
Изобретение относится к комбинированной обработке, сочетающей электроконтактную обработку с механической. Целью изобретения является новышение производительности и точности при электроконтактной обработке токопроводящих материалов за счет адаптивного регулирования взаимного расположения инструментов путем компенсации износа электрода-инструмента. В процессе работы режущий инструмент, закрепленный на шлицевом подпружиненном щтоке, который расположен в оправке, выполненной в виде двухсторонней щлицевой втулки, движется в полости электрода-инструмента по мере увеличения толщины слоя удаляемого им, вверх и давит на внутреннее плечо двуплечих рычагов, с помощью которых шток связан со шлицевой втулкой, на которой закреплен электрод-инструмент. В результате этого электрод-инструмент опускается. Таким образом, происходит адаптивное регулирование величины вылета шлифовального круга на протяжении всего процесса обработки. В связи с тем, что внутреннее плечо рычага меньше наружного, небольшое перемещение шлифовального круга вызывает достаточное смещение электрода- инструмента. 1 ил. (Л со ю 00 о со 05
| Устройство для электроконтактной обработки | 1981 |
|
SU1007891A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
