Изобретение относится к области электротехники, в частности к способам изготовления электротехнических изделий.
Цель изобретения - повышение термостойкости, механической прочности, обеспечение необходимой анизотропии магнитной проницаемости изделий.
Способ предусматривает смешивание маг- нитомягких и алюмосиликатных волокон, пропитанных маслом, полученную смесь волокон формуют в виде листа, который гофрируют с высотой гофр, равной толщине листа, режут на полосы, прессуют, затем пропитывают алюмохромфосфатным связующим при соотношении магнитомягких волокон и связующего 8:1:1 -12:1:1, а термообработку проводят ступенчато, сначала при комнатной температуре в течение 4-6 ч, затем при 150-300°С в течение 1 ч.
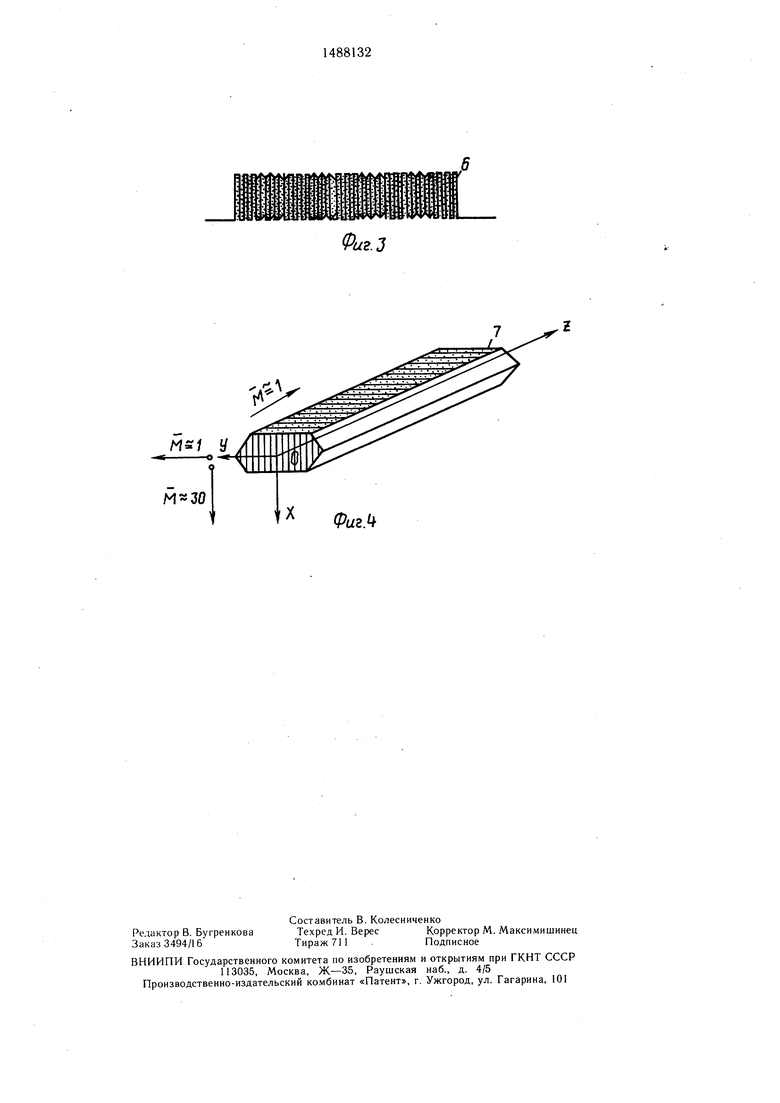
На фиг. 1-4 изображены последователь-, ные стадии изготовления материала.
Листовой магнитодиэлектрический материал в рулоне 1 состоит из импрегнирован- ных в масле и равномерно распределенных
в заданном объекте магнитомягких, алюмосиликатных волокон, скрепленных алюмохромфосфатным связующим, при этом указанные компоненты взяты в соотношении 8:1:1 - 12:1:1.
В процессе изготовления изделий листовой материал 1 гофрируют между вращающимися шестеренчатыми колесами 2. При этом высота гофр 3 равна толщине материала 1.
Для придания изд,елиям из магнитоди- электрического материала повышенной теплостойкости, механической прочности и необходимой анизотропии магнитной проницаемости магнитомягкие и алюмосиликатные волокна, чтобы избежать разъедания их связующим, пропитывают маслом, затем предварительно подпрессовывают гофры 3 (давление Р), формуют волокнистый материал, который механическими ножницами разрезают на полосы заданной геометрии. Последние после подпрессовки пропитывают из емкости 4 а.тюмохромфосфатным связующим 5 и подвергают ступенчатой термообработке
4
00 00
со ьо
полосы 6: сначала при комнатной температу- ,ре - предварительное склеивание, а затем в пресс-форме производят формование изделий 7 и отверждают их при 150-300°С. 3)то позволяет получить магнитные клинья 7 и аналогичные изделия, которым свойственны незначительные потери на рассеивание. При этом относительная магнитная проницаемость по трем направлениям соотносится как 30:1:1, а сами клинья обладают высокой механической и термической прочностью (класс Н до 200°С).
Компановка исходного материала из маг- нитомягких алюмосиликатных волокон и связки в соотношении 8:1:1 -12:1:1 вызвана условием достижения высокой механической прочности при требуемых величинах маг- китпой проницаемости по толщине, ширине и длине изделий: относительная магнитная проницаемость в указанных направлениях ОХ 30, OY 1, OZ 1.
Пример. При использовании магнитомяг- ких волокон, полученных способом изготовления микрокристаллических материалов и имеющих механическую прочность 19,6х хЮ Па при диаметре волокон(36-4() и длине 5-7 мм и алюмосиликатных волокон, состоящих из АЦОз и 50%SiOz, полученных способом раздува из расплава и имеющих механическую прочность на разрыв (100-JSOJ IO Па при диаметре воло- кон(2-4) и длине 80-120 мм, взятых в соотношении 10:1, был получен после им- прегнирования с помощью вальцов рулонный волокнистый материал с низкой пористостью до Э.После порезки полученного материала на полосы и подпрессовки в пресс- форме, где полосы приняли окончательную форму и размеры изделий, для электродвигателей типа «Украина, последние пропитывают алюмохромфосфатным связующим. При этом связующее имеет плотность 150 кг/м и содержится в волокнах в отношении 10:1:1 вес.ч. Связующее содержит следующие компоненты: .гидроокись алюминия, огнеупорная глина в фракциях 0,1 мм, тонкомолотый каолин и щамот.
После пропитки связующим изделия в течение 5 ч выдерживают при комнатной температуре, а затем термообрабатывают при 220°С в течение 1. ч. Диапазон темпера- тур при термообработке составляет 150- 300°С.
Полученные таким образом клинья имеют магнитную проницаемость, равную 10- 12, удельное сопротивление 10-10 Ом-см, а напряжение на изгиб 20,98 хЮ Па, при этом,если магнитные потери на рассеивание в изделиях, изготовленных согласно базовому объекту, принять за 100%, то в полученных изделиях эти потери не превышали 18%.
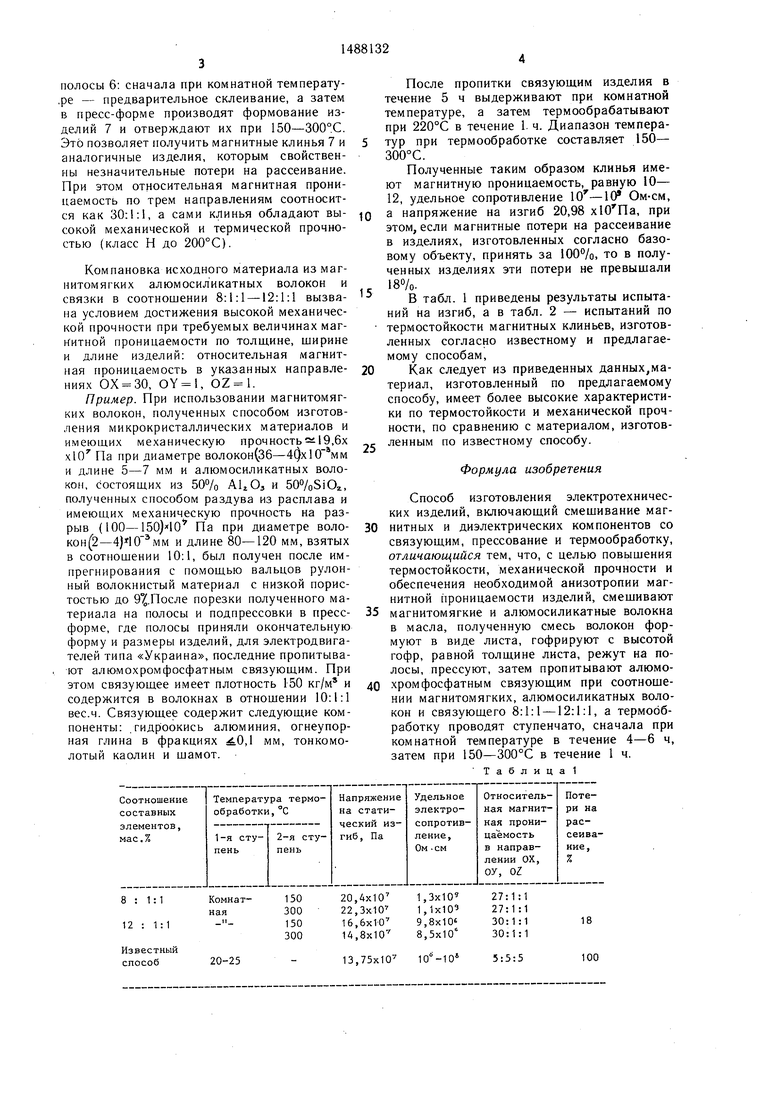
В табл. 1 приведены результаты испытаний на изгиб, а в табл. 2 - испытаний по термостойкости магнитных клиньев, изготовленных согласно известному и предлагаемому способам.
Как следует из приведенных данных,материал, изготовленный по предлагаемому способу, имеет более высокие характеристики по термостойкости и механической прочности, по сравнению с материалом, изготовленным по известному способу.
Формула изобретения
Способ изготовления электротехнических изделий, включающий смешивание маг0 нитных и диэлектрических компонентов со связующим, прессование и термообработку, отличающийся тем, что, с целью повыщения термостойкости, механической прочности и обеспечения необходимой анизотропии магнитной гфоницаемости изделий, смещивают
5 магнитомягкие и алюмосиликатные волокна в масла, полученную смесь волокон формуют в виде листа, гофрируют с высотой гофр, равной толщине листа, режут на полосы, прессуют, затем пропитывают алюмо0 хром фосфатным связующим при соотношении магнитомягких, алюмосиликатных волокон и связующего 8:1:1 -12:1:1, а термообработку проводят ступенчато, сначала при комнатной температуре в течение 4-6 ч, затем при 150-300°С в течение 1 ч. т а б л и ц а 1
Таблица2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитодиэлектрического материала | 1982 |
|
SU1046019A1 |
| Высокотемпературная теплоизоляционная смесь | 1986 |
|
SU1395614A1 |
| Магнитопровод электрической машины с обмоткой | 1989 |
|
SU1677788A1 |
| Магнитодиэлектрический материал | 1981 |
|
SU1046849A1 |
| Магнитодиэлектрик | 1980 |
|
SU940247A1 |
| Способ получения конструкционно-теплоизоляционного материала | 2016 |
|
RU2636718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ ПОЛУЧЕНИЯ МАГНИТНОГО КЛИНА | 2013 |
|
RU2548868C1 |
| Способ изготовления магнитного клина электрической машины | 1980 |
|
SU955389A1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
Изобретение относится к электротехнике ,в частности, к способам изготовления электротехнических изделий. Целью изобретения является повышение термостойкости, механической прочности, обеспечение необходимой анизотропии магнитной проницаемости изделий. Способ предусматривает смешивание магнитомягких и алюмосиликатных волокон с маслом. Полученную смесь волокон формуют в виде листа, который гофрируют с высотой гофр, равной толщине листа, режут на полосы, прессуют, затем пропитывают алюмохромфосфатным связующим при соотношении магнитомягких, алюмосиликатных волокон и связующего 8:1:1-12:1:1, а термообработку проводят ступенчато: сначала при комнатной температуре в течение 4-6 ч, затем при температуре 150-300°С в течение 1 ч. 4 ил. 2 табл.
Фиг.1
Фиг.2
aa.J
ФигМ
| Магнитный клин для крепления обмотки в пазах магнитопровода электрической машины | 1980 |
|
SU955373A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПЕДАЛЬ НОЖНОГО УПРАВЛЕНИЯ | 0 |
|
SU308890A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
