т//////т
10
15
20
31493362
Изобретение относится к обработке металлов давлением, в частности к устройствам для обжима детален, и может быть использовано для обжатия конца экранирующей оплетки между фланцами предварительно соединенных двух металлических колец с образованием из них неразъемного наконечника для экранирующей оплетки.
Цель изобретения - повьшение производительности устройства и качества обжатия наконечников.
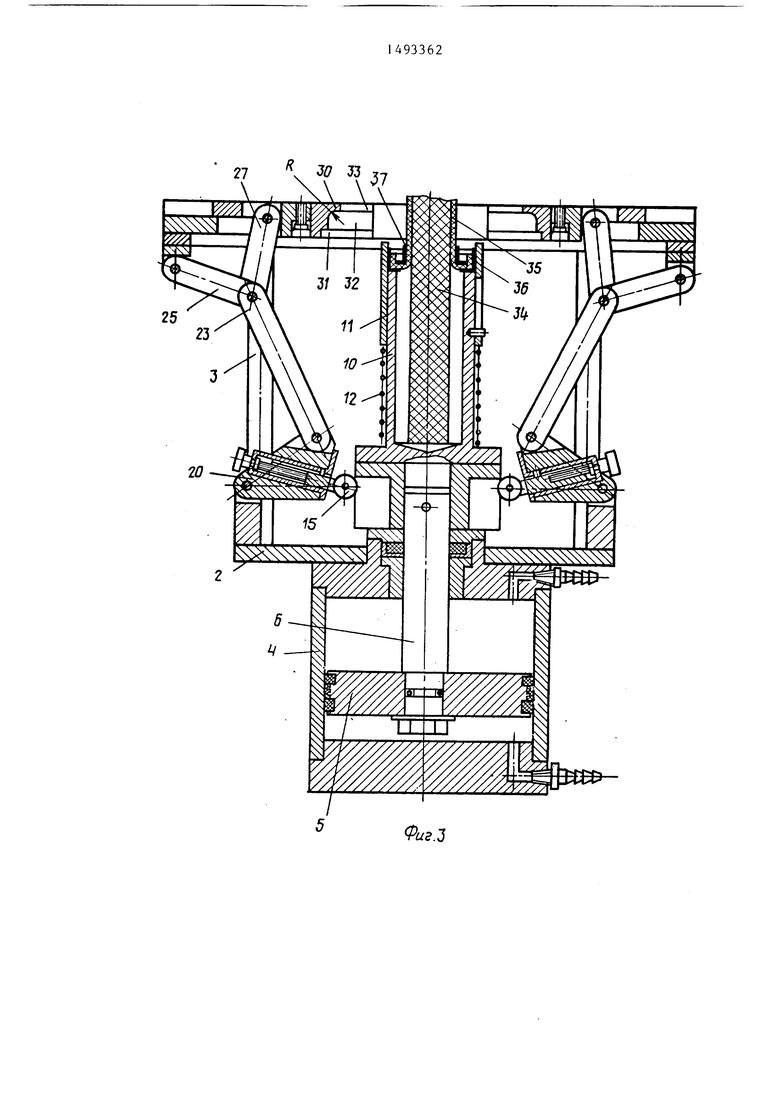
На фиг.1 изображено предлагаемое устройство, копир находится в крайнем положении, поперечньш разрез; на .2 - то же, копир находится в промежуточном положении; на фиг.З - то же, копир находится в крайнем нижнем положении; на фиг.4 - то же, вид в плане.
Устройство содержит направляющую 1, вьшолненную с окнами плиту 2, стойки 3, которые жестко соединены с направляющей. К плите 2 жестко
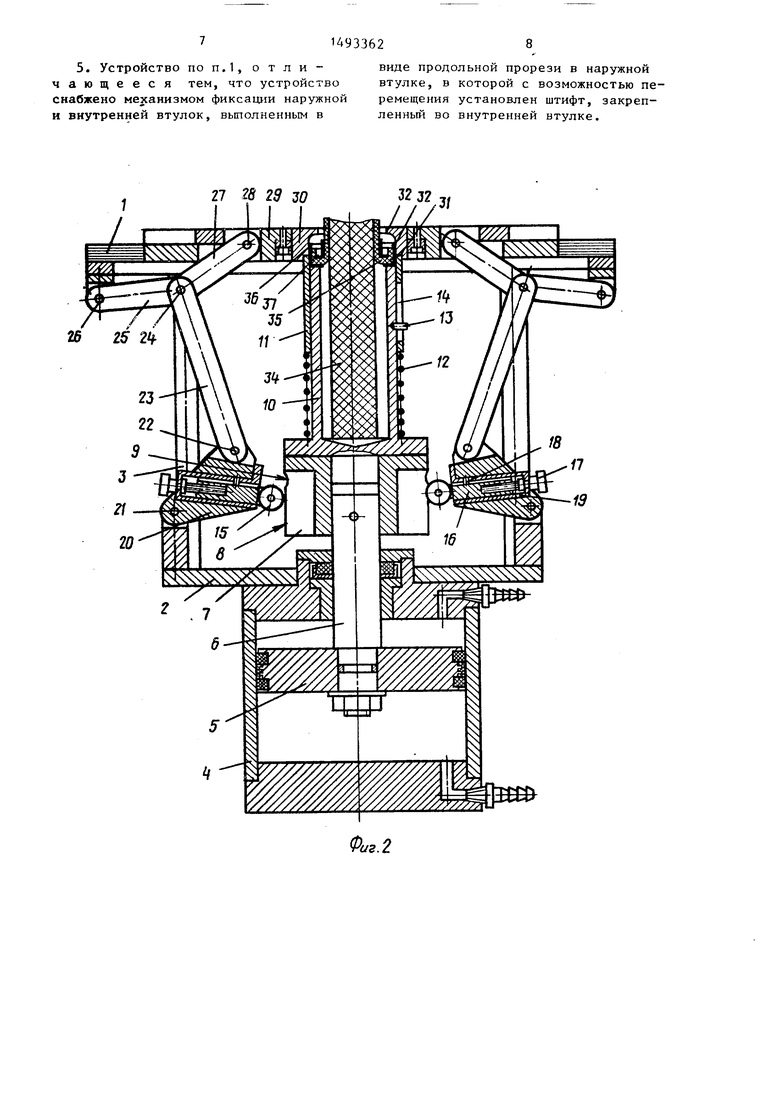
присоединен пневмоцилиндр 4 двухсто- роннего действия с поршнем 5 и штоком 6, на котором закреплен двухсекционный копир 7 с фасонными поверхностями 8, имеющими углубления 9. Копир 7 жестко соединен с внутренней втулкой 10, вставленной в наружную втулку 11. Втулки 10 и 11 подпружинены одна относительно другой пружиной 12 и соединены штифтом 13, завинченным во внутреннюю втулку 10 и размещенным в продольной прорези 14, выполненной в наружной втулке 11. С копиром 7 взаимодействуют ролики 15, закрепленные на держателях 16, которые взаимодействуют с регулировочными винтами 17 и штифтами 18, закрепленными на стаканах 19, в которых размещены с возможностью продольного перемещения держатели 16. Стаканы 19 жестко закреплены в направляющих каналах, выполненных в нижних коромыслах 20, шарнирно закрепленных осями 21 на плите 2 и соединенных осями 22 с нижними шатунами 23, которые другими концами шарнирно соединены осями 24 с верхними коромыслами 25, niapimp- но соединенными осями 26 с направляющей 1, и с верхними шатунами 27, шарнирно соединенными осями 28 с ползунами 29, которые жестко соединены с обжимами 30, имеющими рабочую ступенчатую цилиндрическую поверхность с тремя участками 31-33 различного
ди 5 ве ве а ру в ск ет вн ки
ра
на вм ре до но ны эт ни ра ша се ко а ты в к ду н н вр ню пр вм g р в к п сд ни р о н к пр в
30
35
40
50
55
5
0
диаметра. В верхнем положении поршня, 5 обжимы 30 сведены и их рабочие поверхности на участке 31 охватывают верхний конец наружной втулки 11, а на участке 32 - верхний конец наружной втулки 10, причем участок 32 в верхней части выполнен с радиусом скругления R, а на участке 33 образуется отверстие диаметром, равным внутреннему диаметру внутренней втулки 10.
Устройство работает следующим образом.
В исходном положении поршень 5 находится в крайнем нижнем положении вместе со штоком 6, копиром 7, внутренней втулкой 10 и наружной втулкой 11, которая отжата вверх пружиной 12 до упора нижним краем своей продольной прорези 14 в штифт 13, завинченный во внутреннюю втулку 10, при этом ролики 15 размещены в углублениях 9 фасонных поверхностей 8 копира 7 под действием собственного веса шарнирно соединенных нижних коромысел 20, нижних шатунов 23, верхних коромысел 25 и верхних шатунов 27, а ползуны 29 с обжимами 30 раздвинуты (фиг.З). Через раздвинутые обжимы 30 сверху в отверстие внутренней втулки 10 вставляют до упора кабель 34 с экранирующей оплеткой 35, конец которой предварительно размещают между отбортованными фланцами тонкостенных колец 36 и 37, надетых на кабель 34, при этом кольца 36 и 37 размещают на верхнем торце внутренней втулки 10 внутри наружной втулки 11, предотвращающей смещение в сторону колец 36 и 37. Подают сжатый воздух в нижнюю полость пневмоцилиндра 4, что приводит к перемещению поршня 5 вверх вместе со штоком 6, копиром 7, внут- g ренней втулкой 10, наружной втулкой 11, кабелем 34 с кольцами 36 и 37. В начале подъема копира 7 ролики 15 выходят из углублений 9, что приводит к повороту нижних коромысел 20, приподнимающих при этом нижние шатуны 23, в результате чего ползуны 29 сдвигаются до плотного соприкосновения обжимов 30 с образованием их рабочими поверхностями ступенчатого отверстия с участками 31-33 различного диаметра. При дальнейшем подъеме копира 7 ролики 15 перемещаются по прямолинейным участкам фасонных поверхностей 8, в результате чего обжи0
5
0
0
5
мы 30 удерживаются в сведенном положении, а поднимающийся копир 7 заставляет сначала верхний конец втулки 11 разместиться внутри участка 31 (фиг.2), а затем, сжимая пружину 12, верхний конец внутренней втулки 10 вместе с кольцами 36 и 37 переместит ся внутрь участка 32, в котором происходит отгибание верхней кромки фпанца кольца 36 в направлении к фланцу кольца 37 благодаря наличию верхнего скругленного перехода с радиусом R от вертикальных стенок к горизонтальным на участке 32 и одновре менно поджатие их друг к другу до тех пор, пока отогнутая часть фланца кольца 36 плотно не прижмется к отбортованному фланцу кольца 37, в результате чего из колец 36 и 37 образуется неразъемный наконечник на экранирующей оплетке 35, при этом поршень 5 останавливается в крайнем верхнем положении. После этого подаю сжатый воздух в верхнюю полость пнев моцилиндра 4, что приводит к перемещению поршня 5 вниз вместе со штоком 6, копиром 7, внутренней втулкой 10, а после соприкосновения штифта 13 с нижним краем продольной прорези 14 начинает опускаться наружная втулка 11. После размещения роликов 15 в углублениях 9 нижние коромысла 20 поворачиваются, нижние шатуны 23 смещаются вниз, воздействуя на верхние коромысла 25 и верхние шатуны 27 что приводит к раздвижению ползунов 29 и обжимов 30. Кабель 34 вместе с жестко соединенными на экранирующей оплетке 35 кольцами 36 и 37, из которых в результате обжатия образуется несъемный наконечник, извлекают из устройства, которое оказывается подготовленным к повторнрму использованию.
Использование предлагаемого устройства обеспечивает повышение производительности труда и качества формируемых наконечников, а также повьше- ние культуры производства, что снижает себестоимость изготовления наконечников для экранирующей оплетки кабелей.
Формула изобретения
1. Устройство для обжатия наконечников экранирующей оплетки кабелей, содержащее установленную одна в дру0
0
5
g
0
5
0
5
0
5
гой наружную и внутреннюю втулки, обжимы, жестко соединенные с ползуна- :ми, направляющую для ползунов, расположенную в плоскости, перпендикулярной оси втулок, привод ползунов, а также плиту, отличающееся тем, что, с целью повьщтения производительности и качества обжатия наконечников, втулки подпружинены одна относительно другой, направляющая ползунов жестко соединена с плитой стойками, привод перемещения ползунов вьтолнен в виде расположенного соосно с втулками силового цилиндра со штоком для перемещения втулок одна относительно другой, внутренняя из которых выполнена с дном, копира, жестко прикрепленного к внутренней втулке, состоящего из секций с фасонными наружными поверхностями, верхнего шатуна, шарнирно соединенного с ползуном, нижнего шатуна, щарнирно соединенного с верхним, двух коромысел, верхнее из котйрых шарнирно соединено с верхним шатуном и с направляющей ползуна, а нижнее шарнирно соединено с нижним шатуном и с плитой, а также смонтированного на нижнем коромысле ролика, установленного с возможностью взаимодействия с фасонной поверхностью копира, при этом рабочие поверхности обжимов вьтолне- ны ступенчатыми, диаметр наибольшей ступени равен наружно 1у диаметру наружной втулки, диаметр средней ступени равен наружному диаметру вну1 рен- ней втулки, а средняя ступень в верхней части выполнена со скругленным участком.
2.Устройство по П.1, отличающееся тем, что направляющая перемещения ползуна выполнена
с окнами, в каждом из которых разме-- щен ползун с обжимом.
3.Устройство по П.1, отличающееся тем, что в качестве силового цилиндра привода ползунов использован пневмоцилиндр двухстороннего действия.
4.Устройство по П.1, отличающееся тем, что в нижних коромыслах вьтолнены направляющие каналы, а устройство снабжено механизмом регулирования положения роликов, выполненным в виде расположенных в каналах регулировочных винтов и соединенных с ними держателей роликов.
5. Устройство по П.1, отличающееся тем, что устройство снабжено механизмом фиксации наружной и внутренней втулок, выполненным в
виде продольной прорези в наружной втулке, в которой с возможностью перемещения установлен штифт, закрепленный во внутренней втулке.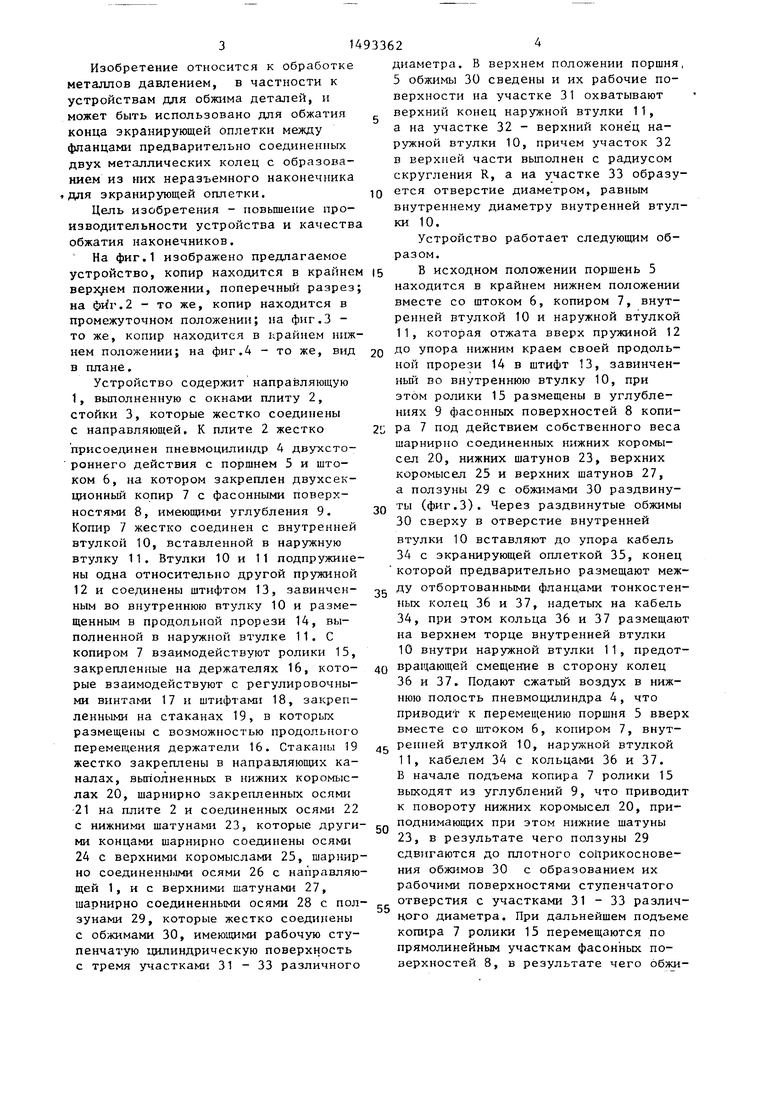

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обжатия наконечников оплетки кабеля | 1988 |
|
SU1640769A2 |
| Устройство для обжатия наконечников оплетки кабелей | 1986 |
|
SU1443070A1 |
| Устройство для обжатия наконечников оплетки кабелей | 1986 |
|
SU1398008A1 |
| Устройство для обжатия наконечников экранированных кабелей | 1985 |
|
SU1403170A1 |
| Устройство для завальцовки наконечников оплетки кабелей | 1989 |
|
SU1686563A1 |
| Кабельный ввод | 1980 |
|
SU928425A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для обертывания бутылок | 1974 |
|
SU510412A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |

Изобретение относится к обработке металлов давлением, а именно к устройствам для обжима деталей, и может быть использовано для обжатия конца экранирующей оплетка между фланцами двух металлических колец с образованием из них неразъемного наконечника для экранирующей оплетки. Цель изобретения - повышение производительности и качества обжатия наконечников экранирующей оплетки кабелей. Устройство содержит обжимы 30, жестко соединенные с ползунами (П) 29, привод П 29, выполненный в виде силового цилиндра 4 со штоком 6. Шток 6 служит для перемещения внутренней втулки 10 относительно наружной втулки 11 и обжимов 30 через систему коромысел 20, 25 и шатунов 23 и 27. При передаче энергоносителя в силовой цилиндр 4 П 29 посредством обжимов 30 производят обжатие наконечника экранирующей оплетки кабелей. 4 з.п.ф-лы, 4 ил.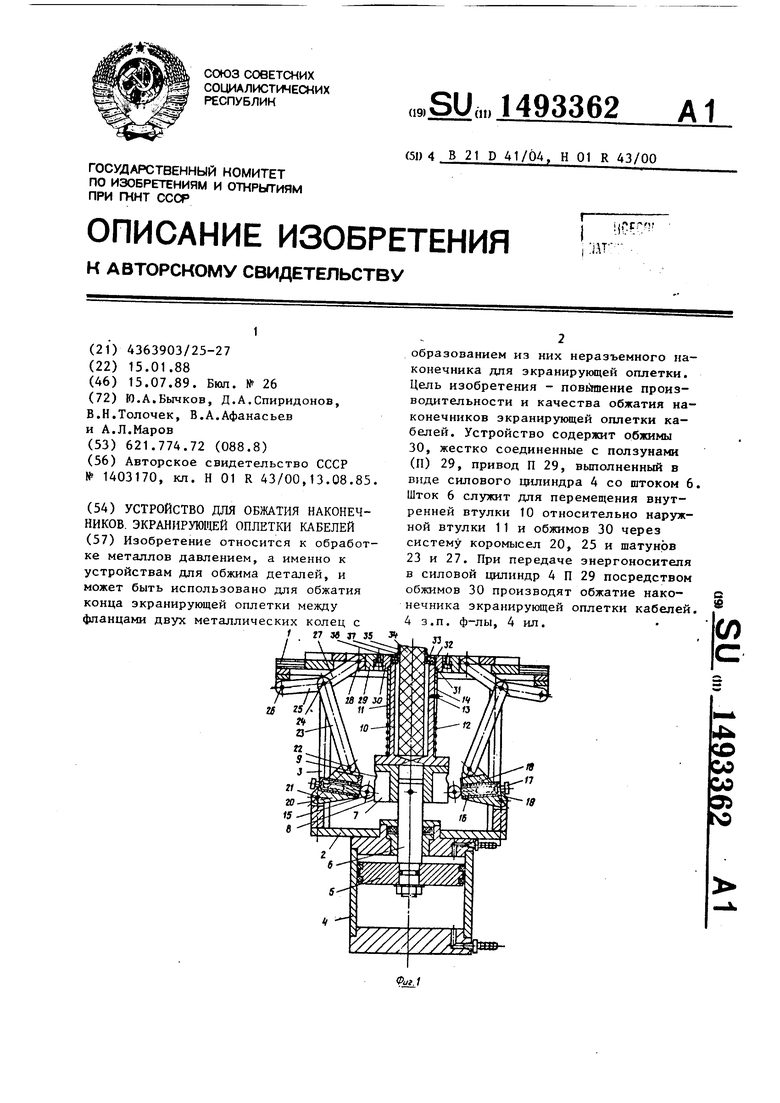
27 2В 23 30
32 зг
Фиг.2
f
. х
Фиг.:5
, 2ff JO 2 10 35
Редактор А.Огар
Составитель О.Макарова Техред М.Дидык
Заказ 3925/13
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
ФигЛ
Корректор Н.Король
Подписное
| Устройство для обжатия наконечников экранированных кабелей | 1985 |
|
SU1403170A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
