Изобретение относится к области автоматического управления процессом мокрого измельчения в шаровой мельнице, работающей в замкнутом цикле со спиральным классификатором, может быть использовано на обогатительных фабриках Цветной и черной металлургии, имеющих аналогичные циклы переработки исходного сырья и является усоверщенствованием известного способа по авт.св. №1414461.
Целью изобретения является повышение качества управления.
Сущность способа заключается в том, что используют два интегральных показателя, характеризующих как
измельчаемость руды, так и состояние измельчительного агрегата для определения требуемого времени нахождения материала в зоне помола, выражаемого через требуемую плотность пульпы в мельнице,которая изменяется при изменении измельчаемости руды и измельчающей способности мельницы. В качестве зтих интегральных показателей выбраны расход дополнительной воды в разгрузку мельницы, изменяемый в зависимости от степени перегрузки мельницы, и расход воды в слив классификатора, преимущественно характеризующий при постоянной плотности слива классификатора
4
;о
СП
эо
1Ч
объем материала, циркулирующий в цикле и степень разводнения пульпы в зоне помола за счет увеличения доли циркулирующей нагрузки в суммарном питании мельницы исходной рудрй и песками кпасс}в|)икатора. Эта взвешенная сумма, в которой коэффициенты веса определяют процент долевого участия параметров в формировании плотности внутримельничной загрузки в зоне помола, определяет направление и величину изменения соотношения руда - вода для поддержания плотности внутримельничной загрузки на оптимальном значении, соответствующем как типу перерабатываемой руды по измельчаемости, так и состоянию оборудования (износу шаров, футеровки и т.д.).
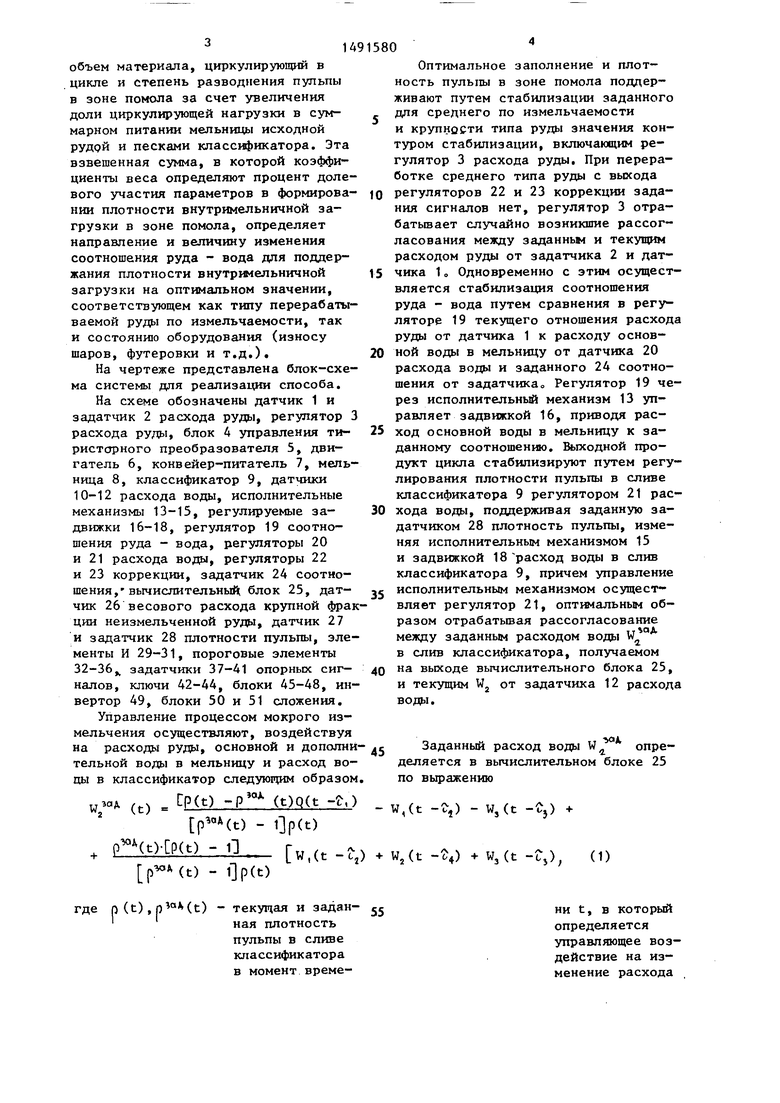
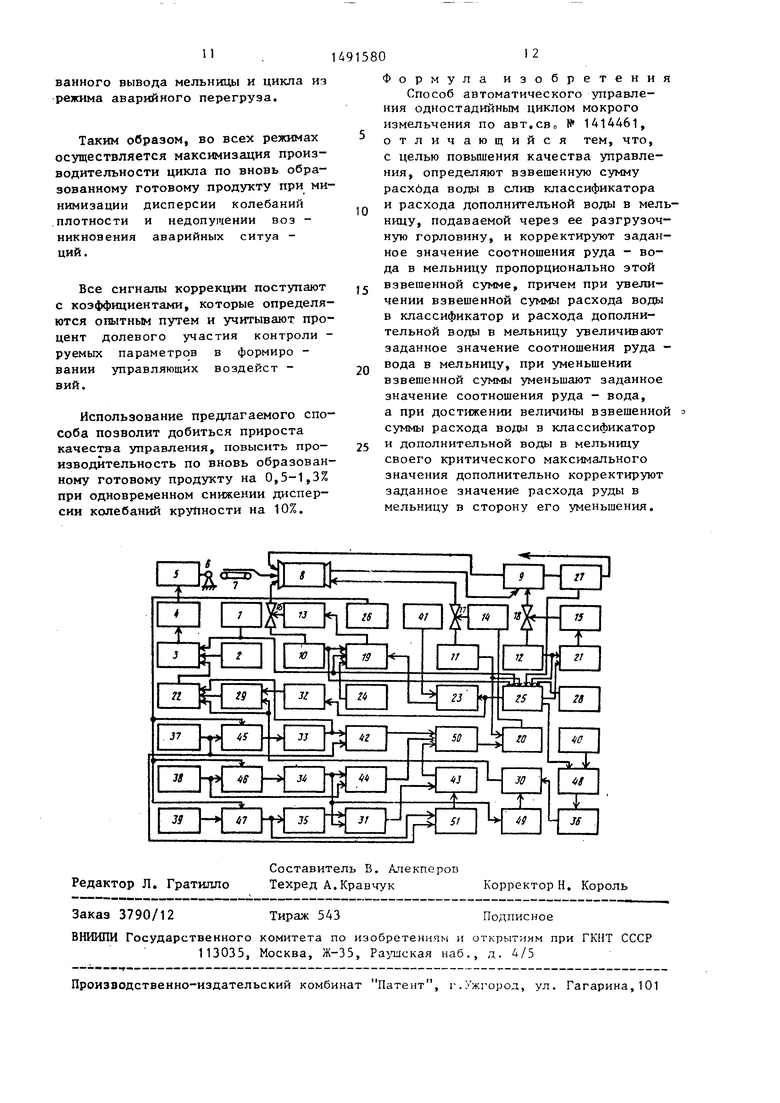
На чертеже представлена блок-схема системы для реализации способа.
На схеме обозначены датчик 1 и задатчик 2 расхода руды, регулятор 3 расхода руды, блок 4 управления ти- ристсфного преобразователя 5, двигатель 6, конвейер-питатель 7, мельница 8, классификатор 9, датчики 10-12 расхода воды, исполнительные механизмы 13-15, регулируемые задвижки 16-18, регулятор 19 соотношения руда - вода, регуляторы 20 и 21 расхода воды, регуляторы 22 и 23 коррекции, задатчик 24 соотношения, вычислительны блок 25, датчик 26 весового расхода крупной фракции неизмельченной руды, датчик 27 и задатчик 28 плотности пульпы, элементы И 29-31, пороговые элементы 32-36,, задатчики 37-41 опорных сигналов, ключи 42-44, блоки 45-48, инвертор 49, блоки 50 и 51 сложения.
Управление процессом мокрого измельчения осуществляют, воздействуя на расходь руды, основной и дополнительной воды в мельницу и расход воды в классификатор следующим образом
(t) np(t) (t)Q(t -г,) p (t) - (t)
. ( - 1 w.(t -г, ) - (t)
Оптимальное заполнение и плотность пульпы в зоне помола поддерживают путем стабилизации заданного для среднего по измельчаемости и крупности типа руды значения контуром стабилизации, включающим регулятор 3 расхода руды. При переработке среднего типа руды с выхода
0 регуляторов 22 и 23 коррекции задания сигналов нет, регулятор 3 отра- батьшает случайно возникшие рассогласования между заданным и текущим расходом руды от задатчика 2 и дат5 чика 1 о Одновременно с этим осуществляется стабилизация соотношения руда - вода путем сравнения в регуляторе 19 текущего отношения расхода руды от датчика 1 к расходу основ0 ной воды в мельницу от датчика 20 расхода воды и заданного 24 соотношения от задатчика Регулятор 19 через исполнительный механизм 13 управляет задвижкой 16, приводя рас5 ход основной воды в мельницу к заданному соотношению. Выходной продукт цикла стабилизируют путем регулирования плотности пульпы в сливе классификатора 9 регулятором 21 рас0 хода воды, поддерживая заданную за- датчиком 28 плотность пульпы, изменяя исполнительным механизмом 15 и задвижкой 18 расход воды в слив классификатора 9, причем управление
5 исполнительным механизмом осуществляет регулятор 21, оптимальным образом отрабатьшая рассогласование между заданным расходом водь W в слив классификатора, получаемом
0 нэ выходе вычислительного блока 25, и текущим Wj от задатчика 12 расхода воды.
д5 Заданный расход воды W определяется в вычислительном блоке 25 по выражению
- W,(t -г,) - w,(t -С.)
+ W,(t ) + WjCt -г) (1)
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления одностадийным циклом мокрого измельчения | 1987 |
|
SU1491579A1 |
| Способ автоматического управления одностадийным циклом мокрого измельчения | 1987 |
|
SU1414461A1 |
| Самонастраивающаяся система автоматического управления процессом мокрого измельчения | 1981 |
|
SU1018106A1 |
| Способ автоматического управления процессом мокрого измельчения | 1981 |
|
SU995883A1 |
| Способ автоматического управления одностадийным циклом мокрого измельчения | 1981 |
|
SU995882A1 |
| Система управления процессом мокрого измельчения | 1981 |
|
SU1028370A1 |
| Способ управления процессом измельчения в барабанной мельнице | 1980 |
|
SU939081A1 |
| Способ автоматического управления процессом мокрого измельчения в мельнице, работающей в замкнутом цикле с классифицирующим аппаратом | 1978 |
|
SU722570A1 |
| Способ управления процессом мокрого измельчения | 1978 |
|
SU737013A1 |
| Способ автоматического управления двухстадийным циклом мокрого измельчения | 1980 |
|
SU874185A1 |
Изобретение относится к области автоматического управления технологическим процессом мелкого измельчения в шаровой мельнице, может быть использовано на обогатительных фабриках цветной и черной металлургии и позволяет повысить качество управления. Для достижения этой цели измеряют расход руды в мельницу, расход основной и дополнительной воды в мельницу, расход воды в слив классификатора, плотность пульпы, весовой расход крупной фракции, стабилизируют расход руды, соотношение руда-вода, плотность пульпы, корректируют расход воды в классификатор в зависимости от весового расхода крупной фракции, определяют взвешенную сумму расхода воды в слив классификатора и расхода дополнительной воды в мельницу и корректируют заданное соотношение руда-вода пропорционально взвешенной сумме. 1 ил.
р (t),(t)
текущая и заданная плотность пульпы в сливе классификатора в момент време
ни t, в который определяется управляющее воздействие на изменение расхода
(t -г,}
,(t )
,(t --D,)
jCt )
воды в слив классификатора;
-измеренное значение расхода ру ды в мельницу в момент времени (t -), где, - запаздавание по каналу Q - р ;
-расход основной воды в мельницу в момент времени (t -С),
где Т - запаз- дьгоание по каналу W, --. р ;
-расход воды в слив классификатора в момент времени (t ) где С - запаздывание по каналу
-расход дополнительной воды через разгрузочную горловину внутрь мельницы в момент време-
ни
(t -С.),
запаздывание по каналу
W,- р ;
Величины сдвига измеренных в вычисляемых параметров находятся в соотношении D , t j о о. и зависят от конструктивных особенностей и типа установленного оборудования, определяются в процессе первоначальной настройки и наладки системы, и могут уточняться в процессе работы, адаптируясь к изменению динамики объекта регулирования.
При этом управляющее воздействие от регулятора 21 формируется пропорционально величине
AW ) - Wjt), (2)
в которой за счет того, что W (t) определяется по выражению (1) авто матически, учитываются изменяющиеся статические коэффициенты передачи по каналам возмущения: W, - Р , , и изменяющийся тип руды за счет оценки и расчета удельного веса твердой фазы в сливе кпас915806
сификатора по параметрам процесса и подстановке его в вьфажение (1),
Весовое количество крупной фрак- ции неизмельченной руды, т„е. выход скрапа из мельницы зависит от свойств рудь), режима измельчения, состояния оборудования и измеряется датчиком 6 выхода скрапа, в качестве которого 10 может быть использован, например, электромеханический счетчик.
Исследованиями установлено, что существуют нормальные пределы изменения параметра выхода скрапа от S
до о Внутри этого диапазона этот параметр .подвержен случайным возмущениям и какой-либо коррекции на управляющие воздействия вводить не нужно о
20
При изменении величины выхода скрапа от S до максимально доМО КС
пустимого значения S необходимо изменить плотность внутримельничной загрузки и в зоне разгрузки в cfopo- ну ее уменьшения, для более интенсивного осаждения крупных классов и недопущения их чрезмерного выхода через разгрузочную горловину. Предел изменения этой плотности ограничен величиной максимально допустимого разжижения пульпы, равного плотности пульпы в сливе классификатора р.
Максимально допустимое разжижение пульпы соответствует минимальному значению отношения Т расхода РУДЫ Q к сумме расхода основной W, и дополнительной Wj воды в мельницу.
.
,мпц
W.
+
(3)
woKc
где равно величине расхода воды Wj в слив классификатора, необходимой для достижения заданной плотности пульпы л при измельчении руды с удельным весом S , расходе руды Q и заданного соотношения руда - вода, т.е, известном расходе основной воды W в мельницу. Учитьшая, что
W,
Q;I -- ),,
(о- 1)
(4)
определим уставку Т
мин
по вьфажению
W + W
g( 1) -p
(5)
При уменьшении величины выхода скрапа меньше минимального значения
SK S,
ллим
необходимо уменьшить расход дополнительной в разгрузку мельницы. Минимально допустимое раз- жижение пульпы в зоне разгрузки соответствует максимальному соотношению Q/W, W, при условии, что W, О, т„ео отношение руда - вода в мельницу.
, макс
W,
(6)
мин
Величина задается задат- чиком 40, а задатчиком 24.
Если никаким изменением расхода дополнительной воды W не удается компенсировать изменение типа руды, т.ео.ввести величину S в допустимый диапазон, где
сЛ«ин о ДОП. гал, °к
(7)
необходимо осуществить коррекцию заданного расхода руды в мельницу.
Если после введения указанных коррекций объект приводится в область нормальной работы, определя- емой выражением (7), то осуществляется стабилизация Q, W, W, и р на новых скорректированных значения до прихода следующих возмущений. Если же.указанные коррекции не приве- дут через время переходного режима к области нормальных ситуаций (7), то коррекция повторяется по величине и знаку в том же направлении.
Описанная логика управления осу- ществляется регулятором 22 коррекци задания и регулятором 20 расхода воды.
Контур коррекции работает следующим образом.
На первые входы блоков 45-47 сранения подаются сигналы от задатчи- ков 37-39, а на вторые входы - сигнал от датчика 26 весового расхода крупной фракции 8,, причем задатчи- ки 37-39 задают соответственно величины s, , s , s;;«A .
На выходе пороговых элементов 33-36 формируется сигнал логической
5
0
5
1, если на его вход поступает сигнал больше или равный нулю. В блоках
33-36 сравнения определяются разнос мин „махе „ ти сигналов ь -5,5 -Ь,
SK S.; соответственно. При S - S|t О на выходе блока 33 появляется сигнал логической 1, который поступает на регулятор
22 коррекции и ключ 42, открьгеая его
„мин и разрешая прохождение величины S ,
с выхода задатчика 37 на блок 50 сложения и далее на регулятор 20 расхотт да воды, который уменьшает расход воды Wj в разгрузку мельницы 8 до минимального значения.
Сигнал логической 1 с выхода порогового элемента 33 поступает на вход регулятора 22 коррекции задания, который ступенчато на 10% увеличивает величину задания, от задатчика 2 расхода руды. Все остальные контуры стабилизации работают как и прежде
Q
с
0
лдакс/иакс
При S S величина S
- S.
0
к
О, на выходе порогового элемента 34 формируется сигнал логического О, поступающий на элемент И 31 и инвертор 49, на выходе которого формируется сигнал логичес- ой
I
При максимальном разжижении, коАЛИ Н
гда Т , на выходе порогового элемента 36 формируется сигнал логической 1, поступающий на второй вход элемента И 30„ Если на обоих входах элемента И 30 присутствуют сигналы логической 1, то с его выхода сигнал логической 1 поступает на второй вход регулятора 22 коррекции задания на ступенчатое уменьшение задания от задатчика 2 расхода руды.
При выполнении условия (7) на выходах блоков сравнения будут сигналы больше нуля, следовательно, на выходе пороговых элементов 34 и 35 будут сигналы логической 1, поступающие на элемент И 31, логическая единица на выходе которого открьтает ключ 43, пропуская на второй вход блока 50 сложения сигнал от блока 46 сравнения, поступающий на увеличение расхода дополнительной воды Wj. через регулятор 20 и уменьшение расхода воды в слив клас-
сификатора через регулятор 21 по сигналу от пычислительного блока 25, I
Одновременно в вычислительном блоке осуществляется вычисление взвешенной суммы расхода воды W в разгрузку мельницы и расхода воды в слив классификатора Wj по вьфаже- нию
а + a,W, + ,
где а, а , и а - регрессионные коэффициенты, определяемые опытным путем и зависящие от вклада параметров W,, на формирование плотности пульпы в зоне помола мельницы, причем коэффициент а, характеризует изменение (например, уменьшение) плотности пульпы в зоне помола при изменении (увеличении) Wj, а следовательно, и циркулирующей нагрузки.
()
складьшается в регуляторе 19 с сигналом задания от задатчика 24 соотношения, причем
где
- заданное значение параметЭОД
ра Zl задаваемое в ре
гуляторе коррекции 23;
-параметры регулятора коррекции 23о
Кроме того, сигнал 51 с третьего выхода вычислительного блока 25
поступает на пороговый элемент 32
„ «с-
С величиной порога, равной 2- , на выходе которого появляется сигнал логической 1 при условии который поступает на один вход блока И 29, на другой вход которого поступает сигнал логической 1 с выхода элемента И 30.
При наличии двух сигналов логической 1 на входе элемента И 29 на его выходе появляется сигнал логической
Т| II I
поступающий на третий
вход регулятора 22 коррекции, удваивая величину отрицательной коррекции Л О задания на расход Q руды в мельницу, т.е задание на расход руды будет равно
.мое эад,
- ,
1491580 О
Коэффициент а, характеризует изме- , нение (например, умеиьп1ен 1е) плот- ности пульпь в зоне помола при изме
10
нении (увеличении) расхода
S.
W.
при
увеличении выхода скрапа S, что вызвано внутримельничной циркуляцией материала и разводнением пульпы в мельнице при подаче воды в зону разгрузки. Коэффициент а зависит
от конструктивных особенностей оборудования и принятого режима измельчения и преимущественно определяется объемом мельницы и заданной плот15 ностью пульпы в сливе классификатора.
Сигнал с третьего выхода вычислительного блока 25 поступает на регулятор 23 коррекции, который изменяет заданное соотношение твер20 дое/жидкое в мельницу путем подачи сигнала пропорционально с выхода регулятора 23 на регулятор 19. Этот сигнал коррекции Ujj вида
ЧЭ
L
j ()drj (9)
где Q ° - величина задания от задатчика 2 расхода руды; К - количество циклов отрицательной коррекции, предшествующих включению блока И 29;
U Q - величина шага коррекции, задаваемого в регулято- , ре 22, причем коэффициент К определяется по выражению
40
К
,пер
где t - время от начала первой отрицательной коррекции на уменьшение расхода руды в „gj, мельницу;
Т - время переходного процесса по каналу Q -
Введение данных контуров коррекции повьш1ает качество управления за счет поньш1ения чувствительности цикла к изменению типа перерабатьшаемой руды и приведения плотности пульпы в зоне помола к технологически оптимальному значению, и повышает производительность цикла по вновь образованному готовому продукту при ограничении потерь за счет Аорсиро-
ч . 1491580
ванного вывода мельницы и цикла из режима аварийного перегруэа.
Таким образом, во всех режимах осуществляется максимизация производительности цикла по вновь образованному готовому продукту при минимизации дисперсии колебаний .плотности и недопущении воз - никновения аварийных ситуа - ций.
Все сигналы коррекции поступают с коэффициентами, которые определяются опытным путем и учитывают процент долевого участия контроли - руемых параметров в формиро - вании управляющих воздейст ВИЙ.
Использование предлагаемого способа позволит добиться прироста качества управления, повысить производительность по вновь образованному готовому продукту на 0,5-1,3% при одновременном снижении дисперсии колебаний крупности на 10%.
Редактор Л. Гратилло
Составитель В. Алекперов
Техред А.Кравчук Корректор Н. Король
Заказ 3790/12
Тираж 543
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКИТ СССР 113035, Москва, Ж-35, Ра тиская наб., д. 4/5
12
Формула изобретения
Способ автоматического управления одностадийным циклом мокрого измельчения по авт.ев о № 1414461, отличающийся тем, что, с целью повышения качества управления, определяют взвешенную сумму расхбда воды в слив классификатора и расхода дополнительной воды в мельницу, подаваемой через ее разгрузочную горловину, и корректируют заданное значение соотношения руда - вода в мельницу пропорционально этой взвешенной сумме, причем при увеличении взвешенной суммы расхода воды в классификатор и расхода дополнительной воды в мельницу увеличивают заданное значение соотношения руда - вода в мельницу, при уменьшении взвешенной суммы уменьшают заданное значение соотношения руда - вода, а при достижении величины взвешенной суммы расхода воды в классификатор и дополнительной воды в мельницу своего критического максимального значения дополнительно корректируют заданное значение расхода руды в мельницу в сторону его уменьшения.
Подписное
| Способ автоматического управления одностадийным циклом мокрого измельчения | 1987 |
|
SU1414461A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
