Изобретение относится к литейному производству, в частности к тех- нологии получения биметаллическшс литых заготовок, преимущественно трубопроводной арматуры.
Цель изобретения - расширение технологических возможностей способа.
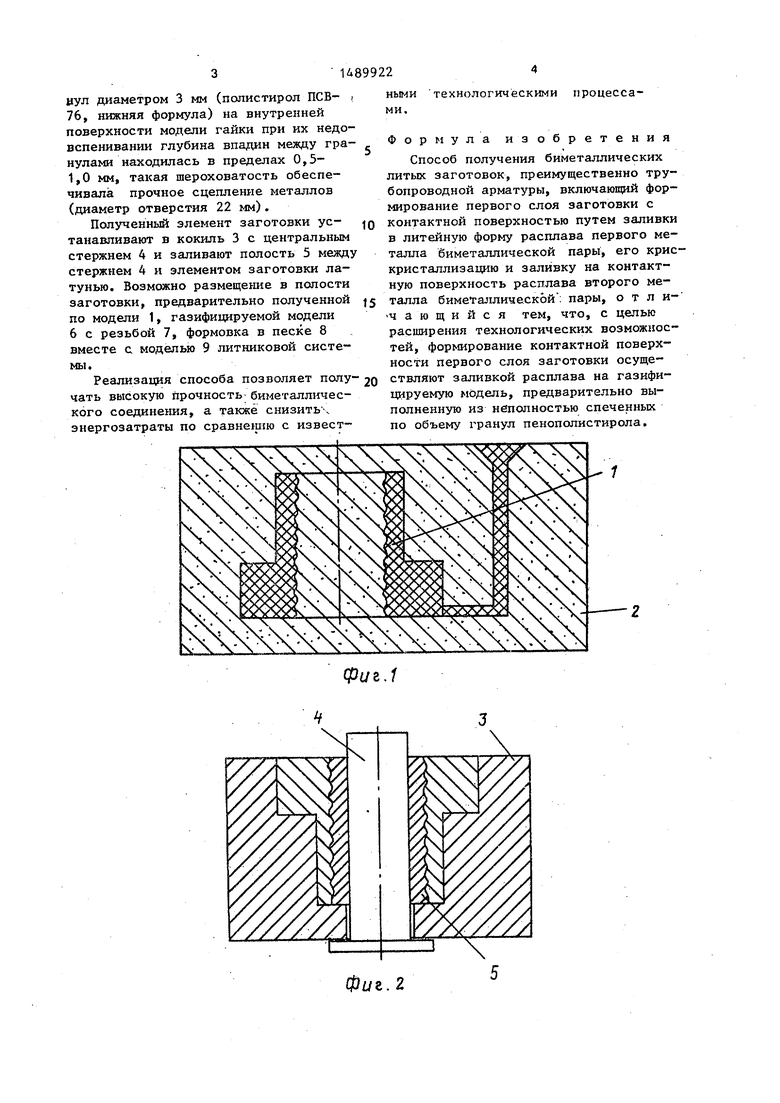
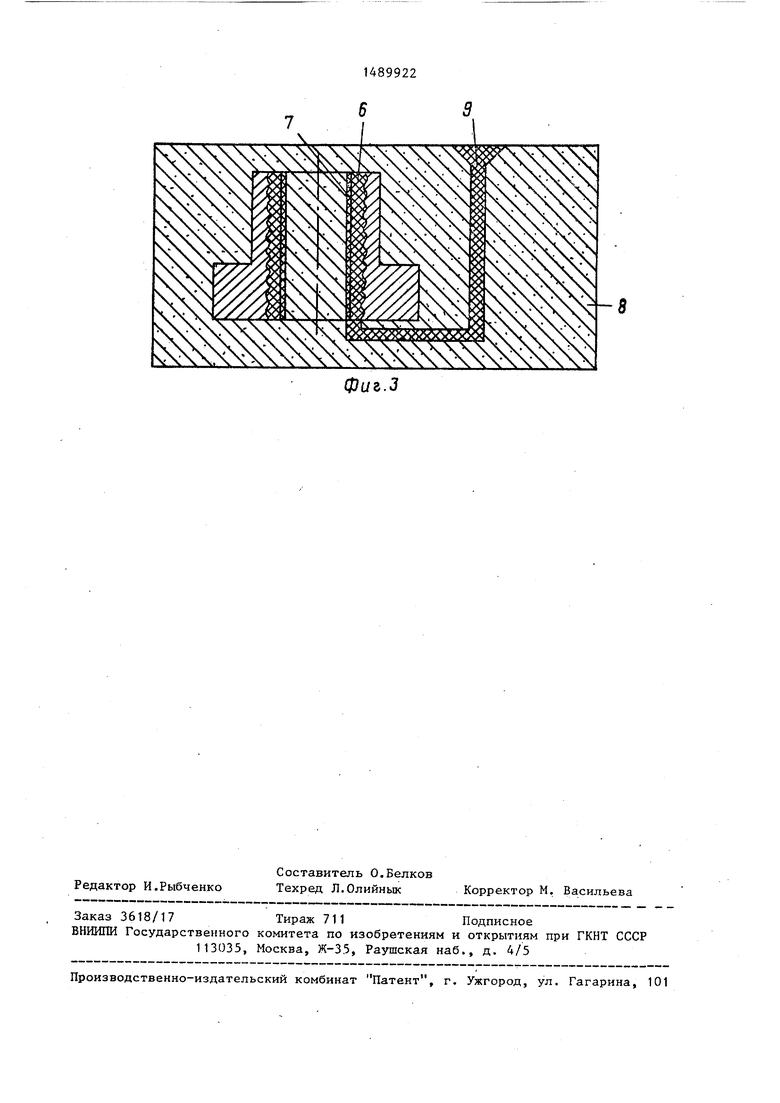
На фиг.1 показана схема получения первого слоя биметаллической заготовки с контактной поверхностью; на фиг.2 и 3 - схема получения второго слоя биметаллической; заготовки.
Газифицируемую модель 1 первого . слоя биметаллической -, заготовки формуют в кварцевом песке 2, после чего осуществляют заливку чугуном и выбивку формы. Шероховатость, необходимая для сцепления металлов биметаллической пары, достигается применением
модели 1, выполненной из крупных неполностью спеченных гранул полистирола.
Например, при получении полистироловых моделей гаек автоклавным способом в автоклаве поддерживали давление пара 0,12-0,175 Ша с температу- рой пара 105-125 С. Модели изготавливали в автоклаве, в качестве которого использовался медицинский стерилизатор ГК-100-2, имеющий два манометра. Термометр в конструкции стерилизатора отсутствует, поатому время спекания модели в автоклаве определяли в зависимости от давления и массы пресс-формы. Для двугнездной пресс-формы,гайки шпинделя время спекания равно 6-7 мин при прогретой стерилизованной емкости автоклава. При использовании предвспененных гра4 00 СО
со ю
нул диаметром 3 мм (полистирол ПСВ- 76, нижняя формула) на внутренней поверхности модели гайки при их недо- вспенивании глубина впадин между гра- нулами находилась в пределах 0,5- 1,0 мм, такая шероховатость обеспечивала прочное сцепление металлов (диаметр отверстия 22 мм).
Полученный элемент заготовки ус- танавливают в кокиль 3 с центральным стержнем 4 и заливают полость 5 между стержнем 4 и элементом заготовки латунью. Возможно размеще ше в полости заготовки, предварительно полученной по модели 1, газифицируемой модели 6 с резьбой 7, формовка в песке 8 вместе с моделью 9 литниковой системы.
Реализация способа позволяет полу- чать высокую прочность-биметаллического соединения, а также снизитьч энергозатраты по сравнеш1ю с известнымими.
технологическими процессаФормула изобретения
Способ получения биметаллических литых заготовок, преимущественно трубопроводной арматуры, включающий формирование первого слоя заготовки с контактной поверхностью путем заливки в литейную форму расплава первого металла биметаллической пары, его крис кристаплизацию и заливку на контактную поверхность расплава второго металла биметаллической : пары, о т л и- чающийся тем, что, с целью расишрения технологических возможностей, формирование контактной поверхности первого слоя заготовки осуществляют заливкой расплава на газифицируемую модель, предварительно выполненную из неполностью спеченных по объему гранул пенополистирола.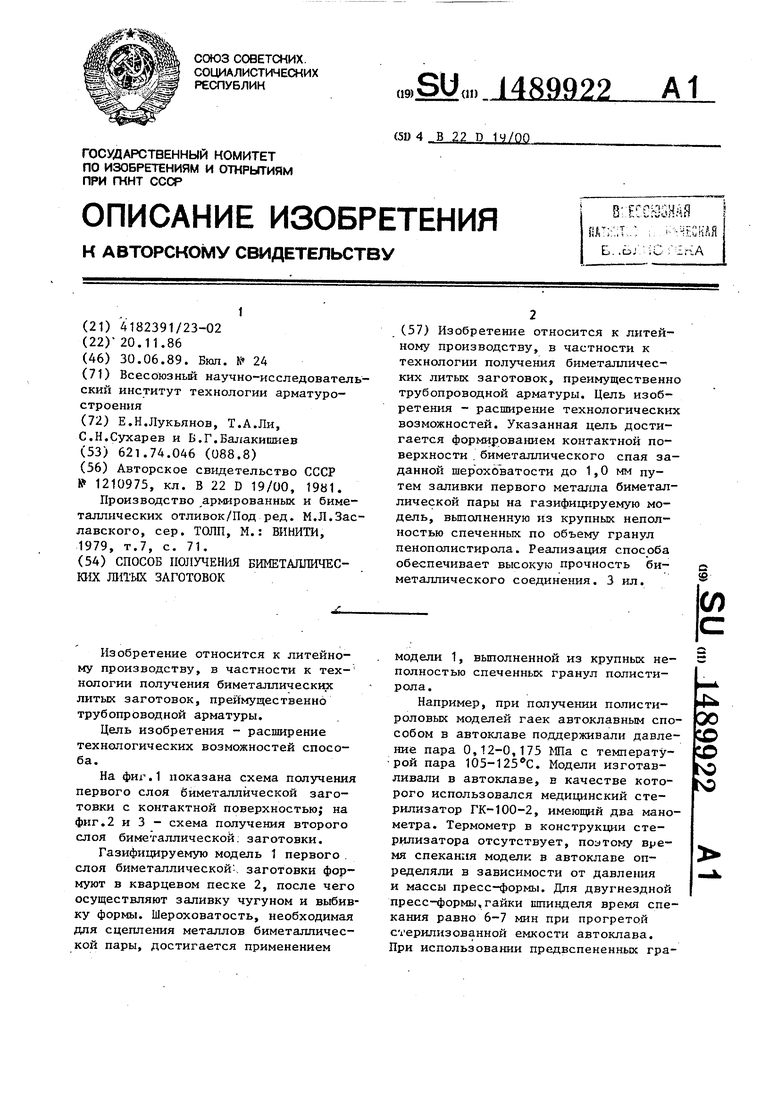
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2663445C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛОВОЙ ГАЗИФИЦИРУЕМОЙ МОДЕЛИ | 1996 |
|
RU2104818C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| ГРАНУЛЫ ПЕНОПОЛИСТИРОЛА С УПРОЧНЯЮЩЕЙ ОБОЛОЧКОЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2542302C2 |
| Способ поверхностного легирования отливок из металлических сплавов на заданную глубину | 2016 |
|
RU2660446C2 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ ПЕНОПОЛИСТИРОЛА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ ДЛЯ МЕТАЛЛИЧЕСКОГО ЛИТЬЯ МЕТОДОМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2015 |
|
RU2618995C2 |
| Композиция для изготовления литейных газифицируемых моделей | 2023 |
|
RU2818101C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2638722C1 |
Изобретение относится к литейному производству, в частности к технологии получения биметаллических литых заготовок, преимущественно трубопроводной арматуры. Цель изобретения - расширение технологических возможностей. Указанная цель достигается формированием контактной поверхности биметаллического спая заданной шероховатости до 1,0 мм путем заливки первого металла биметаллической пары на газифицируемую модель, выполненную из крупных неполностью спеченных по объему гранул пенополистирола. Реализация способа обеспечивает высокую прочность биметаллического соединения. 3 ил.
Фиг,1
Фиг. 2
Фиъ.З
| Способ изготовления биметаллических отливок сталь-бронза | 1981 |
|
SU1210975A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Производство армированных и биметаллических отливок/Под ред | |||
| М.Л.Заславского, сер | |||
| ТОЛП, М.: ВИНИТИ, 1979, т.7, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
