(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Устройство для автоматической электродуговой сварки криволинейных замкнутых швов | 1974 |
|
SU695788A1 |
| Установка для сварки изделий замкнутого криволинейного контура с радиусами закругления | 1991 |
|
SU1808596A1 |
| Способ автоматической электродуговой сварки криволинейных швов | 1988 |
|
SU1622096A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
Использование: автоматическая сварка изделий прямоугольного сечения, например, канистр. Сущность изобретения: в способе автоматической сварки изделий прямоугольного сечения постоянство длины дуги поддерживают путем копирования сварочной горелкой контура изделия. Сварку продольных участков производят при прямолинейном перемещении сварочной горелки со скоростью сварки. Сварку радиусных участков производят при равномерном повороте свариваемого изделия на 90°. При выполнении сварных швов радиусных участков сварочную горелку за время поворота изделия на 90° равномерно перемещают в противоположном сварке направлении в исходное положение для сварки очередного продольного участка. 1 ил.
Изобретение относится к области сварки, а именно к способам автоматической сварки изделий прямоугольного сечения, и может найти широкое применение в машиностроительной, товаров народного потребления и др. отраслях промышленности.
Известен способ автоматической сварки изделий прямоугольного сечения, при котором сварочную горелку устанавливают неподвижно, а изделие равномерно перемещают и поворачивают под ней с помощью перемещающегося приводным роликом копира, жестко связанного с изделием.
Известен также способ автоматической сварки изделий прямоугольного сечения, реализованный для сварки канистр, при котором постоянство длины дуги поддерживают путем копирования горелкой контура изделия, а сварку прямолинейных и рабиаль- ных участков ведут при перемещении горел- к/i относительно периметра шва .со скоростью сварки. При этом копирование
контура изделия при сварке осуществляют за счет обкатывания сцентрированного жестко связанного с изделием копира приводным роликом, на оси которого жестко закреплена сварочная горелка.
Таким образом, известен способ автоматической сварки изделий прямоугольного сечения, при котором постоянство длины дуги поддерживают путем копирования контура изделия, причем сварку продольных участков ведут при прямолинейном перемещении горелки со скоростью сварки, а сварку радиусных участков - при равномерном повороте изделия на 90°.
Недостатками известного способа является отсутствие возможности управления качеством сварки на радиусных участках пе- оиметра за счет манипулирования скоростью сварки и сложность автоматической сварки встык длинных изделий, например балок прямоугольного сечения. Скорость сварки в известном способе определяется
vj
Os
Ј Ј
скоростью перемещения оси копирного ролика относительно копира и может изменяться только одновременно для продольных и радиальных швов. В то время как технологически очень важно иметь возможность существенно изменить скорость сварки на радиальных участках, например, если имеют место сквозные проплавления.
Сложность автоматической сварки балок встык с применением известного способа связана с необходимостью передачи точных перемещений на большие расстояния.
Целью изобретения является повышение качества изделий за счет стабилизации процесса сварки.
Поставленная цель достигается тем, что в способе автоматической сварки прямоугольного сечения, при котором постоянство длины дуги поддерживают путем копирования сварочной горелкой контура изделия, производя сварку продольных участков при прямолинейном перемещении сварочной горелки со скоростью сварки, а сварку радиусных участков при равномерном повороте свариваемого изделия на 90°, при выполнении сварных швов радиусных участков сварочную горелку за время поворота изделия на 90° равномерно перемещают в противоположном сварке направлении в исходное положение для сварки очередного продольного участка.
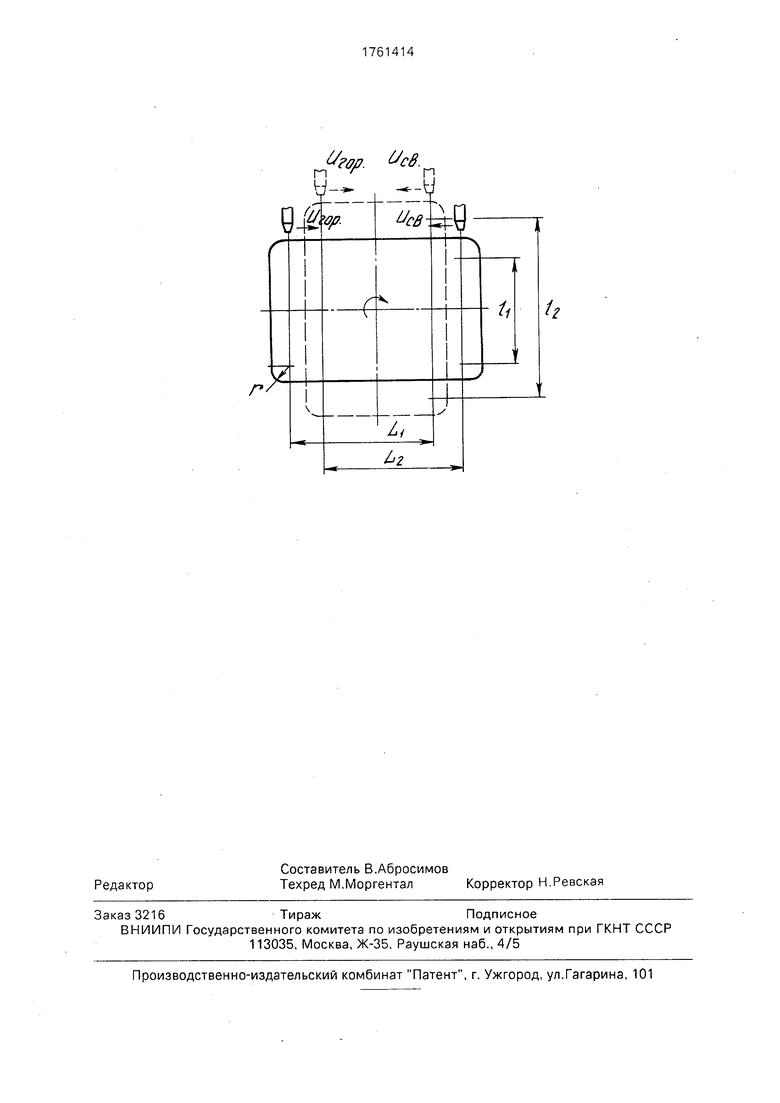
На чертеже показана схема автоматической сварки изделия прямоугольного сечения.
Из схемы видно, что при неподвижном изделии скорость перемещения сварочной горелки является скоростью сварки - VCB продольных участков периметра. Скорость же сварки радиусных участков периметра - Vcs.p определяется разностью линейной скорости точки на радиусе периметра при равномерном повороте изделия на 90° и скорости горизонтального перемещения сварочной горелки в исходное положение для сварки очередного продольного участка. Из схемы так же видно, что длины горизонтальных участков при перемещении горелок в исходное состояние для сварки очередного продольного участка LI и L2 равны между собой при любых соотношениях размеров периметра И и h, т.е. сварочная горелка должна возвращаться в исходное состояние с одной и той же горизонтальной скоростью. Скорости горизонтального перемещения сварочной горелки и скорость
поворота изделия на 90° определяется на основе выбора оптимальной скорости сварки на радиусных участках периметра.
Используя значение VCB.p, определяют
время поворота изделия на 90° (или то же
самое время для перемещения сварочной
горелки в исходное положение) по формуле
лт
1
после чего рассчитывают скорости поворота и горизонтального перемещения сварочной горелки.
Пример. Размеры стыка, подлежащего сварке, составляют: И 400 мм, г 600 мм, г 80 мм.
Скорость сварки продольных участков принята равной 36 м/ч 10 мм/с.
Технологически установлена оптимальная скорость сварки радиусных участков пе- риметра Vce.p 45 м/ч 12,5 мм/с при сохранении режима по сварочному току и напряжению на дуге одинакового с продольным участком
п-г
t
3,14-80 , , - 0-125 Юмм/с.
2-Усв.р
Скорость горизонтального перемещения горелки в исходное состояние для сварки очередного продольного участка
VCp 50Mv/c
Элементарный расчет показывает, что линейная скорость точки на радиусном участке периметра равна 62,5 мм/с, т.е. каждую секунду на радиусном участке будет свариваться 62,5 - 50 12,5 мм сварного шва, что и требуется для обеспечения VCB.P 45 м/ч.
Формула изобретения
Способ автоматической сварки изделий прямоугольного сечения(при котором постоянство длины дуги поддерживают путем копирования сварочной горелкой контура изделия, производя сварку продольных участков при прямолинейном перемещении сварочной горелки со скоростью сварки, а сварку радиусных участков - при равномерном повороте свариваемого изделия на 90°, отличающийся тем, что, с целью
повышения качества изделий при выполнении сварных швов радиусных участков, сварочную горелку за время поворота изделия на 90а равномерно перемещают в противоположном сварке направлении в исходное
положение для сварки очередного продольного участка.
Угор. асв. п гп
Н-. - -И
| Установка для автоматической сварки по замкнутому контуру | 1986 |
|
SU1433703A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Сварочное производство, 1989 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| обложки. | |||
