Известны способы многодуговой сварки непрерывно движущихся изделий несколькими сварочными головками, расположенными вдоль свариваемого шва. Однако такие способы недостаточно эффективны.
При применении описываемого способа для обеспечения возможности перемещения изделий со скоростью, превышающей скорость сварки, сварочные головки перемешают по замкнутой кривой часть которой совпадает с направлением шва, и включают их в работу во время движения над швом, причем расстояние между головками выбирают так, чтобы при выходе одной головки из зоны ш:ва очередная головка входила в эту зону.
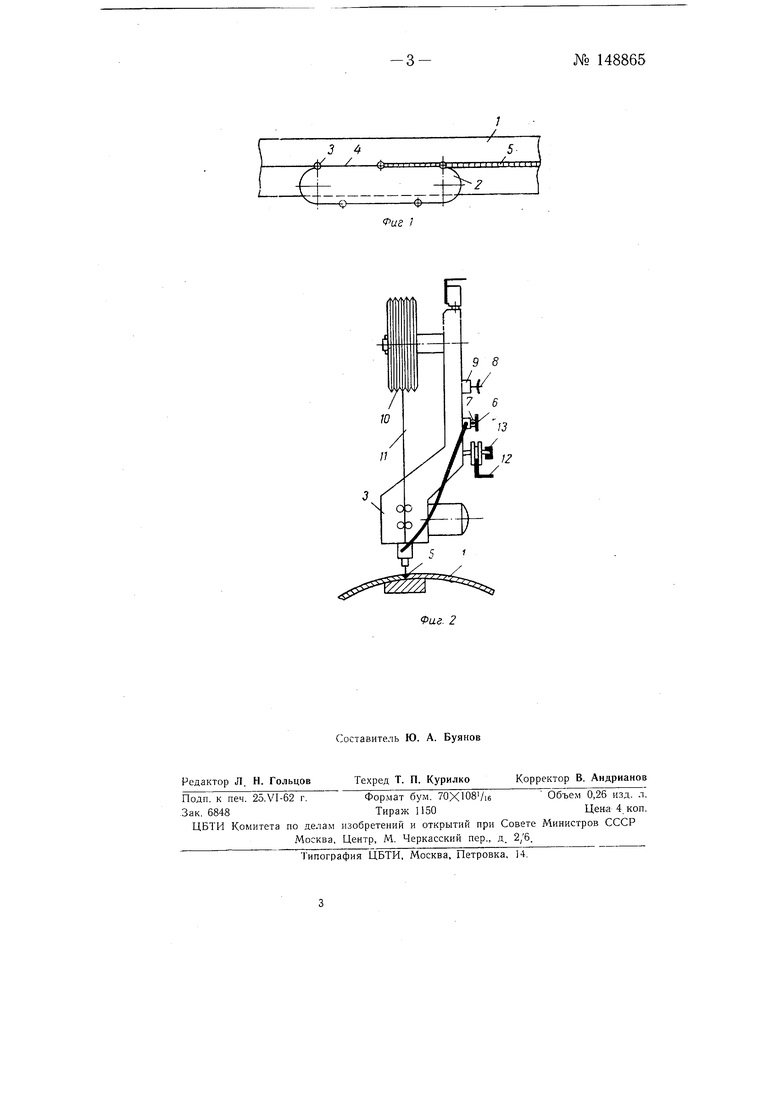
На фиг. 1 изображена схема пере.мещения сварочных головок; на фиг. 2 - схема сварочной головки.
Способ многодуговой сварки непрерывно движущихся изделий состоит в том, что одновременно с движением свариваемого изделия / сообщают движение по замкнутой кривой 2 нескольким сварочным головкам 3 таким образом, чтобы на участке 4 траектория их движения совпадала с направлением сварного шва 5. При подходе очередной головки 3 к соответствующей позиции происходит зажигание сварочной дуги, причем питание головки 3 током производят при помощи индивидуальной шины 6 и щеток 7, а включение и выключение питания осуществляют посредством копирной планки 8 и нажимного выключателя 9. Каждую головку 3 снабжают индивидуальным механизмом 10 подачи сварочной проволоки 11. Перемещение головок 5 по криволинейным направляющим 12 производят при помощи втулочно-роликовой цепи 13.
Описываемый способ позволяет повысить производительность сварки, что особенно важно при выполнении щвов большой протяженнсСти. В случае, если свариваемое изделие неподвижно, способ также может
№ 148865- 2 быть применен, при этом сварочные головки одновременно с движением по замкнутой кривой получают поступательное перемещение вдоль шва в направлении, противоположном направлению движения головок на рабочей ветви замкнутой кривой.
Предмет изобретения
Способ многодуговой сварки непрерывно движущихся изделий несколькими сварочными головками, расположенными вдоль свариваемого шва, отличающийся тем, что, с целью обеспечения возможности перемещения изделий со скоростью, превышающей скорость сварки, сварочные головки перемещают по замкнутой кривой, часть которой совпадает с направлением щва, и включают их в работу во время движения над щвом, а расстояние между головками выбирают так, чтобы при выходе одной головки из зоны шва очередная головка входила в эту зону.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Автомат для многодуговой сварки | 1978 |
|
SU801998A1 |
| Автомат для многодуговой сварки | 1976 |
|
SU619308A1 |
| АВТОМАТ ДЛЯ МНОГОДУГОВОЙ СВАРКИ | 1967 |
|
SU200078A1 |
| Способ сварки труб большого диаметра | 2018 |
|
RU2697530C1 |
| Способ автоматической сварки изделий прямоугольного сечения | 1989 |
|
SU1761414A1 |
| Способ многодуговой сварки криволинейных замкнутых швов | 1990 |
|
SU1750885A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ИЗДЕЛИЯ | 2011 |
|
RU2492977C2 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБОЛОЧЕК | 1985 |
|
SU1513769A1 |
| СВАРОЧНОЕ УСТРОЙСТВО, ПОДВОДНЫЙ ТРУБОПРОВОД И СПОСОБ ЕГО ПРОКЛАДКИ | 1999 |
|
RU2236334C2 |