Изобретение относится к обработке металлов давлением и может быть использовано для восстановления изношенных резьб с отклонениями по среднему диаметру.
Целью изобретения является повышение срока службы резьбы за счет ее восстановления.
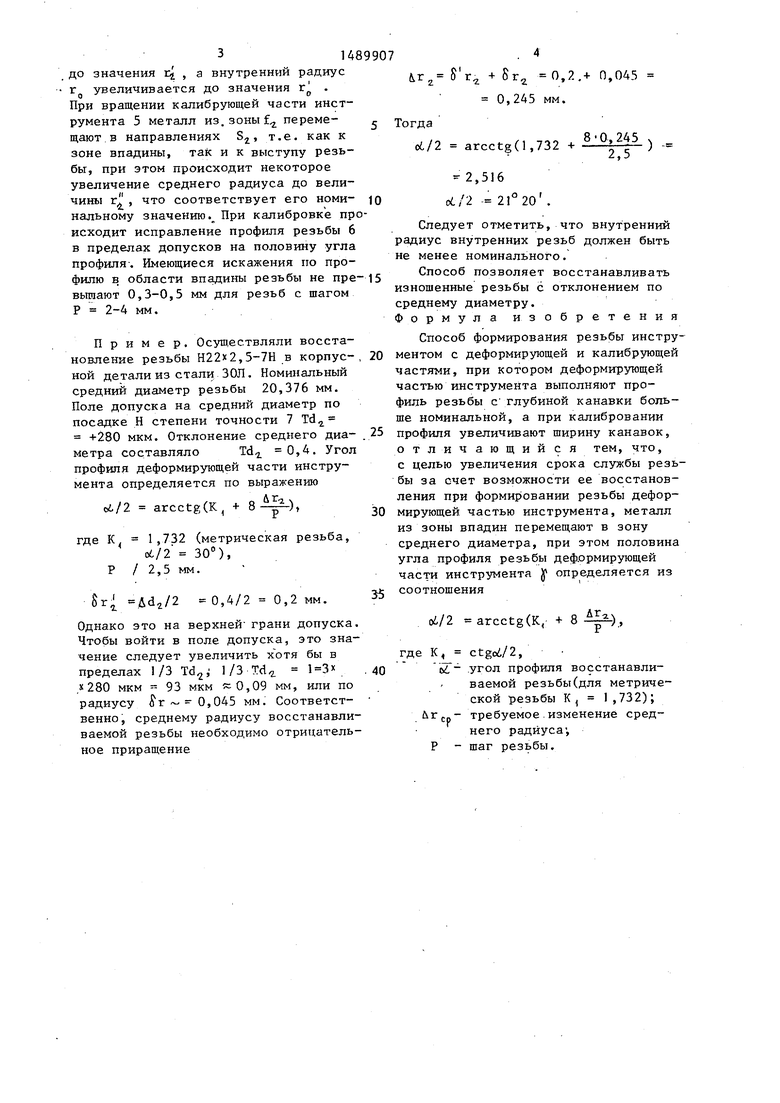
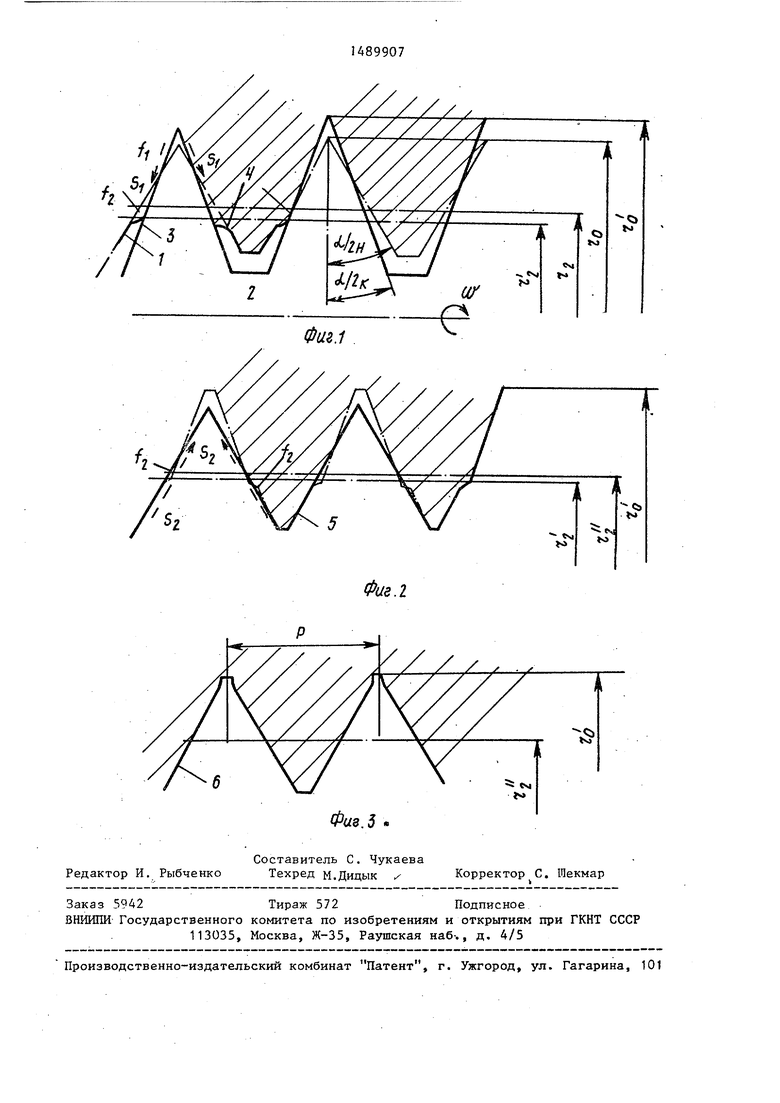
На фиг. 1 представлена схема формирования резьбы деформирующей частью инструмента; на фиг. 2 - схема формирования резьбы калибрующей частью инструмента; на фиг. 3 - профиль восстановленной резьбы.
В восстанавливаемую внутреннюю резьбу i с отклонением по среднему диаметру ввинчивают деформирующую часть 2 инструмента с профилем 3.
Половина угла профиля резьбы 3 определяется из выражения
о6/2 arcctg(K,+ ),
где К, ctg(.
oi - угол профиля восстанавливаемой резьбы (для метрических резьб К 1,732), Р - шаг резьбы; {уг„ - требуемое изменение среднего радиуса. Деформирующая часть инструмента
вытесняет металл-объемом f, в на- правлении S, и он вытекает в зазор между профилями изделия и инструмента в :j зону f (т.е. зону среднего радиуса). Вследствие этого происходит искажение профиля резьбы 4. При этом средний радиус г резьбы уменьшается
4 00
;о ;о
до значения г , а внутренний г. увеличивается до значения
148 радиус
г
При вращении калибрующей части инструмента 5 металл из. зоны f перемещают в направлениях S, т.е. как к зоне впадины, так и к выступу резьбы, при этом происходит некоторое увеличение среднего радиуса до величины г/ , что соответствует его номи
нальному значению. При калибровке происходит исправление профиля резьбы 6 в пределах допусков на половину угла профиля-. Имеющиеся искажения по профилю в области впадины резьбы не превышают 0,3-0,5 мм для резьб с шагом Р 2-4 мм.
Пример. Осуш,ествляли восстановление резьбы Н22х2,5-7Н в корпусной детали из стали ЗОЛ. Номинальный средний диаметр резьбы 20,376 мм. Поле допуска на средний диаметр по посадке Н степени точности 7 Td +280 мкм. Отклонение среднего диа- метра составляло Td 0,4. Угол профипя деформирующей части инструмента определяется по выражению
Л/2 arcctg(K, + 8--),
где К 1,732 (метрическая резьба,
12 30°), Р / 2,5 мм.
Sr Даг/2 0,4/2 0,2 мм.
Однако это на верхней грани допуска. Чтобы войти в поле допуска, это значение следует увеличить хотя бы в пределах 1/3 1/3 Td , 280 мкм - 93 мкм «0,09 мм, или по радиусу ,045 мм. Соответст- венно, среднему радиусу восстанавливаемой резьбы необходимо отрицательное приращение
&.Г
, 5 г + 8г„ 0,2.+ П,045
0,245 мм.
arcctgd ,732 +
8-0,245 2,5
10
- 2,516 ot/2
20
5
0 5
0
5
0
Следует отметить, что внутренний радиус внутренних резьб должен быть не менее номинального.
Способ позволяет восстанавливать изношенные резьбы с отклонением по среднему диаметру. Формула изобретения
Способ формргрования резьбы инструментом с деформирующей и калибрующей частями, при котором деформирующей частью инструмента выполняют профиль резьбы с глубиной канавки больше номинальной, а при калибровании профиля увеличивают ширину канавок, отличающийся тем, что, с целью увеличения срока службы резьбы за счет возможности ее восстановления при формировании резьбы деформирующей частью инструмента, металл из зоны впадин перемещают в зону среднего диаметра, при этом половина угла профиля резьбы деформирующей части инструмента у определяется из соотношения
oL/2 arcctg(K, + 8 ),
где К, ,
bL .угол профиля восстанавливаемой резьбы(для метрической резьбы К 1 ,732); ЬГ(. - требуемое .изменение среднего радиуса-, Р - шаг резьбы.
W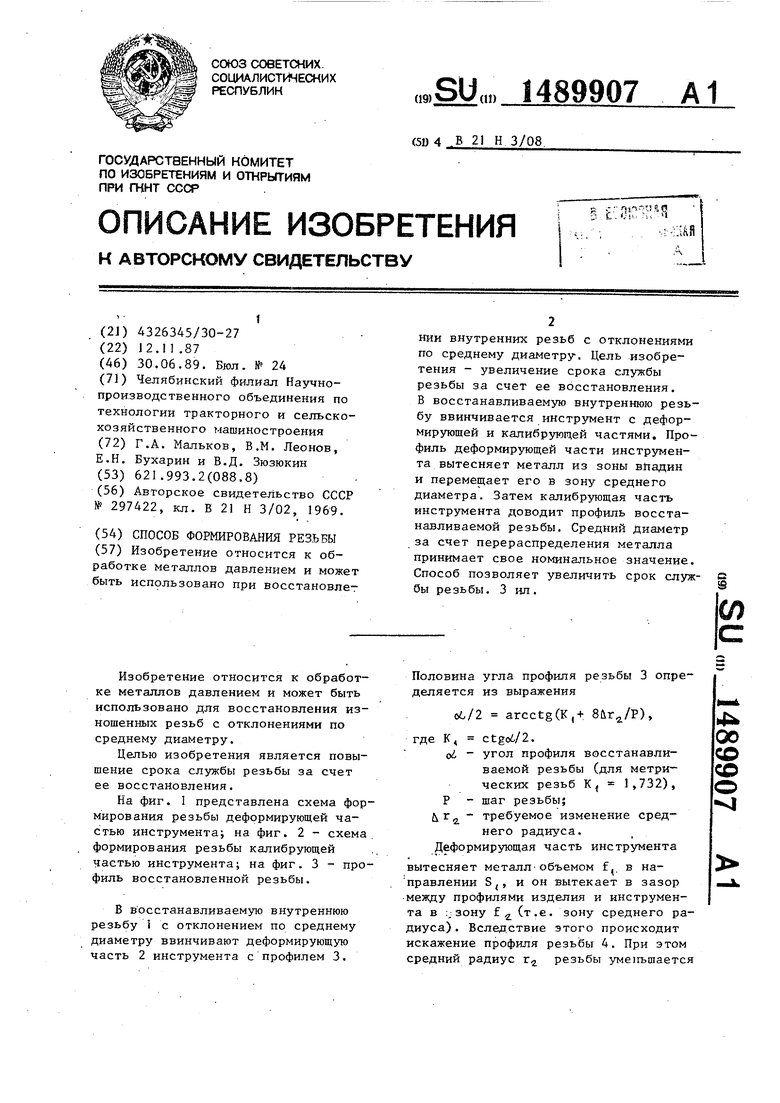
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |
| Способ формирования резьбовых отверстий | 1988 |
|
SU1558540A1 |
| Метчик | 1982 |
|
SU1049210A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЬ! | 1971 |
|
SU297422A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2002 |
|
RU2240908C2 |
| СПОСОБ ПРАВКИ КОНЦОВ БЕСШОВНЫХ ТРУБ | 2020 |
|
RU2758399C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Комплект метчиков | 1985 |
|
SU1440635A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при восстановлении внутренних резьб с отклонениями по среднему диаметру. Цель изобретения - увеличение срока службы резьбы за счет ее восстановления. В восстанавливаемую внутреннюю резьбу ввинчивается инструмент с деформирующей и калибрующей частями. Профиль деформирующей части инструмента вытесняет металл из зоны впадин и перемещает его в зону среднего диаметра. Затем калибрующая часть инструмента доводит профиль восстанавливаемой резьбы. Средний диаметр за счет перераспределения металла принимает свое номинальное значение. Способ позволяет увеличить срок службы резьбы. 3 ил.
Фиг. 3
Фаг.г
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЬ! | 0 |
|
SU297422A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
