/
Фиг.Г
Изобретение относится к световодам и может быть использовано при изготовлении неразъемных оптических соединителей, а также при монтаже оптических кабелей.
Целью изобретения является повышение проиаводительности и качества сварки путем обеспечения возможности лазерного скрайбирования непосредственно перед сваркой.
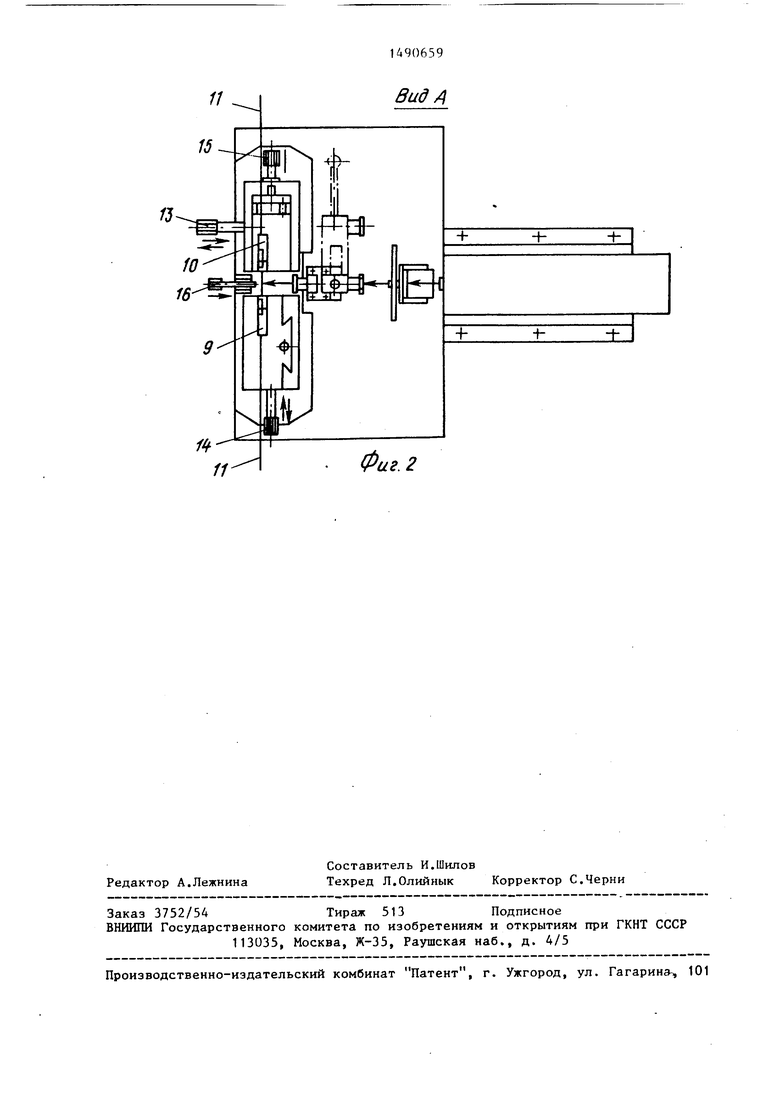
На фиг.1 схематично показано предлагаемое устройство; на фиг.2 - вид А на фиг. 1.
Устройство содержит основание 1, на котором установлены лазер 2,механический прерыватель 3 лазерного луча с прорезями, узел А фокусировки излучения с неподвижным 5 и подвижным 6 объективами, механизм 7 перемещения с платформой 8 на нем, на которой установлены узел крепления с V-образными зажимами 9 и 10 для свето водов 11, механизм точного позиционирования световодов 11 с микроманипуляторами 12, 13 и 14 и механизмы 15 и 16 растяжения и ломки световодов 11 соответственно.
Подвижный объектив 6 установлен с возможностью поворота в плоскости, перпендикулярной ходу луча лазера 2,
Устройство работает следующим об- разом.
Подготовленные (зачищенные от изоляции) волоконные световоды 11 устанавливают в V-образных зажимах 9 и 10 и фиксируют. Включают источник 2 лазерного излучения, фокусируют лазерное излучение при помощи неподвижно установленного объектива 5 и дополнительного объектива 6, включаю механический прерьгеатель 3 излучения и при помощи механизма 7 перемещают волоконные световоды 11 в плоскости, перпендикулярной оси лазерного луча. Благодаря высокой плотности фокусировки и прерывистой засветке лазерный луч скрайбирует (испаряет небольшую часть) поверхности волоконньк световодов 11, образуя канавку (дефект) .
С помощью механизма 15 прикладывают к волоконным световодам 11 растягивающее усилие и перемещают упор
5
0
5
0
5
0
5
0
механизма 16 перпендикулярно продольным осям световодов 11, вызывая их изгиб в месте нанесенного дефекта.
Когда растягивающее усилие становится больше усилия разрыва световодов 11 в месте нанесенных дефектов, они разрываются с образованием торцов с хорошей перпендикулярностью без трещин и зазубрин, т.е. полностью готовых для последующей сварки поверхностей. Затем при помощи микроманипуляторов 12, 13 и 14 производят юстировку концов разорванных световодов 11 относительно друг друга и оси лазерного луча. Лазерное излучение фокусируют при помощи неподвижно установленного объектива 5, при этом дополнительный объектив 6 выводят из рабочего состояния. При этом диск механического прерывателя 3 зафиксирован неподвижно, что позволяет свободно без прерываний пропускать лазерное, излучен ие через прорезь прерывателя 3, обеспечивая достаточную для сварки мощность излучения.
Формула изобретения
Устройство д,ля сварки световодов, содержащее основание, на котором установлены лазер и узел фокусировки излучения с неподвижным объективом, и платформу с установленными на ней узлом крепления световодов с V-образными зажимами, механизмом точ ного позиционирования световодов с мйкроманипуляторами и механизмами растяжения и ломкц световодов, о т- личающееся тем, что, с целью повьш1ения производительности и качества сварки путем обеспечения возможности лазерного скрайбирования непосредственно перед сваркой, в устройство введен установленный на основании механический прерыватель лазерного луча с прорезями,платформа снабжена поддерживающим ее механизмом перемещения перпендикулярно основанию, а узел фокусировки выполнен с дополнительным подвижным объективом, установленным с возможностью поворота в плоскости, перпендикулярной ходу луча лазера.
iff-h
-f-f±L
Фиг.2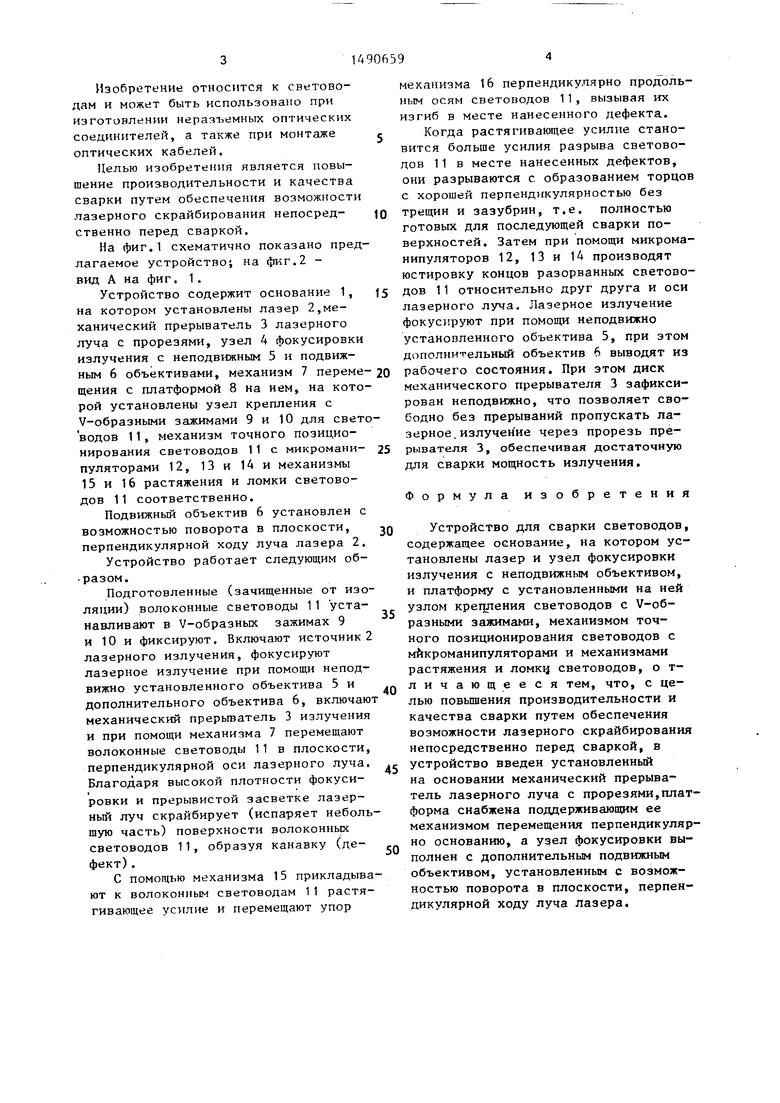
| название | год | авторы | номер документа |
|---|---|---|---|
| "Способ лазерной обработки диэлектриков "ЛЭТГАН" и устройство для его осуществления" | 1989 |
|
SU1798090A1 |
| СПОСОБ ЗАЩИТЫ ИЗДЕЛИЙ ОТ ПОДДЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2346325C2 |
| ШИРОКОДИАПАЗОННЫЙ НАНОПОЗИЦИОНЕР СФОКУСИРОВАННОГО ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2015 |
|
RU2585928C1 |
| ПЕРЕМЕЩАЕМЫЕ ВРУЧНУЮ КЛЕЩИ ЛАЗЕРНОЙ СВАРКИ | 2013 |
|
RU2651518C2 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ И ЛАЗЕРНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2719862C1 |
| УСТРОЙСТВО ВВОДА ЛАЗЕРНОГО ИЗЛУЧЕНИЯ В ОПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЮСТИРОВКИ ВХОДНОГО ТОРЦА ОПТИЧЕСКОГО ВОЛОКНА | 2003 |
|
RU2252439C1 |
| Способ резки стеклянных трубок и устройство для его осуществления | 1989 |
|
SU1784596A1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| Устройство для создания периодических структур показателя преломления внутри прозрачных материалов | 2018 |
|
RU2695286C1 |
| РОБОТИЗИРОВАННАЯ СИСТЕМА ЛАЗЕРНОЙ ШАГОВОЙ ШОВНОЙ СВАРКИ | 2013 |
|
RU2651522C2 |
Изобретение относится к световодам, предназначено для использования при сварке жил оптического кабеля и позволяет повысить производительность и качество сварки путем обеспечения возможности лазерного скрайбирования непосредственно перед сваркой. В устройстве перед сваркой объективы 5 и 6 совместно с прерывателем 3 луча лазера 2 обеспечивают подачу на световоды прерывистого остросфокусированного луча. Благодаря этому при перемещениях платформы 8 с помощью механизма 7 осуществляют скрайбирование световодов, после чего с помощью механизмов растяжения и ломки световоды разделяют. Для сварки объектив 6 выводят с пути луча лазера 2 и останавливают прерыватель 3. С помощью микроманипуляторов концы световодов позиционируют в область фокусировки луча и производят сварку. 2 ил.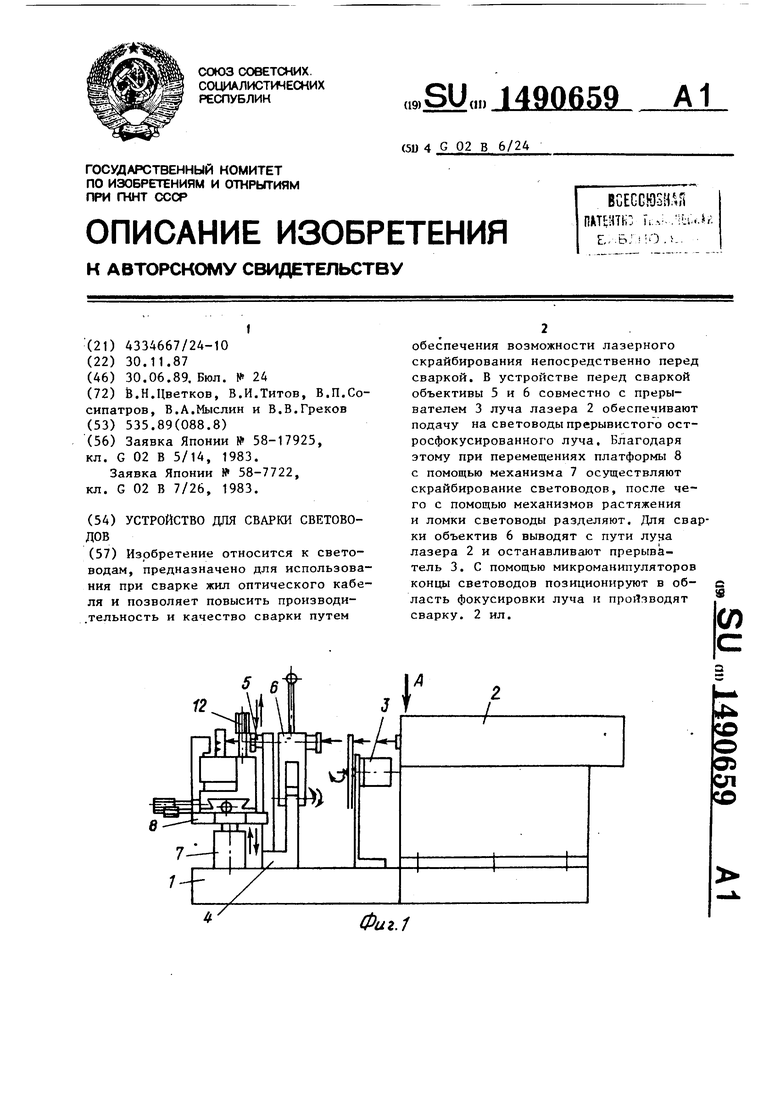
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
