Известны станки для резки стеклянных труб, состоящие из роликового транспортера, захватов для труб и вращающихся вокруг своих осей режущих диоков.
Описываемый станок для резки стеклянных труб отличается от известных тем, что захваты и режущие трубу диски смонтированы в поворотНых навстречу друг другу головках, .вследствие чего вращающиеся режущие диски прорезают стенку трубы насквозь. Такое выполнение станка позволяет производить на нем резку толстостенных труб.
Отличие предлагаемого станка состоит также в том, что он снабжен поворотным шлинделем, -несущим вращающийся вокруг своей оси абразивный диск. Это позволяет в последующей позиции после резки производить притупление внутренних кромок торцовых стенок трубы.
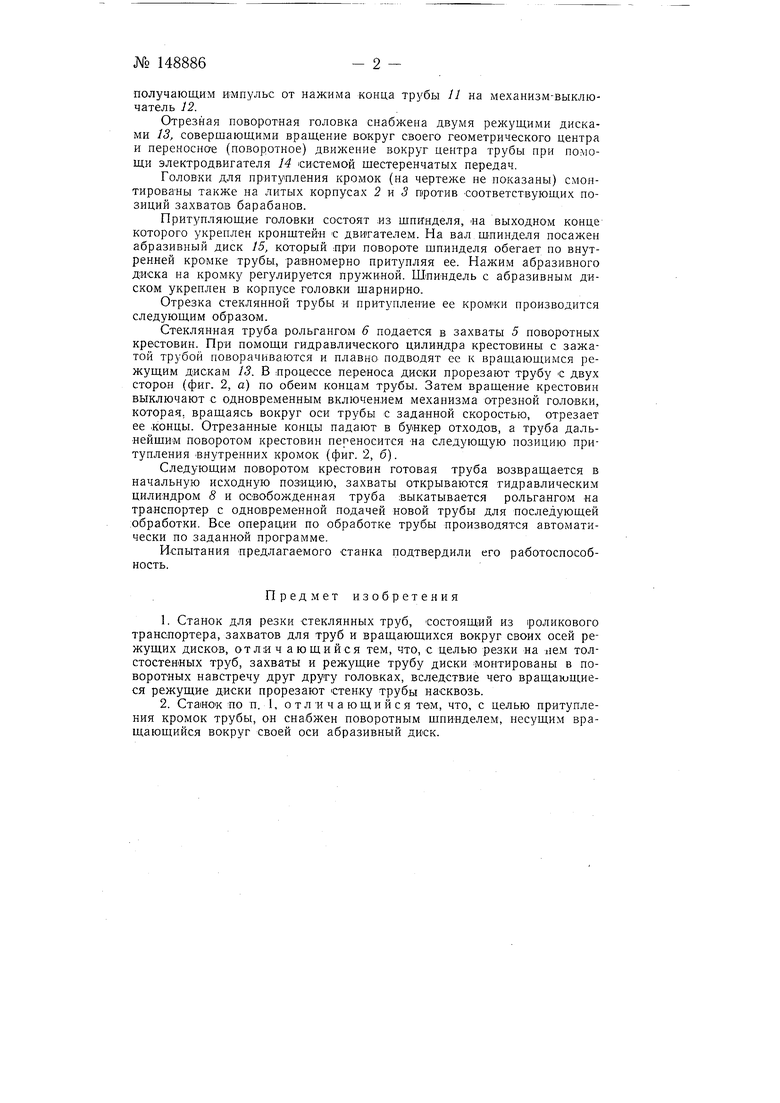
На фиг. 1 изображена схема предлагаемого станка, вид сбоку; на фиг. 2 - отрезная поворотная головка в продольном разрезе и схема резки трубы а и притупления внутренней кромки торца трубы; на фиг. 3 - захваты для труб в двух проекциях.
Станок состоит из смонтированных на сварном основании /ив двух литых .корпусах 2 и 5 трехпозиционного барабана 4 с поворотными захватами 5, горизонтального роликового рольганга 6 и поворотных головок 7 для трубы и для притупления ее торцовых «ромок.
Аппаратура электрического управления станком смонтирована в литом корпусе 2, а аппаратура гидравлического управления расположена в литом корпусе 3.
Открывание захватов 5 в нижней позиции осуществляется двумя гидравлическими цилиндрами 8, щтоки которых оттягивают захваты ловителями 9. Закрывание захватов происходит под действием пружин 10. Роликовый рольганг приводится периодически в движение двигателем.
№ 148886- 2 получающим импульс от нажима конца трубы 11 на механизм-выключатель 12.
Отрезная поворотная головка снабжена двумя режущими дисками 13, соверщающими вращение вокруг своего геометрического центра и цереноснае (поворотное) движение вокруг центра трубы при помощи электродвигателя 14 системой щестеренчатых передач.
Головки для притупления кромок (на чертеже пе показаны) смонтирова-ны также на литых корпусах 2 и 3 против соответствующих позиций захватов барабанов.
Притупляющие головки состоят из щпинделя, «а выходном конце которого укреплен кронщтейя с двигателем. На вал Щпинделя посажен абразивный диск 15, который лри повороте шпинделя обегает по внутренней кромке трубы, равномерно притупляя ее. Нажим абразивного диска на кромку регулируется пружиной. Шпиндель с абразивным диском укреплен в корпусе головки щарниряо.
Отрезка стеклянной трубы и притупление ее кромки производится следующим образом.
Стеклянная труба рольганго М 6 подается в захваты 5 поворотных крестовин. При помощи гидравлического цилиндра крестовины с зажатой трубой поворачиваются и плавно подводят ее к вращающимся режущим дискам 13. В процессе переноса диски прорезают трубу с двух сторон (фиг. 2, а) по обеим концам трубы. Затем вращение крестовин выключают с одновременным включением механизма отрезной головки, которая, вращаясь вокруг оси трубы с заданной скоростью, отрезает ее концы. Отрезанные концы падают в бункер отходов, а труба дальнейщим поворотом крестовин переносится на следующую позицию притупления внутренних кромок (фиг. 2, б).
Следующим поворотом крестовин готовая труба возвращается в начальную исходную позицию, захваты открываются гидравлическим цилиндром 8 и освобожденная труба выкатывается рольгангом на транспортер с одновременной подачей новой трубы для последующей :обработки. Все операции по обработке трубы производятся автоматически по заданной программе.
Испытания предлагаемого станка подтвердили его работоспособность.
Предмет изобретения
1.Станок для резки стеклянных труб, состоящий из роликового транспортера, захватов для труб и вращающихся вокруг своих осей режущих дисков, отляч ающийся тем, что, с целью резки на нем толстостенных труб, захваты и режущие трубу диски монтированы в поворотных навстречу друг другу головках, вследствие чего вращающиеся режущие диски прорезают стенку трубы насквозь.
2.Станок по п. I, отличающийся тем, что, с целью притупления кромок трубы, он снабжен поворотным щпинделем, несущим вращающийся вокруг своей оси абразивный диск.
rw
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕЗКИ СТЕКЛЯННЫХ ТРУБ | 1971 |
|
SU311875A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для холодной резки труб | 1961 |
|
SU144142A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| ДВУХКОНТУРНЫЙ ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ | 1990 |
|
RU2046980C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Способ очистки насосно-компрессорных труб и устройство для его осуществления | 2019 |
|
RU2700029C1 |
| Способ разделки двухпучковой тепловыделяющей сборки ядерного реактора и устройство для его осуществления | 2016 |
|
RU2650187C2 |


№ 148886 Вид А
