1
Изобретение относится к пенточно-шлифовальным станкам, преимушественно, для обработки криволинейных поверхностей двойной кривизны, например прикомлевых участков лопаток газотурбинных двигателей, у экими абразивными лентами.
Известны ленточно-шлифовальные станки, в которых перемещающие узкую ленту опорные ропики имеют профильную рабочую поверхность. Лента в этих, станках перемещается вместе с роликами, но относительно осей вращения роликов поперечных движений не имеет .
При обработке сложно-фасонных поверхностей на известных станках с выходом ленты за края детали, что необходимо для повьшен.ия точности обработки, резко увеличивается давление поджима детали к ленте. Это приводит к снижению стойкости ленты или ее обрыву..
Цель изобретения - повышение стойкости ленты путем сохранения давления поджима к ней обрабатываемой детали при выходе ленты за края детали.
Достигается она тем, что механизм поперечного перемещения ленты кинематически вязан с механизмом поджима к ней обраатываемой детали.
Это кинематическая связь выполнена в виде кулачкового механизма, соединенного пружиной с механизмом поджима обрабатываемой детали к абразивной ленте.
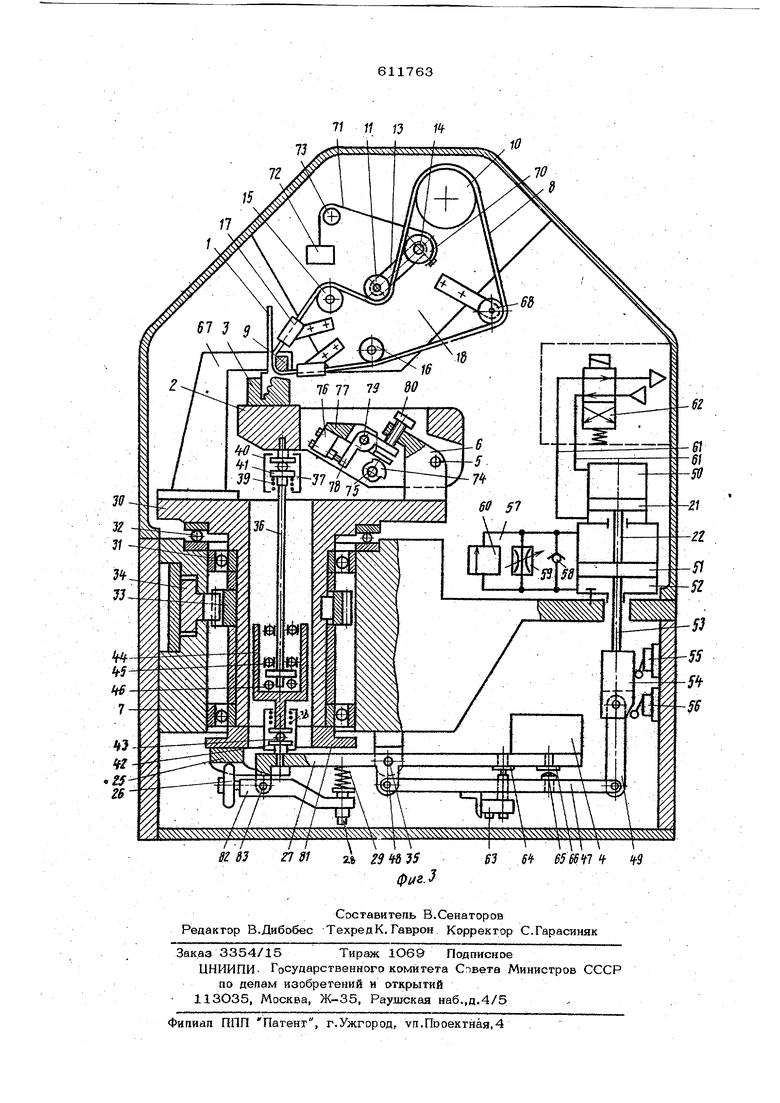
На фиг. 1 изображен станок, в котором узкая- абразивная лента совершает попере ные движения относительно обрабатываемой Детали и jcoitTakTHoro копира ; на фиг. 2 - сечение Аг-А на фиг. 1 ; на фиг.З - вариант станка, в кото ром узкая абразивная лента вращается, в одной и той же неподвижной плоскости, а обрабатываемая деталь сконтактным копиром перемещаются относительно ленты.
Станок { фиг.1 и 2 ) содержит механизм подачи обрабатываемой детали 1 на врезание ( механизм поджима обрабатываемой детали к ленте), выполненный в виде коромысла 2 подачи, на котором установлены крепежное приспособление 3 и груз 4, величина которого регулирует усилие поджима Р коромысло может поворачивать- ся аокруг оси 5, установленной на крон™ (штейнёб.. 6, закрепленном на станине 7 ; огибаемый явижушейся абразивной лентой 8 контактный копир 9, закрепленный на станйке, ведущий шкив Ю, натяжные ролики 11 и 12, установленные на коромысле 13, имеющем возможность поворачиваться вокруг оси 14, например, под действием пружины или груза ( на чертеже не нзсбраже- ны) ; механизм поперечного перемещения ленты, содержащий перемешающие ее ролиХ.К 15 и 16, рабочие поверхности которых выполнены профильными, например, вогнутым Е желобки с бортами 17. Ролики 15, 16 и желоб ш 17 .закреплены на ппите 18. Пли та 18 закреплена на ползуне 19, имеюшем возможность перемешаться в направляющих 2О. Для перемещелия ползуна используется силовой пкевмо- или гидроцилиндр, для. чего в ползуне выполнено цилиндрическое отверстие а ( фиг.2). С поршнем 21 силового ципикдра жестко соединен шток 2, второй коней которого кронштейном 23 закреплен на станине станка. На последней установлена насосная станция 24. Кинематическая связь между механизмом поперечного перемещения ленты и механизм поджима обрабатываемой детали к ленте осу шесгБляется кулачковым механизмом, соединеннь м пружиной с механизмом поджима обр батываемой Детали к ленте. Кулачковый механизм содержит смонтиро ванный на ползуне 19 кулачок 25, с которы взаимодействует свободно вращающийся ролик 26s установленный на коромысле 27, имеющем возможность i поворачиваться вокруг оси 5. На Егором конце коромысла 27 установлен винт 28, поджимающий пружину 29 к одному из плеч коромысла подачи 2. При работе станка от ведущего шкива Ю вращается абразивная лента 8, под действи ем веса коромысло. 2 стремится повернуться вокруг оси 5 по часовой стрелке, поджимая закрепленную на нем обраба.тываемую деталь 1 к ленте. В штоковую и бесштоковую полос ти силового цилиндра поочередно подается давление рабочей, среды в результате чего ползун 19, отталкиваясь от поршня 21, жес ко закрепленного на станине 7 с помощью штока 22 и кронштейна 23, совершает возвратно-поступательные перемещения в направляющих 2,0, Вместе с ползуном плита 18 перемещает ролики 15, 16 и желобки 17, сообщающие ленте поперечные к плоскости ее вращения движения. Кулачок 25, перемещаясь вместе с ползуном 19, чер.ез ролик; 26 поворачивает коромысло 27 вокруг оси 5 При этом меняется сжатие пр жины 29, а следовательно,и усилие давления пружины на коромысло псх дачи 2. Итак, давление поджима детали к ленте изменяется по заданному кулачком закону в различных местах обрабатываемой детали. В частности, в крайних положениях ленты на копире 9, когда она выходит за края обрабатываемой детали ( на фиг.2 в одном из крайних положений лента изображена пунктиром), давление поджима детали к ленте уменьшается, что повышает ее стойкость. Изобретение может быть использовано в станках другой конструкции (фиг.З),когда, например, узкая абразивная лента вращается и одной и той же плоскости в пространстве, а обрабатываемая деталь с контактным кр.пиром совершают поперечные к плоскости вращения ленты движения. Шпиндель ЗО этого станка установлен на станине 7 на радиальных 31 и упорном. 32 подшипниках. С шпинделем жестко связана шестерня 33, взаимодействующая с зубчатой рейкой 34, перемеш нием которой шпинделю сообщают качания вокруг его оси ( механизм перемещения зубчатой рейки на чертеже не изображен). Обрабатываемая деталь 1 с помощью крепежного приспособления 3 установлена на базовой площадке коромысла 2 подачи, имеющего возможность поворачиваться вокруг оси 5 кронштейна 6, установленного на планшайбе шпинделя ЗО. Ось 35 второго коромысла механизма подачи - коромысла 27, несущего груз 4, создающий необходимое усилие поджима обрабатываемой лопатки к ленте, установлена на станине станка под шпинделем. Кинематическая связь коромысел 2 и 27 осуществлена через толкатель .36, проходящий через внутреннюю полость шпинделя. Толкатель шарнирно связан с коромыслами специальными муфтами 37 и 38, в которых между cтянyты ш пружинами 39 в кожухах 4О полумуфтами 41 и 42 расположены шарики 43. Чтобь вращение шпинделя не передавалось на муфту 38, она соединена с Толкателем 36 подшипниковой муфтой 44, содержащей подшипники 45 качения и упорный подшипник 46. Механизм подачи 1станка. имеет узел размерной автоматической поДачи, состоящий из коромысла 47 с осью поворота 48, тяги 49 и пневмоцилиндра 5О подачи. Поршень 21 пневмоцилиндра 5О штоком 22 соединен с поршнем 51 гидротормоза 52. Шток 53 поршня 51 на конце имеет кулачок 54, взаимодействующий с путевыми переключателями 55 .и 56, установленными на станине 7. Коромысло. 47, тяга 49 и шток 53 соединены между собой шарнирно. Верхняя и нижняя полости гидротормоза 52 соединены между сегбой через гидроузел 57, содержащий об ратный клапан 58, дроссель 59 и кран 6О, управляемый переключателем 55. Подача воз духа в цилиндр 5Ojno трубам 61 от пневмосети производится чорез золотник 62 с элек управлением (соленоид)., На коро мысле 47 закреплен микропереключатель 63, взаимодействующий с упором 64 коромыс 1а 27. Коромысла 47 и 27 взаимодействуют также через установленные на них упоры 65 и 66. Контактныйкопир 9 кронштейном 67 закреплен на планшайбе шпинделя ЗО. Бесконечная образивная лента 8 огибает ведуший шкив 1О, натяжной ролик.- 11,направляюшие ролики 15,16,68, а также уде1 живаюшие ее от смещечия желобки 17 и копир 9. Натяжной ропик 11 установлен на рычаге 13, имекЬщем возможность поворачиваться вокруг оси 14. С рычагом 13 жестко связан ) 7 О, на котором закреплен огибающий. его трос 71, несущий груз 72, которым создается нужное натяжение ленты. Трос 71 перекинут через свободно вращающийся ролик 73. Плита 18 с закрепленными на ней роликами -15,16,6 8, 11, ведущим шкивом 1О, и желобками 17 расположена на станине 7, На коромысле 2 установлен компенсатор износа ленты, содержащий кулачок 74 с осью 75 вращения, микропереключатель 76, коромысла 77 и 78 с общей осью 79 вращения.ТТервые концы коромысел внутренними сторонами взаимодейст-вуют между собой а наружными с кулачком 74 и упором 8О, выполненнь1М в виде микрометрического винта, установленного на кронштейне 6. Микропереключатель 76 установлен на левом конце коромысла 77 и взаимодействует с левым плечом коромысла 78. . Кинематическая связь, механизма jnoneречного перемещения обрабатываемой детали относительно ленты с мех;анизмом поджима детали к ленте осуществлена кулачковым механизмом и пружиной. Кулачковы механизм содержит кулачок 25, закрепленный на шпинделе с помощью кольца 81, и взаимодействующий с кула ролик 26, установленный на коромысле 82 имеющем возможность поворачиваться вокруг оси 83, закрепленной на коромысле 27. На другом конце коромысла 82 установлен винт 28, поджимающий пружину 29 к коромыслу 27. При работе станка вращается абразивная лента и совершает качания вокруг своей оси шпиндель ЗО, перемещающий деталь 1 с кон тактным копиром 9 относительно узкой а&. разивной ленты 8, при этом сжатый воздух подается в верхнюю полость силового пне&моцилиндра ЬО, поршень которого, быстро опускаясь вниз, чероз шток 22 поршень ь 51, шток 53, кулачок 54 и тягу 49 поворачивает коромысло 47 вокруг оси 48, давая возможность поворачиваться вокруг оси 35 коромыслу 27 под действием груза 4. Коромысло 27 под действием груза 4 через толкатель 36 и муфты 37,38 и 44 поворачивает коромысло 2 вокруг оси 5, осуществляя тем самым быстрый подвод детали 1 к абразивной ленте. При этом масло Мэ нижней: полости гидротормоза 52 свободно выдавливается поршнем 51 через открытый кран 6О и частично через дроссель 59 гидроузла 57 в верхнюю полость гидротормоза 52. В конце подвода кулачок 54 действует на переключатель 55; который дает сигнал на закрытие крана 6О гидроузла 57. После закрытия крана масло выдавливается из нижней в верхнюю полость гидротормоза 52 только через дроссель 59, регулировкой которого задаегся необходимая для осуществления заданной величины подачи скорость перетекания масла. В процессе гачания шпиноеля ЗО вокруг его оси вместе с ним совершает качатепьные движения и кулачок- 25, воздействующий через ролик 26 коромысла 82 на пружину 29, усилие которой передается на кс ромысло 27 подачи. Это перемещение в процессе качания шпинделя через толкатель 36 и муфты 37 и 38 передается на коромысло 2, которое в различных угловых положениях шпинделя ЗО, поджимает деталь 1 к ленте 8 и копиру переменным усилием, закон изменения -которого задан профилемкулачка 25. Подача врезания идет до момента замыкания цепи: кулачок 74 - правые концы коромысел 77 и 78 - yiiop 8О. В момент замыкания этой цепи срабатывает датчик 76, который блокирует датчик 63, Дава возможность поворачиваться коромыслу 47 до момента воздействия кулачка 54 На переключатель 56, который дает команду на быстрый отвод рычага подачи с обрабатываемой деталью от ленты и выкпючениецикла. При этом в течении времени от момента замыкания цепи компенсатора износа ленты до срабатывания переключателя 56 идет процесс выхаживания. При быстром отводе обрабатываемой детали от ленты воздух, поступая в нижнюю полость пневмоцилиндра 5О, перемещает поршни 21 и 51 вверх.При этом масло из верхней полости гидротормоза 52 через обратный клапан 58, дроссель 59 ( а при отключении переключателя 55 и через кран 6О) гидроузла 57 свободно перетекает в нижнюю полость гидротормоза 52.
Величина получаемого положительного эффекта в описываемом станке зависит от ширины абразивной ленты, размеров обрабаТываемсй детали и режимов обработки ( в первую очередь - от усилий поджима обрабатываемой детали к ленге).
Формула изобретения
1. Ленточно - шлифовальный станок, содержащий механизм поджима обрабатываемой детали к абразивной ленте и механизм взаимного поперечного перемещения ленты относительно детали, отпичаюшийся тем, что, с целью повышения стойкости ленты путем сохранения ее поджима к детали при вьгходе ленты за края детали, механизм поперечного перемещения ленты кинематически связан с механизмом поджима детали к ней.
2, Станок по п. 1, о т л и ч а ю щ и йс я тем, что указанная кинематическая связь выполнена в виде кулачкового механизма, соединённого пружиной с механизмом поджима обрабатываемой детали к лейте.
Источники информации, принятые во внимание при экспертизе ;
1. Мигунов В,М. и др. Ленточно-шлифовальный станок ЗЛШ-б. - Станки и инструмент № 4, 1974,.с. 12.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточношлифовальный станок | 1976 |
|
SU657974A1 |