4;
00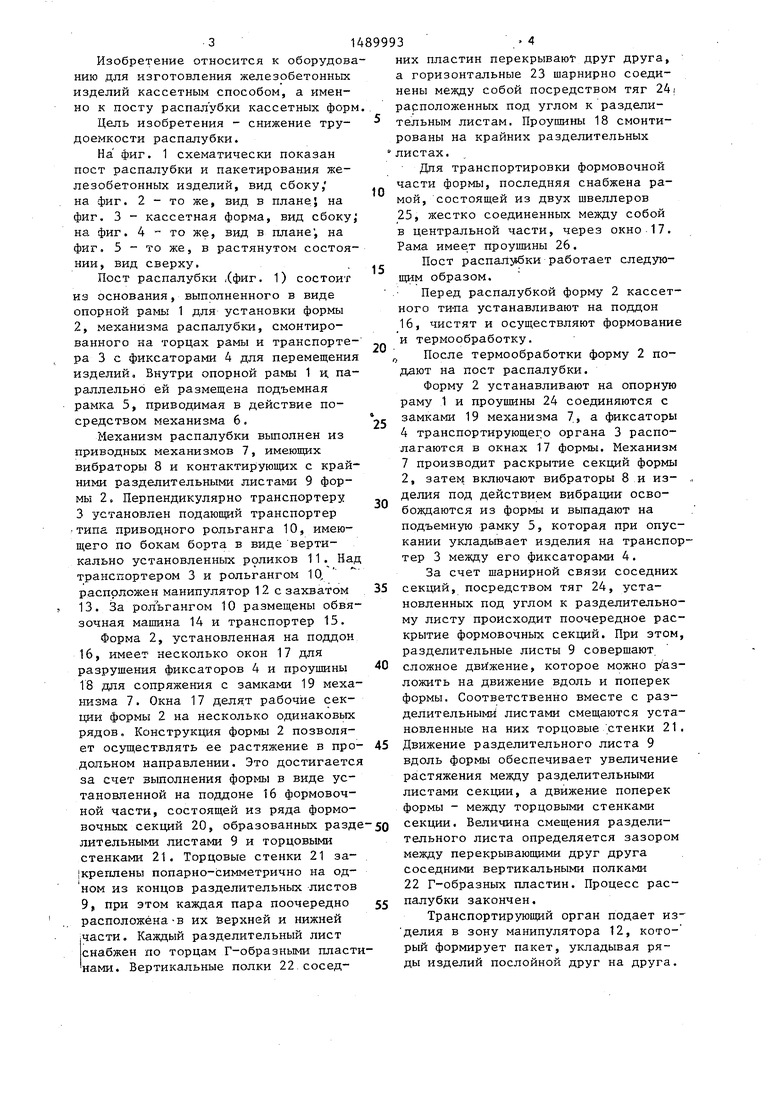

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка | 1985 |
|
SU1335473A1 |
| Кассетная форма | 1985 |
|
SU1386467A1 |
| Кассетная форма | 1980 |
|
SU946953A1 |
| Кассетная форма для изготовления железобетонных изделий | 1981 |
|
SU1050874A2 |
| Кассетная установка | 1981 |
|
SU1092042A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1130483A1 |
| Кассетная установка | 1980 |
|
SU967844A1 |
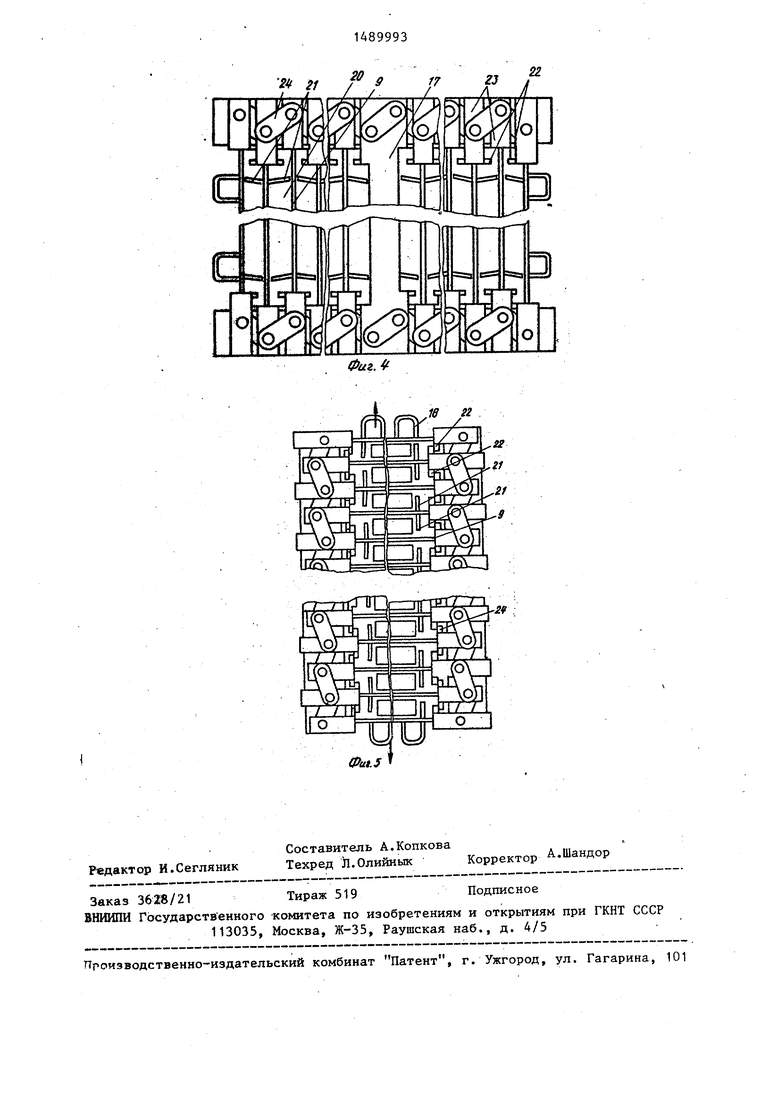
Изобретение относится к оборудованию для изготовления железобетонных изделий кассетным способом, а именно к посту распалубки кассетных форм. Цель изобретения- снижение трудоемкости распалубки. Пост распалубки состоит из основания в виде рамы 1 для установки формы 2, механизма распалубки, смонтированного на торцах рамы, транспортера 3 с фиксаторами 4 для перемещения изделий. Внутри опорной рамы 1 размещена подъемная рамка 5. Механизм распалубки выполнен из приводных механизмов 7 с вибраторами 8, контактирующих с крайними разделительными листами 9 формы 2, имеющей между ними окна 17, разделяющие рабочие секции формы на несколько рядов. Формовочные секции формы образованы разделительными листами 9 и торцовыми стенками, закрепленными попарно-симметрично на одном из концов разделительных листов, при этом каждая пара поочередно расположена в их верхней и нижней части. Конструкция формы позволяет осуществлять ее растяжение при помощи механизма распалубки в продольном направлении. 5 ил.
со со со
Фиг. )
Изобретение относится к оборудованию для изготовления железобетонных изделий кассетным способом, а именно к посту распалубки кассетных форм
Цель изобретения - снижение трудоемкости распалубки.
На фиг. 1 схематически показан пост распалубки и пакетирования железобетонных изделий, вид сбоку, на фиг. 2 - то же, вид в плане} на фиг. 3 - кассетная форма, вид сбоку на фиг. 4 - то же, вид в плане; на фиг. 5 то же, в растянутом состоянии, вид сверху.
Пост распалубки ,(фиг. 1) состоит из основания, выполненного в виде опорной рамы 1 для установки формы 2, механизма распалубки, смонтированного на торцах рамы и транспортера 3 с фиксаторами 4 для перемещения изделий. Внутри опорной рамы 1 и, параллельно ей размещена подъемная рамка 5, приводимая в действие посредством механизма 6,
Механизм распалубки выполнен из приводных механизмов 7, имеющих вибраторы 8 и контактирующих с крайними разделительными листами 9 формы 2, Перпендикулярно транспортеру 3 установлен подаЮ1ций транспортер типа приводного рольганга 10, имеющего по бокам борта в виде вертикально установленньпс роликов 11 . Над транспортером 3 и рольгангом 10, расположен манипулятор 1 2 с захватом 13. За рольгангом 10 размещены обвязочная машина 14 и транспортер 15.
Форма 2, установленная на поддон 16, имеет несколько окон 17 для разрушения фиксаторов 4 и проушины 18 для сопряжения с замками 19 механизма 7. Окна 17 делят рабочие секции формы 2 на несколько одинаковых рядов. Конструкция формы 2 позволяет осуществлять ее растяжение в продольном направлении. Это достигаетс за счет выполнения формы в виде установленной на поддоне 16 формовочной части, состоящей из ряда формовочных секций 20, образованных разд лительными листами 9 и торцовыми стенками 21. Торцовые стенки 21 за- |креш1ены попарно-симметрично на одном из концов разделительных листов 9, при этом каждая пара поочередно расположёна-в их верхней и нижней части. Каждый разделительный лист снабжен по торцам Г-образными пластнами. Вертикальные полки 22 сосед
0
5
0
5
0
0
5
0
5
5
них пластин перекрывают друг друга, а горизонтальные 23 шарнирно соединены между собой посредством тяг 24i расположенных под углом к разделительным листам. Проушины 18 смонтированы на крайних разделительных листах.
Для транспортировки формовочной части формы, последняя снабжена рамой, состоящей из двух швеллеров 25, жестко соединенных между собой в центральной части, через окно 17. Рама имеет проушины 26.
Пост распал:,«бки работает следую- ищм образом.
Перед распалубкой форму 2 кассетного ти-па устанавливают на поддон 16, чистят и осуществляют формование и термообработку.
После термообработки форму 2 подают на пост распалубки.
Форму 2 устанавливают на опорную раму 1 и проушины 24 соединяются с замками 19 механизма 7. а фиксаторы 4 транспортирующего органа 3 располагаются в окнах 17 формы. Механизм 7 производит раскрытие секций формы 2, затем включают вибраторы 8 и изделия под действием вибрации освобождаются из формы и выпадают на подъемную рамку 5, которая при опускании укладывает изделия на транспортер 3 между его фиксаторами 4.
За счет шарнирной связи соседних секций, посредством тяг 24, установленных под углом к разделительному листу происходит поочередное раскрытие формовочных секций. При этом, разделительные листы 9 совершают сложное движение, которое можно р аз- ложить на движение вдоль и поперек формы. Соответственно вместе с разделительными листами смещаются установленные на них торцовые стенки 21, Движение разделительного листа 9 вдоль формы обеспечивает увеличение растяжения между разделительными листами секции, а движение поперек формы - между торцовыми стенками секции. Величина смещения разделительного листа определяется зазором между перекрывающими друг друга соседними вертикальными полками 22 Г-образных пластин. Процесс распалубки закончен.
Транспортируюшдй орган подает изделия в зону манипулятора 12, кото- рый формирует пакет, укладывая ряды изделий послойной друг на друга.
Фиг. 2
12
10
tt
т
т
/
15
/(f
.J
Ztf 21 ff
22
Фиг. 41
22
12
ii
0ttt.5
