Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления винтовых пружин путем навивки посредством пружинонавивочной машины с числовым программным управлением (ЧПУ), соответствующему ограничительной части п.1 формулы изобретения, и к пружинонавивочной машине, которая пригодна для осуществления указанного способа.
Уровень техники
Винтовые пружины - это элементы машин, которые требуются в больших количествах и различных форм для применения в многочисленных сферах. Винтовые пружины, которые также называют витыми пружинами кручения, обычно изготавливают из пружинной проволоки и выполняют в виде пружин растяжения или пружин сжатия в зависимости от нагрузки, прикладываемой к ним в процессе использования. Пружины сжатия, в частности опорные рессоры, требуются в больших количествах для сборки автомобилей. На характеристики пружины среди прочего могут оказывать влияние участки с различным углом подъема витков (шагом) или с различным профилем подъема. Например, в случае пружин сжатия на пружине имеется средний участок большей или меньшей длины с постоянным углом подъема (участок с постоянным шагом), к которому с обоих концов пружины примыкают контактные участки с углом подъема, который уменьшается к концам. В случае цилиндрических винтовых пружин диаметр пружины сохраняется постоянным по длине пружины, но он также может и варьировать по длине, например в случае конической или бочкообразной винтовых пружин. Кроме того, общая длина (незагруженной) пружины может варьировать в широких пределах в зависимости от назначения пружины.
В настоящее время винтовые пружины изготавливают обычно навивкой на пружинонавивочных машинах (станках) с ЧПУ. В этом случае посредством подающего механизма под контролем программы числового управления производится подача проволоки (пружинной проволоки) в формующий механизм пружинонавивочной машины и ее формовка при помощи инструментов формующего механизма с целью получения винтовой пружины. Указанные инструменты обычно включают в себя один или более навивочных пальцев изменяемого положения, чтобы иметь возможность фиксировать диаметр витков пружины и изменять диаметр витков, а также один или более инструментов шагового механизма, который обеспечивает локальный шаг витков пружины на каждом этапе процесса изготовления.
Пружинонавивочные машины, как правило, рассчитывают на высокопроизводительное изготовление больших количеств пружин с конкретной геометрией (номинальной геометрией) и очень узким допуском. Функционально важные геометрические параметры, помимо прочего, включают в себя общую длину готовой винтовой пружины в ненагруженном состоянии. Общая длина, среди прочего, определяет установочный размер пружины и усилие пружины.
На практике, чтобы удовлетворить строгим требованиям по качеству, например, в области автомобилестроения, обычно измеряют определенные геометрические размеры пружины, например диаметр, длину и/или шаг или профиль шага пружины после ее изготовления, и в зависимости от результатов измерений автоматически сортируют готовые пружины на годные (размеры находятся в допуске) и на негодные (размеры не укладываются в допуск) и, возможно, еще на дополнительные категории. Эта процедура является очень неэкономичной, особенно в случае длинных пружин, поскольку в случае длинных пружин на каждую из них расходуется сравнительно большой отрезок проволоки, который приходится выводить в отходы, если обнаруживается, что готовая пружина не укладывается в допуск.
Было также предложено при помощи подходящих средств измерений в ходе изготовления контролировать диаметр, длину и шаг пружины и в случае любых отклонений от допустимых пределов изменять параметры изготовления, так чтобы геометрия пружины оставалась в пределах допуска.
В патенте Германии 10345445 В4 раскрыта пружинонавивочная машина, в которой имеется встроенная измерительная система с видеокамерой, направленной в ту зону пружинонавивочной машины, где начинается формирование пружины. Система обработки изображений, которая соединена с видеокамерой и содержит соответствующие алгоритмы анализа, позволяет в ходе изготовления пружины проверять ее длину, диаметр и шаг, и выполнена с возможностью изменения указанных геометрических параметров пружины за счет обратной связи с технологическим инструментом, который можно перестраивать посредством двигателей в ходе изготовления пружины. В патенте подробно описан алгоритм анализа для определения текущего диаметра пружины.
Раскрытие изобретения
Изобретение возникло из проблемы оптимизации способа и машины, типичных для решения задач такого типа, чтобы при изготовлении сравнительно длинных винтовых пружин указанные пружины можно было с высокой надежностью производить при жестких геометрических допусках из проволочных материалов разного качества. В частности, одна задача заключается в том, чтобы сделать возможным изготовление длинных винтовых пружин с малым разбросом общей длины и низкой частотой отбраковки.
Указанные проблемы решаются способом изготовления винтовых пружин путем навивки, охарактеризованным в п.1 формулы изобретения, и пружинонавивочной машиной, охарактеризованной в п.12 формулы изобретения. Предпочтительные варианты осуществления способа и машины описаны в зависимых пунктах формулы изобретения. Формулировки всех пунктов формулы изобретения посредством ссылок включены в содержание настоящего описания.
Согласно способу, во-первых, определяют требуемые номинальные геометрические параметры подлежащей изготовлению винтовой пружины и программу числового управления, которая пригодна для получения данных номинальных геометрических параметров. Таким образом задают очередность координированных рабочих движений относительно осей пружинонавивочной машины, которые должны быть выполнены в процессе изготовления пружины.
Во время изготовления винтовой пружины производят измерение фактического положения выбранного элемента структуры пружины относительно некоторого реперного (отсчетного) элемента. Такое измерение позволяет определить фактическое расстояние между выбранным элементом структуры и реперным элементом.
Измерение выполняют в момент времени в промежутке между началом и окончанием изготовления винтовой пружины, то есть в ходе рабочих движений пружинонавивочной машины, совершаемых для изготовления пружины. То есть в момент времени, когда производится измерение, изготовленной оказывается только часть пружины. В таком случае выбранный элемент структуры находится в зоне измерений, которая в свою очередь находится на конечном расстоянии от формовочного механизма в направлении длины винтовой пружины. Это расстояние меньше, чем общая длина готовой винтовой пружины, точнее, оно меньше, чем общая длина, которая следует из номинальных геометрических данных. Текущую разность положений, которая представляет собой разность между фактическим положением и номинальным положением элемента структуры в момент измерения, определяют путем сравнения фактического положения элемента структуры с его номинальным положением в момент измерения. Затем в зависимости от разности положений осуществляют управление положением по меньшей мере одного инструмента, влияющего на шаг винтовой пружины, с целью приблизить фактическое положение к номинальному.
Если фактическое положение соответствует номинальному, то никакого управляющего действия не совершают. Наоборот, если обнаруживается значительное рассогласование (разность положений), то тогда производят изменение шага изготовляемой пружины в момент ее формирования путем изменения положения инструмента шагового механизма и/или иного инструмента, который влияет на шаг (например, навивочного пальца, который может быть повернут и/или наклонен контролируемым образом), так чтобы при следующем измерении можно было ожидать уменьшение шага пружины. Таким образом, на основе указанных измерений осуществляют управление мгновенным значением шага пружины. С этой целью предпочтительно осуществлять управление только шаговым механизмом с разомкнутым или замкнутым контуром обратной связи.
Поскольку зона измерений находится на конечном расстоянии от места формирования пружины формовочным механизмом, такое измерение позволяет определять накопленную ошибку длины участка пружины, находящегося между формовочным механизмом и зоной измерений. Поскольку, помимо этого, расстояние между зоной измерений и формовочным механизмом меньше, чем общая длина готовой винтовой пружины, измерение можно выполнять достаточно рано по сравнению с общим временем изготовления винтовой пружины, так что управляющее воздействие, которое может быть произведено исходя из данных измерения, может быть использовано для коррекции возможных неправильных установок в ходе процесса формирования пружины, чтобы по завершении процесса изготовления общая длина винтовой пружины оказывалась в пределах допуска.
Расстояние между зоной измерений и формовочным механизмом желательно согласовать с общей длиной готовой винтовой пружины, так чтобы указанное расстояние составляло 5-70% общей длины, в частности 10-50% общей длины. Если выбрать расстояние, соответствующее минимальной границе указанного интервала предпочтительных значений, то в случае неидеальных условий формовки на участке пружины может успеть накопиться ошибка длины, которая будет достаточно велика по сравнению с погрешностью измерения измерительной системы, чтобы дать значимые результаты измерения. Если выбрать расстояние, соответствующее верхней границе указанного интервала предпочтительных значений, то все равно, как правило, будет оставаться достаточно времени, чтобы за счет одного или более управляющих воздействий успеть изготовить винтовую пружину, которая в конце процесса будет иметь общую длину, равную требуемой.
Предпочтительно, чтобы в пределах указанного расстояния находился один или более витков пружины, в силу чего зона измерений может отстоять, например, на два, три, четыре, пять, шесть или более витков от места формирования пружины или от места расположения формовочного механизма. Корректные результаты часто могут быть получены на расстоянии двух-трех витков в зависимости от шага.
В предпочтительном варианте осуществления способа фактическое положение измеряют относительно реперного элемента, неподвижно закрепленного на машине. Реперный элемент, неподвижно закрепленный на машине, - это элемент, координаты которого известны или могут быть определены относительно фиксированной системы координат машины. Поскольку в этом случае реперный элемент имеет координаты, которые определены в системе координат пружинонавивочной машины, данное измерение является абсолютным измерением. Это позволяет, в частности, выполнять измерения с высокой точностью.
С другой стороны, реперным элементом может также служить какой-либо элемент структуры винтовой пружины, в частности участок витка, расположенный сравнительно близко к формовочному механизму, или контур участка витка. В этом случае осуществляется относительное измерение. Чтобы на участке между структурным элементом, выбранным для измерения, и реперным элементом успевала накапливаться ошибка длины достаточно большая для осуществления надежных измерений, между указанными элементами должно располагаться несколько витков, например, два, три, четыре, пять или более витков пружины.
Измерения предпочтительно производить бесконтактным способом, в частности оптическими средствами. Например, для этих целей можно использовать измерительную систему на основе лазера. Для измерений предпочтительно использовать камеру с двумерным полем зрения (областью визирования, областью захвата), и в поле зрения камеры предусмотреть зону измерений. Измерительные системы на базе видеокамер с мощными аппаратными и программными средствами обработки изображений выпускаются промышленно и могут быть использованы для данной цели. Камеру следует закрепить на арматуре с минимально возможными вибрациями, при этом во время работы арматура должна быть жестко закреплена на станине пружинонавивочной машины. Камеру предпочтительно поместить рядом с направляющей или на направляющей, которая ориентирована вдоль пружины и которая позволяет фиксировать камеру на различных расстояниях от формовочного механизма, чтобы была возможность для пружин с различной геометрией устанавливать камеру на оптимальной дистанции. Можно предусмотреть регулировку положения установки по вертикали, чтобы, например, можно было подбирать положение камеры в соответствии с диаметром пружины. Механизм регулировки должен также обеспечивать возможность наклонной установки камеры относительно оси пружины, если это требуется.
В некоторых вариантах способа реперная точка для измерений находится на краю, например, прямоугольного поля зрения камеры, координаты которого в системе координат машины известны. В этом случае край поля зрения образует виртуальный реперный элемент, к тому же предпочтительно, чтобы это был боковой край поля, ближайший к формовочному устройству. Тогда измерение фактического положения элементов структуры пружины может быть сведено к простому измерению расстояний в поле зрения камеры.
В другом варианте способа, который может использоваться сам по себе или дополнительно, предусматривают физический реперный элемент (реперное тело), который неподвижно закреплен на машине и расположен в поле зрения камеры на некотором расстоянии от зоны измерений, при этом в качестве точки отсчета при измерениях используют какой-либо элемент структуры физического реперного элемента, например прямую кромку. При таком варианте способа никакая вибрация камеры во время измерения не может повлиять на точность измерения, поскольку вибрация не может повлиять на видимое в поле зрения камеры расстояние между измеряемым элементом структуры винтовой пружины и точкой отсчета на физическом реперном элементе.
Установлено, что при использовании для измерений 2D камеры особенно выгодно в качестве измеряемого элемента структуры винтовой пружины выбирать участок контура витка пружины, который в поле зрения камеры присутствует в виде более или менее прямой линии и проходит в поперечном направлении относительно оси пружины, в частности, под углом приблизительно от 45° до 90° относительно оси винтовой пружины. Это дает возможность при помощи простых алгоритмов обнаружения контура системы обработки изображений очень точно определять фактическое положение элемента структуры в направлении длины пружины. С другой стороны, например, можно расположить зону измерений в месте внешнего края витка пружины, чтобы определять координату максимального расстояния (максимальную координату) данного участка витка по оси винтовой пружины и определять дистанцию между указанной максимальной координатой и реперным элементом.
Чтобы целевым образом управлять процессом изготовления пружины, номинальное положение элемента структуры пружины в момент времени, когда производится измерение, должно быть известно максимально точно. Предпочтительно, чтобы номинальное положение элемента структуры было известно для каждого момента времени процесса изготовления пружины, так чтобы номинальное положение в момент времени, когда производится измерение, можно было получать напрямую из соответствующей программно-временной функции. При изготовлении винтовых пружин, у которых имеется участок постоянного шага большей или меньшей длины, измерение предпочтительно начинать только тогда, когда через зону измерений пройдет участок с меняющимся шагом, который может присутствовать на пружине. При выполнении измерений на участке с постоянным шагом витков можно использовать тот факт, что номинальное положение выбранного элемента структуры остается постоянным на протяжении сравнительно длительного времени, из чего следует сравнительная простота получения измеренных значений и их анализа. В принципе также возможно выполнение измерений на участках пружины с меняющимся шагом. Это, как правило, приводит к ситуации, когда номинальные положения варьируют, то есть смещаются во времени и затем используются в качестве базовых для операции сравнения с номинальным значением, которое относится к моменту времени, когда производится измерение.
Как правило, координаты номинального положения элемента структуры в момент времени, когда производится измерение, получают из программно-временной функции, которую определяют перед измерением для координат номинального положения элемента структуры. Тогда для каждого момента времени измерения может быть единственным образом определено корректное номинальное значение. Программно-временную функцию для координат номинального положения можно получить путем компьютерного моделирования. Однако, в общем, возможно и целесообразно проведение экспериментального определения координат за сравнительно короткое время. В некоторых вариантах осуществления способа программно-временную функцию для координат номинального положения элемента структуры получают на основе, так сказать, экспериментального пробного изготовления по меньшей мере одной контрольной винтовой пружины.
Выражение «программно-временная» функция в данном случае подразумевает функцию, которая соотносится с определенными точками программы числового управления. В данном случае достижение определенного набора инструкций числового управления соответствует определенному программному времени или времени внутри последовательности программных инструкций. В этой степени программное время соответствует положению в последовательности инструкций при последовательном выполнении шагов программы в процессе исполнения программы. Если, например, для управления изображением, записанным камерой в определенной фазе исполнения программы, требуется сигнал запуска, то тогда данный сигнал запуска может быть инициирован строкой программы перед соответствующей точкой. Подобные сигналы напрямую привязаны в программе к определенным положениям машинных осей, например машинной оси подачи проволоки и/или машинной оси положения шагового механизма. Время в программно-временной функции соответствует положению на кривой перемещения по одной или более машинным осям. Программно-временная функция дает моменты времени (программное время) внутри программы числового управления, которые синхронны с ходом изготовления пружины. В этой степени программно-временная функция представляет собой также функцию движения относительно перемещений машинных осей. В частности, программно-временная функция также соответствует функции движения механизма подачи проволоки.
В некоторых процессах, например в случае сравнительно коротких винтовых пружин, может быть достаточно однократного измерения и однократного управляющего действия, выполненного как следует после указанного измерения, для получения винтовой пружины с достаточно малой ошибкой по длине. В случае сравнительно длинных винтовых пружин в ходе изготовления пружины измерение выполняют многократно в последовательные моменты времени и с интервалом между измерениями, что дает возможность наблюдать за скоростью изменения геометрических параметров пружины в ходе ее изготовления и, если необходимо, многократно совершать управляющие действия.
Число измерений в единицу времени теоретически ограничено производительностью измерительной системы в отношении записи изображений и их анализа. Однако установлено, что высокая частота измерений, как правило, и не нужна, и нецелесообразна. В предпочтительных вариантах осуществления способа временной интервал между соседними последовательными моментами времени, когда совершаются измерения, согласуют со скоростью подачи проволоки, так чтобы за интервал времени между соседними последовательными измерениями происходило формирование по меньшей мере одного витка пружины, а предпочтительно - от одного до двух витков. Это дает возможность гарантировать, что накопленная ошибка длины будет достаточно большой, чтобы обеспечить ее надежное обнаружение в пределах точности измерительной системы. Таким образом повышается достоверность результатов измерения и процесс управления становится более устойчивым.
При изготовлении участка винтовой пружины с постоянным шагом предпочтительно совершать многократные измерения. При таких условиях наблюдаемый элемент структуры пружины в течение определенного времени не должен менять своего положения. В течение этого времени номинальное значение, используемое для сравнения, остается постоянным.
Если в процессе изготовления участка с постоянным шагом элемент структуры смещается в сторону формовочного механизма, это указывает на то, что шаг формирования пружины слишком мал и может быть надлежащим образом скорректирован. И наоборот, смещение элемента структуры в сторону от формовочного механизма можно компенсировать уменьшением шага.
В некоторых вариантах осуществления способа для фактических значений определяют скользящее среднее из данных множества последовательных измерений после заданного числа измерений, в частности после каждого измерения. На основе скользящего среднего значения может быть получена достоверная информация, касающаяся эффективности управляющего действия. Ход изменения скользящего среднего во времени предпочтительно показывать на устройстве отображения пружинонавивочной машины. Из этого оператор может непосредственно видеть, являются ли уставки, введенные в устройство управления, адекватными для эффективного управления, чтобы в конце этапа изготовления получить винтовую пружину требуемой общей длины.
Могут быть осуществлены различные принципы и алгоритмы управления. В некоторых вариантах для каждой установленной разности положений определяют взвешенное значение разности и исходя из взвешенного значения разности изменяют положение инструмента. В частности, можно определять взвешенное значение разности, которое пропорционально разности положений, при этом предпочтительно, чтобы коэффициент пропорциональности мог устанавливать оператор и изменять, как требуется. При таком варианте любое рассогласование с номинальным значением, обнаруженное при измерении, может вызывать управляющее действие, что позволяет быстро реагировать на рассогласования. Также можно корректировать положение инструмента, только когда разность положений или полученное из нее значение взвешенной разности превысит определенное пороговое значение.
Чтобы избежать наличия постоянной ошибки управления, сигналы ошибки предпочтительно интегрировать по времени посредством интегрального регулятора (И-регулятора) и использовать общую характеристику управления, соответствующую пропорционально-интегральному регулированию (ПИ-регулятор).
В целях осуществления способа измерение положения выбранного элемента структуры инициируют различным образом. Например, может быть инициирован сигнал запуска с целью запуска измерения посредством программной строки, которая присутствует в надлежащем месте программы числового управления. Это обеспечивает автоматическую синхронизацию с программно-временной функцией. В этом случае типичная точность определения момента времени для измерения имеет порядок времени цикла системы управления, которое, например, может быть порядка одной или нескольких миллисекунд. В частности, для измерений, выполняемых во время изготовления участка пружины с постоянным шагом, указанной точности абсолютно достаточно, поскольку замеряемый участок структуры фактически остается неподвижным. В других вариантах осуществления способа для определения момента времени измерения используют таймер, не зависимый от программы числового управления, который выполнен с возможностью синхронизации с контрольным временем посредством программы числового управления. Например, таймер такого типа может быть предусмотрен в виде дополнительной платы в блоке управления. Это позволяет получать высокую точность определения момента времени измерения независимо от времени цикла системы управления. В некоторых вариантах момент времени измерения определяют относительно некоторого контрольного времени программно-временной функции с погрешностью 100 мкс и менее. Вследствие этого становится возможным проведение достаточно точных измерений даже на тех участках пружины, где шаг навивки меняется. В подобных ситуациях, как правило, есть номинальное положение, которое изменяется во времени, т.е. смещающееся номинальное положение, которое ложится в основу операции сравнения. Поэтому невозможно достаточно точно определить момент времени измерения, чтобы с достаточной точностью определить номинальное положение наблюдаемого элемента структуры пружины, которое связано с указанным моментом времени.
В частности, при проведении измерений на участках пружины с переменным шагом может быть также полезным проведение многократных измерений в различных зонах измерения и использование результатов измерений при работе системы с замкнутым контуром обратной связи. В некоторых вариантах осуществления первое измерение выполняют в первой зоне измерений в первый момент времени, причем первая зона измерений находится на первом расстоянии от формовочного механизма, второе измерение выполняют в следующий второй момент времени во второй зоне измерений, которая смещена относительно первой зоны измерений, при этом вторая зона измерений находится на втором расстоянии от формовочного механизма и второе расстояние больше первого расстояния. Если результаты двух или более измерений в физически смещенных относительно друг друга зонах измерений в сдвинутые относительно друг друга моменты времени обработать совместно, то можно получить точное описание хода процесса навивки пружины во времени и тенденций в случае рассогласования с номинальными значениями. Это позволяет обеспечить еще более точное управление процессом навивки пружин.
Настоящее изобретение также касается и пружинонавивочной машины с числовым управлением, выполненной с возможностью осуществления вышеописанного способа. Машина содержит подающий механизм для подачи проволоки к формовочному механизму, содержащему по меньшей мере один навивочный палец, который по существу определяет диаметр винтовой пружины в задаваемом положении, а также по меньшей мере один шаговый механизм, воздействие которого на формирующуюся пружину определяет локальный шаг винтовой пружины.
В предпочтительном варианте пружинонавивочная машина содержит первую видеокамеру, размещенную таким образом, что зона измерений в поле зрения первой камеры осуществляет запись изображения фрагмента участка пружины на конечном расстоянии от инструментов формовочного механизма. Предпочтительно, чтобы расстояние между зоной измерений и формовочным механизмом было согласовано с общей длиной готовой винтовой пружины так, чтобы указанное расстояние составляло 5-70%, в частности 10-50% общей длины, и/или так, чтобы в пределах указанного расстояния укладывался один или более витков пружины, например по меньшей мере два или три витка. Кроме того, может быть предусмотрена вторая камера, которая расположена на расстоянии от первой камеры так, чтобы в конечной фазе изготовления винтовой пружины участок свободного конца пружины входил в зону захвата второй камеры. При использовании камеры с достаточно широким полем зрения может хватить одной камеры для захвата зоны измерений, которая находится на конечном расстоянии от инструментов формовочного механизма, и зоны измерений для обнаружения концевого участка пружины.
В некоторые современные пружинонавивочные машины с ЧПУ, в которых уже имеются подходящие измерительные системы с камерой, изобретение может быть внедрено при уже существующих конструктивных условиях. Изобретение в своих вариантах может быть внедрено в виде дополнительных частей программы или программных модулей или же путем внесения изменений в управляющее программное обеспечение компьютерных устройств управления.
В своем еще одном аспекте настоящее изобретение касается компьютерного программного продукта, который хранится, в частности, в среде, доступной для чтения компьютером, или существует в форме сигнала, при этом указанный компьютерный программный продукт обеспечивает осуществление компьютером способа, соответствующего настоящему изобретению или варианту его осуществления, когда указанный компьютерный программный продукт загружен в память подходящего компьютера и происходит исполнение программы.
Вышеупомянутые и иные отличительные признаки изобретения раскрыты не только в пунктах формулы изобретения, но и в настоящем описании и прилагаемых чертежах, при этом для осуществления изобретения отдельные отличительные признаки в каждом случае могут быть реализованы сами по себе или группами по два и более признаков в сочетанной форме, а также реализованы в других областях, и могут представлять самостоятельные полезные решения, могущие быть предметом охраны.
Краткое описание чертежей
Фиг.1 представляет собой схематический общий вид одного варианта осуществления пружинонавивочной машины с элементами подающего мехенизма и формовочного механизма,
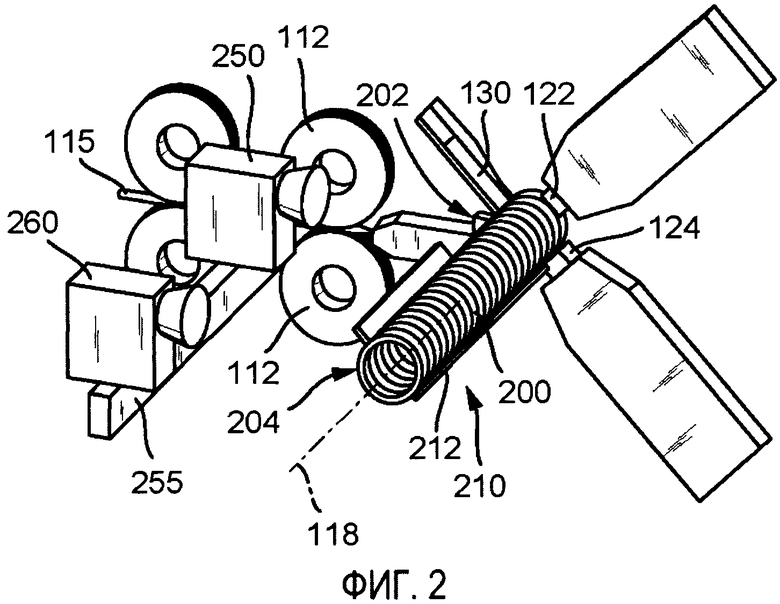
фиг.2 в перспективной проекции изображает принадлежности пружинонавивочной машины фиг.1, включая две камеры оптической измерительной системы для бесконтактной записи в масштабе реального времени данных, касающихся геометрических параметров пружины, изготовление которой происходит в текущий момент времени, а также направляющее устройство для пружины,
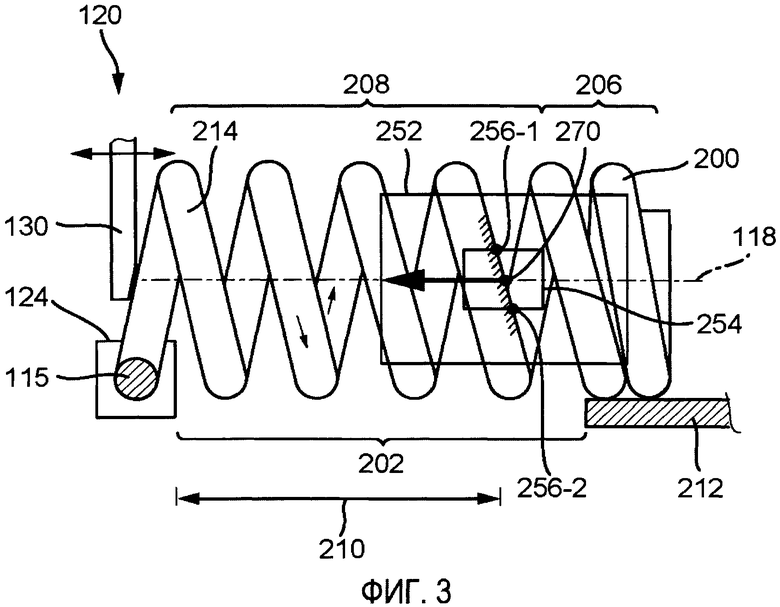
фиг.3 изображает созданный формовочным устройством участок пружины, изготовление которой происходит в текущий момент времени, причем изображение соответствует наблюдению в направлении подачи проволоки и параллельно оптической оси объектива первой камеры, при этом в зоне измерений, которая расположена внутри поля зрения камеры, находится участок одного витка пружины,
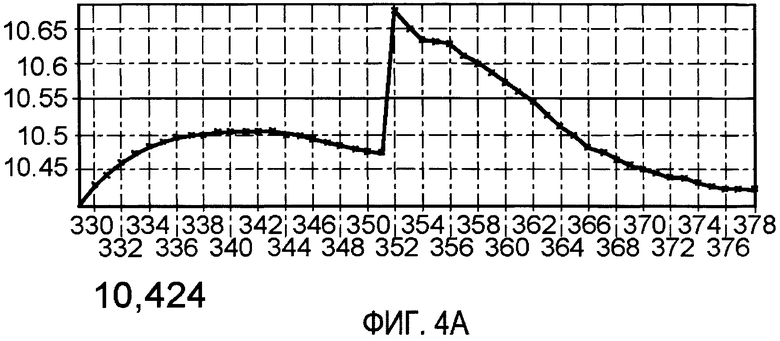
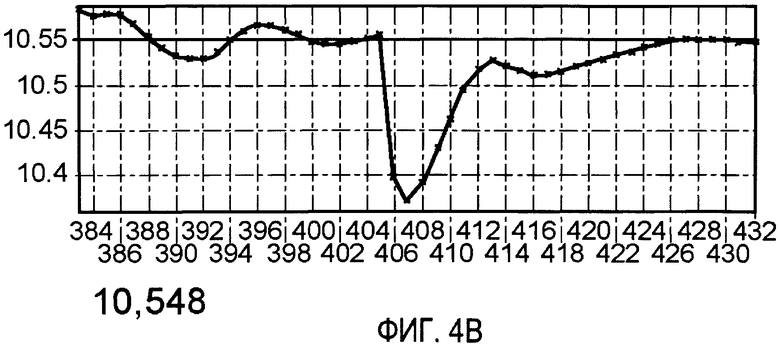
фиг.4 изображает диаграммы изменения во времени скользящего среднего фактических значений, определенного в сериях индивидуальных измерений в ходе изготовления пружины, при этом на фиг.4А показано изменение во времени без осуществления управления, а на фиг.4В показано изменение во времени при активном управлении,
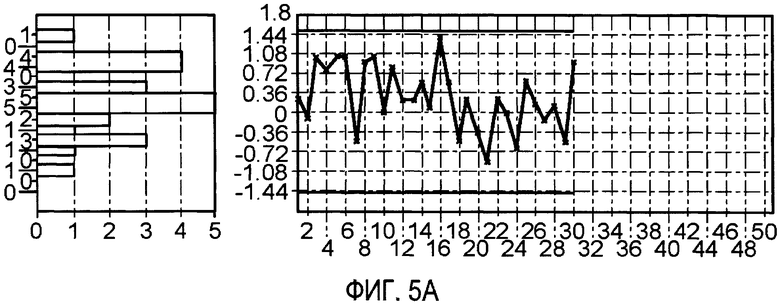
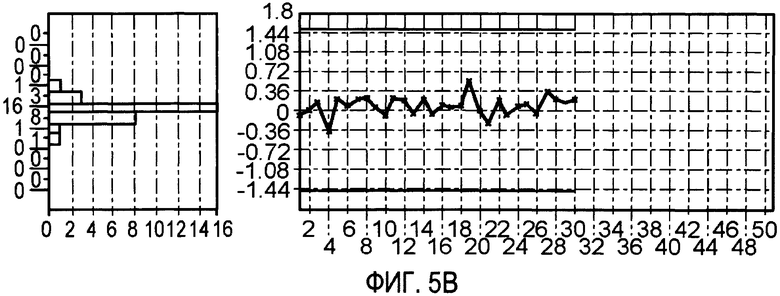
фиг.5 изображает гистограммы и диаграммы, касающиеся разброса фактических значений в сериях индивидуальных измерений в ходе изготовления пружины, при этом на фиг.5А изображены фактические значения без осуществления управления, а на фиг.5В изображены фактические значения, полученные при активном управлении,
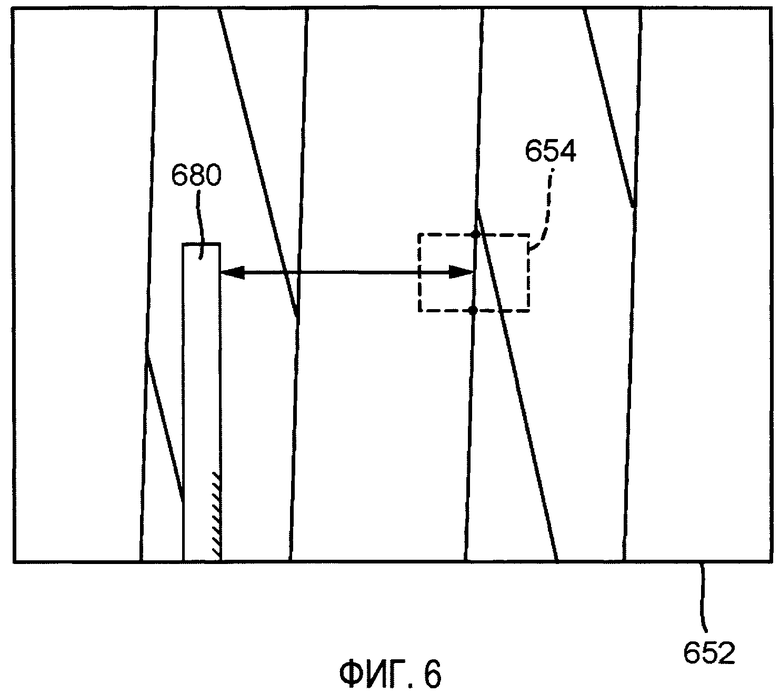
фиг.6 изображает прямоугольное поле зрения первой камеры, при этом в поле зрения можно видеть подлежащий измерению участок пружины и изображение реперного элемента, который неподвижным образом закреплен на машине.
Осуществление изобретения
На фиг.1 схематически показаны основные элементы пружинонавивочной машины 100 с ЧПУ, конструкция которой как таковая известна. Пружинонавивочная машина 100 содержит подающий механизм 110, который оснащен подающими роликами 112 и выполнен с возможностью последовательной подачи отрезков проволоки 115, которая поступает из накопителя и проходит через направляющий узел со скоростью подачи, определяемой программой, в область формовочного механизма 120. В формовочном механизме осуществляется формовка проволоки при помощи программно-управляемых инструментов с целью получения винтовой пружины. Инструменты включают два навивочных пальца 122, 124, которые установлены радиально относительно центральной оси 118 (соответствующей требуемому положению оси пружины), смещены относительно друг друга на угол 90° и согласно своему назначению должны определять диаметр винтовой пружины. Чтобы настраивать машину на различные диаметры пружин для исходной установки диаметра пружины в процессе настройки, навивочные пальцы можно перемещать вдоль линий движения, показанных штрихпунктирыми линиями, а также в горизонтальном направлении (параллельно направлению подачи проволоки роликами 112). Указанные перемещения могут совершаться при помощи соответствующих электрических приводов, контролируемых системой ЧПУ.
Инструмент 130 шагового механизма содержит наконечник, который установлен по существу под прямым углом к оси пружины, и входит в контакт с формирующейся пружиной по ее виткам. Инструмент шагового механизма может перемещаться при помощи привода с ЧПУ, который обслуживает ось станка, параллельную оси 118 формирующейся пружины (то есть перпендикулярную плоскости чертежа). Проволока, которая подается вперед в процессе изготовления пружины, при помощи инструмента шагового механизма подвергается принудительному отклонению в направлении, параллельном оси пружины в соответствии с положением инструмента, при этом локальный шаг пружины на соответствующем участке определяется положением указанного инструмента. Изменение шага производится перемещением инструмента шагового механизма параллельно указанной оси в ходе изготовления пружины.
В состав формовочного механизма входит дополнительный инструмент 140 шагового механизма, который может быть введен в действие вертикально снизу и содержит клиновидный наконечник, который вводят между смежными витками, когда используют данный инструмент. При регулировке данный инструмент шагового механизма совершает перемещение под прямым углом к оси 118. В показанном на чертеже процессе изготовления пружины данный инструмент шагового механизма не используется.
Над осью пружины установлен отрезной механизм 150 с ЧПУ, выполненный с возможностью отделения полученной винтовой пружины от подаваемой проволоки по окончании операций формовки, при этом отрезка осуществляется вертикальным рабочим движением. На фиг.1 подаваемая проволока показана в ситуации сразу после того, как была отрезана предыдущая законченная винтовая пружина. В данном положении половина витка проволоки уже сформирована, а конец проволоки, образующий начало пружины, на 0,3 витка не доходит до положения инструмента 130 шагового механизма.
Управление осями пружинонавивочной машины с ЧПУ, которые соответствуют указанным механизмам, осуществляет контроллер 180 числового программного управления, который содержит устройства памяти, в которых хранится управляющая программа, содержащая в числе прочего программу числового управления для рабочего перемещения механизмов по рабочим осям.
Чтобы изготовить винтовую пружину, начиная из показанного положения «окончания предыдущей пружины», с помощью подающего механизма 110 производят подачу проволоки в направлении навивочных пальцев 122, 124, которые отклоняют проволоку по требуемому диаметру, формируя криволинейный участок в виде дуги окружности, пока свободный конец проволоки не достигнет инструмента 130 шагового механизма. Когда подача проволоки продолжится, осевое положение инструмента 130 будет определять текущий локальный шаг формирующейся винтовой пружины. Когда требуется изменить шаг в процессе навивки пружины, то производится перемещение инструмента 130 шагового механизма в осевом направлении под управлением программы числового управления. Фактическое перемещение шагового механизма по сути и определяет профиль шага по длине винтовой пружины.
При настройке пружинонавивочной машины производят установку инструментов формовочного механизма в их соответствующие исходные положения. Кроме того, создают или загружают программу числового управления, управляющую рабочими движениями указанных инструментов в процессе изготовления пружины. Ввод геометрических данных в пружинонавивочную машину производит оператор с блока 170 отображения и управления, который соединен с управляющим устройством 180.
Далее, согласно фиг.2 будет описан ряд вспомогательных устройств, полезных для осуществления способа изготовления винтовых пружин в пружинонавивочной машине, представленной на фиг.1. Элементы, которые уже известны из фиг.1, обозначены теми же номерами, что и на фиг.1. На фиг.2 показана пружинонавивочная машина в процессе изготовления сравнительно длинной цилиндрической винтовой пружины 200, из которой приблизительно 20 витков уже изготовлены в момент времени, изображенный на чертеже. Это длинная пружина с отношением общей длины L законченной пружины к ее диаметру D (L/D) более 10. Чтобы по мере роста пружины при продолжающейся подаче проволоки пружина оставалась прямой и ее свободный конец не отгибался вниз, предусмотрено направляющее устройство 210. Направляющее устройство содержит угольник 212, который своей горизонтальной продольной осью прикреплен к станине пружинонавивочной машины и имеет V-образный профиль. Сходящиеся книзу плоские наклонные поверхности угольника поддерживают пружину снизу и сбоку, так что продольная (центральная) ось формирующейся пружины совпадает с указной осью 118. Угольник крепится к станине машины при помощи держателя (не показан), который можно регулировать по высоте и в поперечном направлении, чтобы задавать требуемое направление, совпадающее с центральной осью 118 пружины, для пружин различного диаметра. По окончании процесса изготовления пружины угольник может быть автоматически развернут вниз посредством гидравлического привода поворота, чтобы дать возможность готовой пружине соскользнуть в контейнер-сборник.
Тот конец угольника, который обращен к формовочному механизму, расположен на расстоянии нескольких сантиметров от последнего, так что между инструментами формовочного механизма и краем угольника, обращенным к машине, остается свободно висящий участок 202 пружины. Длина угольника выбрана в соответствии с общей длиной готовой винтовой пружины таким образом, чтобы тот концевой участок пружины, который изготовлен первым, в завершающей фазе изготовления свободно выступал за дальний от машины край угольника. Таким образом, ближний к машине свободно висящий участок 202 пружины и дальний от машины концевой участок 204 пружины оказываются доступными для оптических измерений с направлением визирования под прямым углом к продольной оси винтовой пружины.
Пружинонавивочная машина оснащена оптической измерительной системой на базе видеокамер для бесконтактной регистрации в масштабе реального времени данных, касающихся геометрических параметров пружины, изготовление которой происходит в текущий момент времени. Измерительная система содержит две идентичные ПЗС видеокамеры 250, 260, которые имеют разрешение, например, 1024×768 пикселей (элементов изображения), могут формировать до 100 изображений в секунду (кадров в секунду) и через интерфейс передавать их в систему обработки изображений, которая соединена с камерами. Запись индивидуальных изображений всякий раз инициируется пусковыми сигналами от системы управления. Этим определяются моменты времени измерения. Программа обработки изображений размещена в программном модуле, который взаимодействует с управляющим устройством 180 пружинонавивочной машины или встроен в управляющее устройство.
Обе камеры смонтированы на установочном рельсе 255, прочном в отношении скручивания, который одной стороной прикреплен к станине пружинонавивочной машины рядом с направляющим устройством пружины в зоне направляющих роликов подающего механизма, так что продольная ось установочного рельса проходит параллельно оси 118 машины. Измерительные камеры можно перемещать в продольном направлении по установочному рельсу и фиксировать в любом выбранном положении по длине рельса.
Первая камера 250, ближайшая к станине, установлена так, что ее прямоугольное поле 252 зрения (область изображения) захватывает часть свободно висящего участка 202 пружины на некотором расстоянии от формовочного механизма (фиг.3). Оптическая ось объектива камеры в данном случае расположена приблизительно на том же уровне, что и центральная ось винтовой пружины (т.е. на уровне оси 118), и проходит под прямым углом к указанной оси. Внутри прямоугольного поля 252 зрения камеры видна прямоугольная зона 254 измерений меньшего размера, через которую наклонно сверху слева и вправо вниз проходит участок витка пружины, обращенный к камере. Изображение данного участка витка (который перемещается в продольном направлении в процессе изготовления пружины) или его контура, дальнего от станины, используется в качестве элемента структуры для измерения длины.
Вторая камера 260 предназначена для записи изображения свободного конца 204 пружины и, следовательно, расположена на установочном рельсе так, чтобы указанный свободный конец пружины попадал в поле зрения второй камеры в конечной фазе изготовления винтовой пружины.
На высоте оси 118 диаметрально противоположно камере установлен осветитель, который в ответ на пусковые сигналы от управляющего устройства производит освещение в виде вспышки в моменты времени выполнения измерения, определяемые управляющей системой, что позволяет выполнять измерения в проходящем свете. Сбоку от камер может быть предусмотрено устройство фронтального освещения, чтобы улучшить видимость интересующих деталей пружины для измерения.
На фиг.3 представлена ситуация, рассмотренная на фиг.2, которую можно наблюдать в направлении, параллельном направлению подачи проволоки (в направлении оси С пружинонавивочной машины), или в направлении оптической оси объектива первой камеры. Слева можно видеть сечение поволоки 115, подаваемой в направлении подачи (под прямым углом к плоскости чертежа) на криволинейную наклонную поверхность нижнего навивочного пальца 124. Навивочный палец направляет проволоку вверх по траектории, которая представляет собой кривую окружности, в направлении верхнего навивочного пальца, и в процессе этого происходит непрерывная формовка проволоки. Над навивочным пальцем можно видеть наконечник инструмента 130 шагового механизма, при этом боковая рабочая поверхность навивочного пальца лежит на формирующемся витке. Шаговый механизм может посредством ЧПУ с помощью привода соответствующей машинной оси перемещаться параллельно оси 118 пружины (в направлении стрелки), при этом положение инструмента шагового механизма задает локальный шаг пружины в месте ее формирования.
На фиг.3 представлена ситуация начальной фазы изготовления цилиндрической винтовой пружины 200, у которой имеется контактный участок 206, который уже сформирован на конце пружины и имеет непрерывно увеличивающийся шаг, за которым следует участок 208 с постоянным шагом и противоположный контактный участок с уменьшающимся шагом, который еще не сформирован в тот момент времени, которому соответствует чертеж. В тот момент времени, которому соответствует чертеж, процесс изготовления уже продвинулся до такой степени, когда свободный конец пружины с контактным участком проходит зону 254 измерений и уже достиг угольника направляющего устройства, при этом свободно висящий конец 202 пружины с постоянным шагом занял устойчивое положение и его ось совпадает с осью 118.
Первая камера 250 выставлена так, что зона 254 измерений находится на сравнительно большом расстоянии 210 от инструментов 122 и 130 формовочного механизма, если смотреть в направлении оси винтовой пружины. В данном случае указанное расстояние захватывает приблизительно четыре витка винтовой пружины. В данном примере указанное расстояние составляет приблизительно 10-20% общей длины готовой пружины, а в частности, в случае коротких пружин данное расстояние может доходить до 30%, 40% или 50% общей длины.
Для массового производства винтовых пружин при помощи данной пружинонавивочной машины может быть принят следующий порядок действий. Прежде всего, с блока 170 отображения и управления вводят требуемые номинальные геометрические параметры винтовой пружины или из памяти пружинонавивочной машины загружают соответствующие уже имеющиеся геометрические данные, например, путем ввода номера пружины. Так называемый генератор команд ЧПУ использует указанные геометрические данные в качестве основы для расчета программы числового управления, отдельные блоки которой и их последовательность в ходе дальнейшего процесса изготовления пружины координированно управляют рабочими перемещениями органов и инструментов пружинонавивочной машины.
После настройки инструментов формовочного механизма в ходе первого пробного (контрольного) изготовления производят первую винтовую пружину, не включая в работу систему управления, оснащенную измерительной системой. В этом случае первая камера 250 в зоне 254 измерений производит запись выбранного элемента структуры пружины, в данном примере участка витка, который проходит через зону измерений наклонно сверху слева и вправо вниз. На изображении камеры данный участок выглядит темным, четко выделяясь на ярком фоне в виде прямых линий контура перехода от светлого к темному. Чтобы улучшить способность различения контуров, винтовую пружину можно осветить с боковой стороны камеры и/или осветить внутреннее пространство в зоне измерений. Появляющаяся в поле зрения дальняя от станины граница (край данного участка витка) используется для определения фактического положения элемента структуры пружины. Например, в данном случае система обработки изображений может определить координаты верхней точки 256-1 пересечения и нижней точки 256-2 пересечения переходной зоны «светлое/темное» соответственно с верхней и нижней границами зоны измерений, при этом определение координат точек прямой линии, лежащих между указанными точками 256-1 и 256-2, производится путем интерполяции. Затем при помощи «инструмента расстояний» программы обработки изображений определяют расстояние (расстояние отсчитывают параллельно оси) от контрольной точки 270, расположенной посредине между верхней и нижней точками пересечения, до некоторой удаленной от станины отсчетной (реперной) точки, чтобы получить первое фактическое значение положения элемента структуры. В примере, показанном на фиг.3, ближайшая к станине прямолинейная левая граница поля 252 зрения используется в качестве виртуального реперного элемента или в качестве «фиксированного упора» для измерений. Расстояние, измеренное параллельно оси (оси 118) между контрольной точкой 270 на выбранном элементе структуры и реперным элементом, система управления затем принимает в качестве первого номинального значения при дальнейшем изготовлении пружин.
Затем независимым образом измеряют общую длину готовой пружины. Если общая длина находится в пределах допуска, то предполагают, что измеренное первое номинальное значение может быть принято в качестве исходной величины для последующего массового производства пружин. С другой стороны, если общая длина не укладывается в допуск, то вносят изменения в настройки процесса изготовления, чтобы можно было провести соответствующее следующее контрольное измерение для следующей пружины. Такие индивидуальные контрольные измерения повторяют шагами до тех пор, пока изготовленная пружина не окажется в пределах допуска по параметру общей длины винтовой пружины. Номинальное значение для элемента структуры, которое будет определено в ходе изготовления такой «удовлетворительной» пружины, затем принимают для массового производства пружин.
Например, в данном случае необходимо принять меры, чтобы определение указанного номинального значения совершалось в то время, когда участок 208 пружины с постоянным шагом уже находится в зоне 254 измерений. При этих условиях абсолютное значение номинального размера остается постоянным в течение сравнительно длительного промежутка времени, в результате чего в идеальном случае не происходит никаких изменений изображения формирующейся пружины, которое записывает камера, пока витки участка с постоянным шагом перемещаются в поле зрения камеры.
Затем может быть настроена и введена в работу система управления, чтобы производить следующие пружины партии. В этом случае измерения целесообразно начинать, только когда контактная зона, в которой могут присутствовать витки с увеличивающимся шагом, уже пройдет через зону измерений, и зона измерений будет находиться в части пружины, имеющей постоянный шаг. Затем начинается цикл управления. Цикл начинается с первого измерения фактического расстояния между выбранным участком структуры и определенным реперным элементом (краем поля зрения). Затем посредством анализирующей программы производится сравнение измеренного фактического положения или измеренного фактического расстояния с предыдущим измеренным номинальным положением или номинальным расстоянием элемента структуры. Такое расчетное сравнение дает значение текущей разности положений, которая представляет разность между фактическим положением и номинальным положением в момент измерения. В следующем примере будут приведены численные значения для каждого случая, для наглядности без указания размерности, хотя для примера это могут быть размеры в миллиметрах.
Если, например, номинальное значение равно 10,5, а фактическое значение равно 10,7, то разность положений равна -0,2. Исходя из данной разности положений определяют взвешенную разность. С этой целью в данном случае используют взвешивающий параметр (весовой коэффициент), который может быть задан оператором и называется «шаг управления». Весовой коэффициент определен в процентах и применяется к измеренной разности положений. Например, если задан шаг управления, равный 50%, тогда разность положений -0,2 дает значение взвешенной разности -0,1. Эта величина, которая получается после взвешивания, теперь прибавляется к исходной величине поправки, чтобы получить новую (измененную) величину поправки. Исходно, например, величина поправки может быть принята равной 0 (нулю) и затем может производиться ее пошаговое изменение в процессе управления. В рассматриваемом примере (начальная величина поправки равна 0) вычисляется новая величина поправки 0+(-0,1)=(-0,1), которая может быть передана в качестве поправки в систему управления пружинонавивочной машины.
В определенных точках программы управления производится подготовка программы числового управления, так что программируемый логический контроллер (PLC) в программе числового управления может моментально изменять настройки соответственно полученной величине поправки. Это изменение напрямую (в масштабе реального времени) воздействует на положение инструмента 130 шагового механизма, чтобы уменьшить разность положений.
Во время следующего, второго, измерения, например, определено фактическое положение со значением 10,6. При номинальном значении, равном 10,5 (которое по-прежнему является действительным), это дает разность положений, равную -0,1. При неизменном весовом коэффициенте (шаг управления 50%) это дает значение взвешенной разности -0,05, следовательно, величину поправки: (-0,1)+(-0,05)=-0,15. Видно, что обновленная поправка применяется не к начальной величине поправки (=0), а к величине поправки (-0,1), которая была получена исходя из данных предыдущего измерения. После второго измерения величина поправки составляет -0,15 и, следовательно, передается в качестве поправки в систему управления, где обрабатывается описанным выше образом для внесения непосредственных изменений в программу числового управления.
Описанная выше на примере обработка данных измерений соответствует пропорционально-интегральному регулированию (ПИ-регулятору) с переменным пропорциональным компонентом и эффектом интегрирования интегрального компонента.
В процессе формирования участка с постоянным шагом винтовой пружины указанные действия производят с периодичностью осуществления измерений, выполняя таким образом или давая возможность выполнить множество актов управления. Во время измерений подача проволоки производится непрерывно и останавливать подачу не требуется. Интервал времени между последовательными измерениями в данном варианте способа согласуют со скоростью подачи проволоки так, чтобы между двумя соседними последовательными измерениями получалось приблизительно 1,4 витка пружины. При таких последовательных измерениях, сравнительно редких по сравнению с возможной частотой кадров камеры, в случае неидеальных условий формовки в пружине между отдельными измерениями может успевать накапливаться ошибка длины, достаточно большая по сравнению с погрешностью измерения измерительной системы, чтобы давать значимые результаты измерения, что позволит инициировать поправки надлежащей величины, действующие в надлежащем направлении.
Эффект процедуры управления, обеспечивающей увеличение точности, может быть проиллюстрирован фиг.4А, 4В, а также 5А, 5В. На указанных фигурах изображены результаты измерений, которые были получены при изготовлении демпфирующих пружин муфты, состоящих из 47 витков пружинной проволоки диаметром 3,8 мм. Пружины имеют диаметр около 27 мм и общую длину около 350 мм. Каждый из графиков фиг.4А, 4В представляет собой развертку во времени значений скользящего среднего для фактических значений, полученных при индивидуальных измерениях в ходе изготовления пружины. На оси абсцисс в каждом случае отложены соответствующие измерениям равноотстоящие безразмерные числа, и таким образом, ось абсцисс представляет собой ось времени. Ординаты в каждом случае показывают значения скользящего среднего фактического значения в сравнении с номинальным значением 10,55 мм, которое представлено утолщенной линией. На фиг.4А показан типичный график измерений для традиционного процесса изготовления без осуществления управления. Изготовление новой винтовой пружины начинается в момент времени, обозначенный числом 351. Конечная фаза изготовления предыдущей пружины изображена слева от указанной точки, завершившись слишком низким средним значением (приблизительно 10,48 мм), в результате чего общая длина изготовленной пружины оказывается недостаточной. Фактические значения для новой винтовой пружины вначале оказываются слишком высокими, скользящее среднее сначала приближается к номинальному значению, а затем, однако, падает ниже номинального, причем спад увеличивается с ростом расстояния, в результате чего данная винтовая пружина по окончании изготовления также оказывается слишком короткой.
Фиг.4В иллюстрирует изготовление пружин при включенной системе управления. Изготовление предыдущей пружины заканчивается в момент времени 405 при среднем значении, очень близком к номинальному значению, в результате чего общая длина пружины очень близка к значению номинальной длины. В процессе изготовления следующей винтовой пружины фактические значения вначале оказываются значительно ниже номинального. Однако управляющее воздействие приводит к тому, что скользящее среднее приближается к номинальному значению (10,55 мм) после третьего измерения, при этом к окончанию процесса изготовления скользящее среднее асимптотически приближается к номинальному значению и в конце изготовления пружины значение скользящего среднего практически точно совпадает с номинальным значением.
Фиг.5А, 5В представляют собой другую иллюстрацию эффекта работы системы управления. На фиг.5А представлены результаты без участия системы управления, а на фиг.5В - результаты с включенной системой управления. На графиках справа, снова в каждом случае, по оси абсцисс отложены произвольные числа, соответствующие моментам измерения, а по оси ординат соответствующие значения разности положений - разности фактического и номинального значений. Утолщенные линии сверху и снизу, параллельные нулевой линии, представляют собой границы допуска для процесса изготовления пружин. Результаты измерений представлены в форме гистограмм в левой части фигур.
В процессе изготовления пружин без участия системы управления, что показано на фиг.5А, фактические величины имеют широкий разброс по обе стороны от номинального значения, хотя все значения находятся в границах допуска. Когда включена система управления (фиг.5В), результирующий разброс вокруг номинального значения становится значительно меньше, что гарантирует то, что все винтовые пружины, изготовленные при участии системы управления, имеют общую длину, очень близкую к номинальному значению общей длины.
Первая камера 250 размещена на установочном рельсе 255 сравнительно близко к формовочному механизму, благодаря чему любые колебания места установки первой камеры будут происходить лишь с малой амплитудой, что вряд ли будет в какой-то степени отрицательно сказываться на точности измерений. Тем не менее, смещения камеры на точность измерений негативно влиять могут. Фиг.6 поясняет один из возможных способов сделать результат измерения независимым от колебаний камеры, и тем самым повысить точность измерений. На фиг.6 показано прямоугольное поле 652 зрения первой камеры. Прямоугольная зона 654 измерений меньшего размера заключает в себе проходящий фактически вертикально сверху вниз контур участка витка, который находится в фокусе камеры и обращен к камере. Координаты фактического положения наблюдаемого элемента структуры пружины определяются интерполяцией между пересечениями контура перехода «светлое/темное» с верхней и нижней границами зоны измерений. Кроме того, в поле зрения можно видеть изображение реперного элемента 680, образованного вертикальным болтом, жестко прикрепленным к станине машины. В поле зрения болт выступает снизу и в зоне фокусирования камеры создает резкое изображение вертикального контура с переходом «светлое/темное». Далее в процессе измерения определяют расстояние между элементом структуры пружины и краем реперного элемента 680, обращенным к элементу структуры, и используют указанное расстояние для анализа в качестве фактического размера. Это измеренное расстояние не зависит от колебаний камеры и связанных с этим любых смещений поля зрения относительно наблюдаемой пружины. Таким образом, любые смещения камеры исключаются из ошибки измерения.
Измерения расстояния между элементом структуры винтовой пружины (например, контуром участка витка) и виртуальным или физическим реперным элементом могут быть выполнены, как упоминалось, в направлении, параллельном оси 118 или наклонно к оси в других подходящих направлениях.
Подробно описанные выше примеры осуществления изобретения относились к задаче изготовления длинной пружины с более чем 30 витками. В процессе испытаний (результаты которых на фигурах не показаны) были изготовлены пружины длиной около 65 мм, содержащие всего 7 витков. Измерения в процессе изготовления производились всего два раза с вводом соответствующих поправок. Оказалось возможным сократить разброс значений общей длины приблизительно с 0,3 мм (без управления) до приблизительно 0,15 мм (с управлением).
Как вариант или как дополнение к вышеописанному измерению относительно закрепленного на машине физического реперного элемента в некоторых случаях также возможно измерение относительно реперного элемента, образованного частью пружины. Например, если поле 252 зрения, как показано на фиг.3, достаточно широкое, чтобы захватить больше витков в направлении длины пружины, то измерять и использовать в качестве базовой величины для процесса управления можно было бы интервал между контрольной точкой 270 на контуре витка, расположенного в зоне 254 измерений, и контуром соответствующего витка, расположенного на 3-4 шага ближе к формовочному механизму. Например, первый полный виток 214 или его контур, дальний от станины, мог бы таким образом использоваться в качестве реперного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНЫ | 1991 |
|
RU2097163C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Способ В.В.Головина навивки пружин | 1980 |
|
SU933165A1 |
| Устройство для навивки пружин | 1979 |
|
SU820987A1 |
| Устройство управления пружинонавивочной машиной | 1975 |
|
SU543452A1 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УСТРОЙСТВОМ С ПРУЖИННЫМ ВИБРАТОРОМ | 2006 |
|
RU2317884C1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Комплекс для изготовления блоков пружин | 1988 |
|
SU1613229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2004 |
|
RU2275269C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении винтовых пружин на пружинонавивочных машинах с ЧПУ. Способ включает подачу проволоки и ее формовку при помощи инструментов формовочного механизма. Задают требуемые номинальные геометрические параметры винтовой пружины. Измеряют фактическое положение выбранного элемента структуры винтовой пружины относительно реперного элемента по меньшей мере в один момент времени между началом и окончанием изготовления винтовой пружины в зоне измерений, которая находится на конечном расстоянии от формовочного механизма в направлении длины винтовой пружины. Указанное расстояние меньше, чем общая длина готовой винтовой пружины. Измеренное фактическое положение элемента структуры сравнивают посредством программы ЧПУ с его номинальным положением для указанного момента времени с целью определения текущей разности положений, которая представляет собой разность между фактическим положением и номинальным положением в момент времени, когда производилось измерение. В зависимости от разности положений осуществляют управление инструментом (130) шагового механизма, входящего в состав формовочного механизма. Обеспечивается изготовление серии длинных винтовых пружин с незначительным разбросом общей длины. 3 н. и 12 з.п. ф-лы, 6 ил.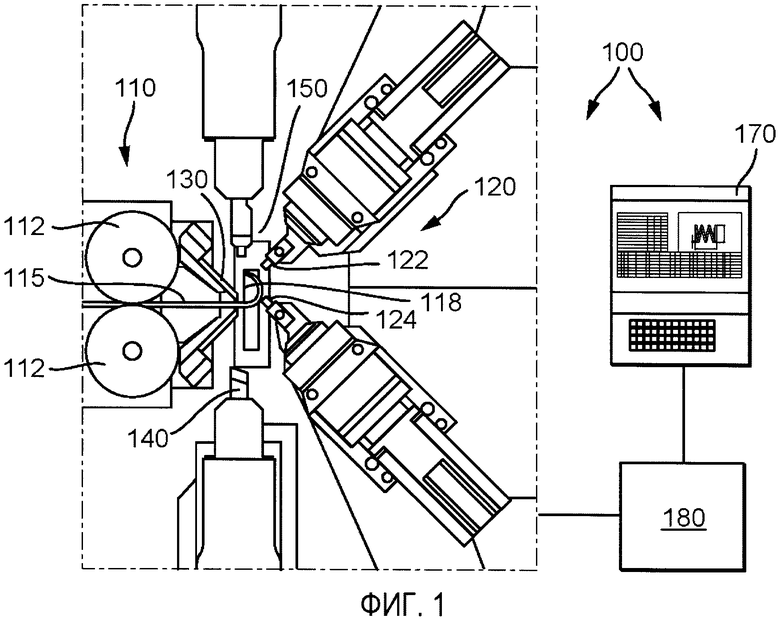
1. Способ изготовления винтовой пружины путем навивки при помощи пружинонавивочной машины с ЧПУ, в котором посредством подающего механизма, входящего в состав формовочного механизма пружинонавивочной машины, с использованием программы ЧПУ осуществляют подачу проволоки и ее формовку при помощи инструментов формовочного механизма с целью формирования винтовой пружины, отличающийся тем, что он включает этапы, на которых
задают требуемые номинальные геометрические параметры винтовой пружины,
измеряют фактическое положение выбранного элемента структуры винтовой пружины относительно реперного элемента по меньшей мере в один момент времени между началом и окончанием изготовления винтовой пружины, в зоне измерений, которая находится на конечном расстоянии от формовочного механизма в направлении длины винтовой пружины, причем указанное расстояние меньше, чем общая длина готовой винтовой пружины,
сравнивают фактическое положение элемента структуры с его номинальным положением посредством программы ЧПУ для указанного момента времени с целью определения текущей разности положений, которая представляет собой разность между фактическим положением и номинальным положением в момент времени, когда производилось измерение, и
в зависимости от разности положений осуществляют управление положением посредством по меньшей мере одного инструмента формовочного механизма, который задает шаг винтовой пружины.
2. Способ по п.1, отличающийся тем, что расстояние между зоной измерений и формовочным механизмом согласуют с общей длиной готовой винтовой пружины так, чтобы указанное расстояние составляло 5-70%, в частности 10-50% общей длины, и/или так, чтобы в пределах указанного расстояния помещался один или более витков пружины.
3. Способ по п.1, отличающийся тем, что для измерений используют камеру с двумерным полем зрения, при этом зону измерений располагают в поле зрения указанной камеры.
4. Способ по п.1, отличающийся тем, что фактическое положение измеряют относительно реперного элемента, неподвижно закрепленного на машине.
5. Способ по п.4, отличающийся тем, что используют виртуальный реперный элемент, образованный краем поля зрения камеры, предпочтительно краем поля зрения, ближайшим к формовочному механизму, или предусматривают физическое реперное тело, неподвижно закрепленное на машине, которое располагают на расстоянии от зоны измерений в поле зрения камеры, при этом один элемент указанного реперного тела, в частности прямой край, используют в качестве измерительного реперного элемента.
6. Способ по п.1, отличающийся тем, что выбранным элементом структуры винтовой пружины, который используют для измерений, является контур участка витка, который в виде прямой линии появляется в поле зрения камеры и проходит поперек оси винтовой пружины, в частности под углом приблизительно от 45° до 90° к направлению оси.
7. Способ по п.1, отличающийся тем, что координаты номинального положения элемента структуры во время измерения получают из программно-временной функции, которую определяют перед измерением для координат номинального положения элемента структуры, при этом указанную программно-временную функцию для координат номинального положения элемента структуры предпочтительно определяют на основе экспериментальных результатов по меньшей мере одного пробного изготовления контрольной винтовой пружины.
8. Способ по п.1, отличающийся тем, что в процессе изготовления винтовой пружины выполняют многократные измерения в последовательные моменты времени с интервалом между ними, при этом интервал времени между измерениями предпочтительно согласуют со скоростью подачи проволоки так, чтобы в интервале времени между соседними последовательными измерениями получался по меньшей мере один виток, более предпочтительно, чтобы в указанный интервал времени получалось от одного до двух витков.
9. Способ по п.1, отличающийся тем, что при изготовлении участка пружины с постоянным шагом выполняют многократные измерения, при этом на основе фактических значений результатов многократных последовательных измерений после определенного числа измерений, в частности после каждого измерения, определяют скользящее среднее фактических значений, при этом на устройстве отображения пружинонавивочной машины в предпочтительном варианте показывают изменение значения скользящего среднего во времени.
10. Способ по п.1, отличающийся тем, что для каждой установленной разности положений определяют взвешенное значение разности, которое пропорционально указанной разности положений, при этом, исходя из взвешенного значения разности, изменяют положение конкретного инструмента.
11. Способ по п.1, отличающийся тем, что при замерах участков пружины с меняющимся шагом первое измерение выполняют в первой зоне измерений в первый момент времени, причем первая зона измерений находится на первом расстоянии от формовочного механизма, второе измерение выполняют в следующий второй момент времени во второй зоне измерений, которая смещена относительно первой зоны измерений, причем вторая зона измерений находится на втором расстоянии от формовочного механизма, и второе расстояние больше первого расстояния, а результаты первого измерения и второго измерения обрабатывают совместно.
12. Пружинонавивочная машина (100) с ЧПУ для изготовления винтовых пружин (200) путем навивки способом по одному из пп.1-11, содержащая подающий механизм (110) для подачи проволоки (115) к формовочному механизму (120), содержащему по меньшей мере один навивочный палец (122, 124), который по существу определяет диаметр винтовой пружины в заданном месте, а также по меньшей мере один инструмент (130) шагового механизма, воздействие которого на формирующуюся пружину определяет локальный шаг винтовой пружины.
13. Машина по п.12, отличающаяся тем, что она содержит первую камеру (250), размещенную таким образом, что зона (254) измерений в поле (252) зрения первой камеры осуществляет запись изображения фрагмента участка пружины на конечном расстоянии (210) от инструментов формовочного механизма (120), при этом расстояние (210) предпочтительно согласовано с общей длиной готовой винтовой пружины так, что указанное расстояние составляет 5-70%, в частности 10-50% общей длины, и/или так, что в пределах указанного расстояния укладывается один или более витков пружины.
14. Машина по п.12 или 13, отличающаяся тем, что она содержит вторую камеру (260), которая расположена на расстоянии от первой камеры (250) так, что в конечной фазе изготовления винтовой пружины участок (204) свободного конца пружины входит в зону захвата второй камеры.
15. Машиночитаемый носитель данных с хранящимся на нем компьютерным программным продуктом, в частности, в форме сигнала, при этом указанный компьютерный программный продукт обеспечивает осуществление компьютером способа по любому из пп.1-11 при загрузке указанного продукта в память компьютера.
| DE 10345445 В4, 02.04.2009 | |||
| 1972 |
|
SU421416A1 | |
| Автомат для навивки пружин | 1990 |
|
SU1818168A1 |
| US 5363681 A, 15.11.1994. | |||

