Изобретение относится к машиностроению и может быть использовано при изготовлении сварных емкостей с высокими требованиями к качеству сварных швов и геометрической точности обвода.
Целью изобретения является повышение качества сварных швов на оболочках за счет повышения точности заданного поперечного сжатия стыка, в том числе в случаях когда технически необходима двусторонняя сварка или сварка с наружной стороны.
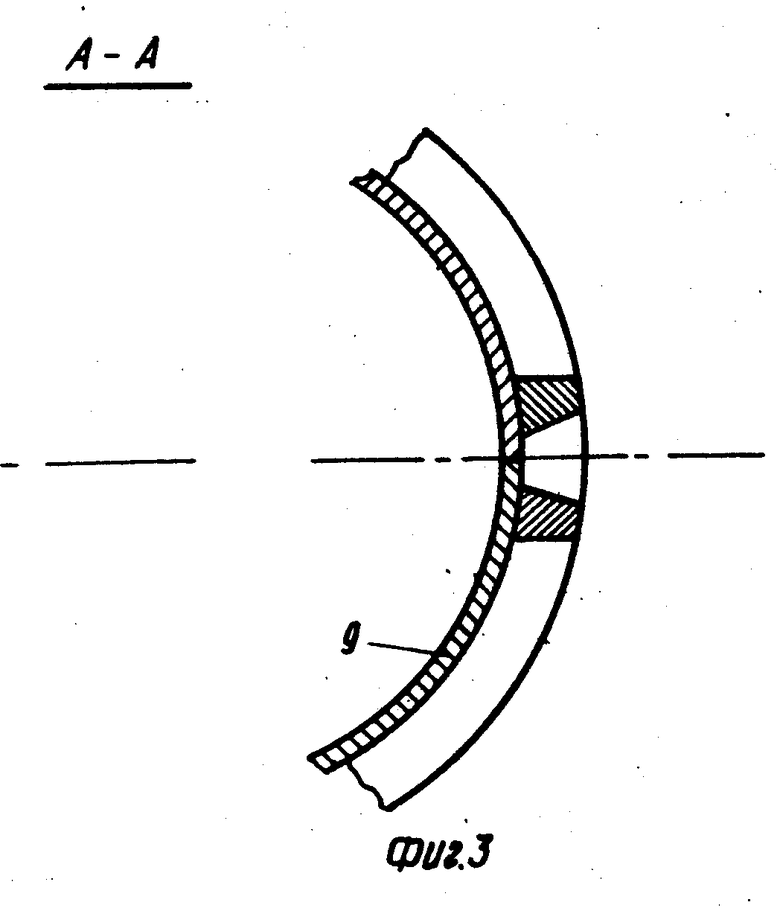
На фиг.1 схематично изображено предлагаемое устройство в положении, удобном для сборки с оболочкой, общий вид; на фиг.2 сечение А А, вариант 1 (в зоне подкладной шины); на фиг.3 то же, вариант 2 (в зоне подкладной шины).
В устройстве для стыковки и сварки продольных швов оболочек на основании 1 установлен с возможностью поворота вокруг оси на четырех роликах 2 обжимной каркас 3, верхняя часть 4 которого выполнена съемной и болтами 5 связана с нижней частью. Для создания требуемого поперечного сжатия в процессе сварки продольного шва под болты 5 установлены тарельчатые пружины 6. Подкладная шина выполнена из двух частей 7 и 8, симметрично расположенных относительно линии разъема обжимного каркаса. Половины подкладной шины 7 и 8 после сборки обжимного каркаса 3,4 образуют для случая сварки с внутренней стороны подкладку с проплавоформирующей канавкой (фиг. 2), а для случая двусторонней сварки сквозной паз для выполнения сварного шва с наружной стороны оболочки (фиг.3).
Внутренний периметр обжимного каркаса принимается равным или меньше минимально допустимого наружного периметра оболочки 9, благодаря чему при сборке каркаса с оболочкой в зоне разъема каркаса всегда остается гарантированный зазор, используемый для упругого поперечного сжатия свариваемого стыка. На нижней половине имеются специальные штыри 10 для фиксации положения свариваемой кромки оболочки 9 (посредством технологических отверстий на припуске) в плоскости разъема каркаса.
Предлагаемое устройство работает следующим образом.
Обжимной каркас ставят в положение, показанное на фиг.1. Снимают верхнюю часть 4 обжимного каркаса. Устанавливают оболочку 9 в нижнюю часть каркаса 3, фиксируя кромку штырями 10. Надевают верхнюю часть 4 обжимного каркаса и завертывают болты 5 до заданного усилия поперечного сжатия, используя, например, моментный ключ. Поворачивают обжимной каркас на 90o, фиксируют его положение (фиксатор не показан) и производят сварку с наружной или внутренней стороны оболочки. В случае двусторонней сварки поворачивают обжимной каркас на 180o и производят сварку с другой стороны оболочки.
Cовмещение разъема с осью симметрии подкладной шины позволяет создавать усилие поперечного сжатия непосредственно на свариваемый стык, причем в этом случае может быть обеспечена практически любая требуемая величина усилия, так как возможность ее создания зависит только от жесткости и прочности обжимного каркаса, элементом которого является подкладная шина, а не от прочности и устойчивости оболочки.
Выполнение сквозной прорези в подкладной шине позволяет собирать и сваривать в предлагаемом устройстве оболочки, где технически необходима двусторонняя сварка или сварка с наружной стороны.
Устройство может быть использовано для сборки и сварки оболочек из нескольких панелей.
При использовании изобретения повышается качество сварных швов за счет создания требуемой величины поперечного сжатия стыка в процессе сварки и сведения остаточных сварочных напряжений и деформаций к минимуму. Применение жесткого обжимного каркаса, сопряженного с наружной поверхностью оболочек, повышает производительность и качество сборки и сварки продольных швов оболочек в случаях, продольных швов оболочек в случаях, когда технически требуется двусторонняя сварка или сварка с наружной стороны.
Предельно упрощается сборка и сварка из отдельных панелей конических и цилиндрических оболочек. Это обеспечивается за счет того, что при сборке оболочек из панелей им придается строгая цилиндрическая, коническая, овальная или торовая форма и эта сохраняется в процессе сварки. Для обеспечения высококачественной сварки с минимальными остаточными напряжениями не требуется никаких дополнительных воздействий на свариваемые кромки, кроме поперечного сжатия кромок. Поперечное (т.е. нормальное стыку) сжатие обеспечивает минимальные зазоры под сварку, надежное поджатие кромок к подкладной шине и надежную взаимофиксацию кромок между собой без применения прихваточных швов и дополнительного поджатия. Величина продольного укорочения, от которого напрямую зависит "корсетность", также сводится к минимуму за счет регулировки величины поперечного сжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБЕЧАЕК | 1967 |
|
SU407464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАДНЕЙ ПЛИТЫ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2167455C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2013 |
|
RU2541328C1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| Способ изготовления цилиндрических оболочек с покрытием | 1978 |
|
SU727381A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
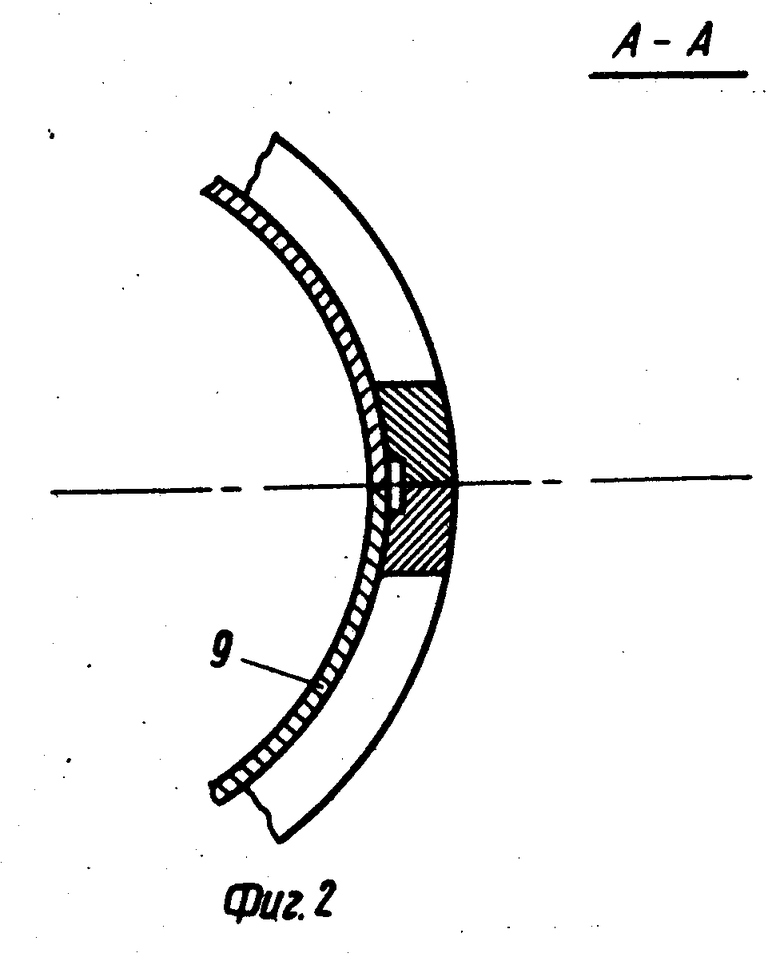
Изобретение относится к машиностроению и может быть использовано при изготовлении сварных емкостей с высокими требованиями к качеству сварных швов. Цель изобретения - повышение качества сварки за счет повышения точности заданного поперечного сжатия стыка. Свариваемая обечайка устанавливается в разъемный жесткий каркас 3, верхняя часть 4 которого болтами 5 связана с нижней частью. Требуемое сварочное давление обеспечивается пружинами 6. Ось симметрии разъема каркаса совмещена с осью симметрии подкладкой шины 7 и 8, имеющей паз, обеспечивающий возможность двусторонней сварки швов. Устройство обеспечивает сведение остаточных сварочных напряжений и деформаций к минимуму. 1 з.п.ф-лы, 3 ил.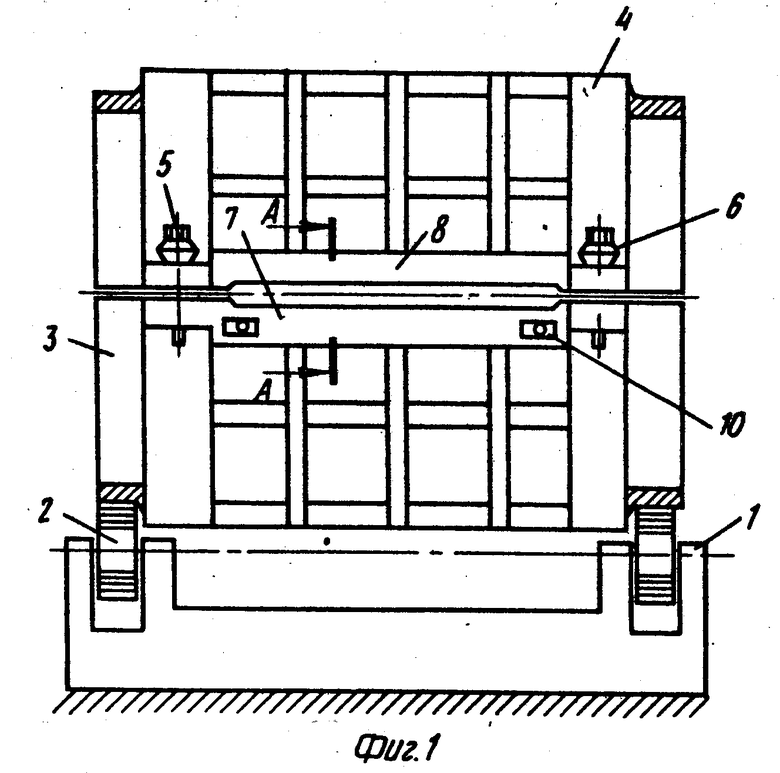
| УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБЕЧАЕК | 1967 |
|
SU407464A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
