фиг. /
(Л
со
00
со со
00
Изобретение относится к обработке металлов давлением и может быть использовано в ма1ииностроении, в частности в атомном машиностроении и котлостроении для получения взрывающейся проволоки переменного сечения электровзрывных патронов для электроимиульсной развальцовки труб.
Цель изобретения - рас1нирение технических возможностей за счет соединения концов нроволок, различных по диаметру.
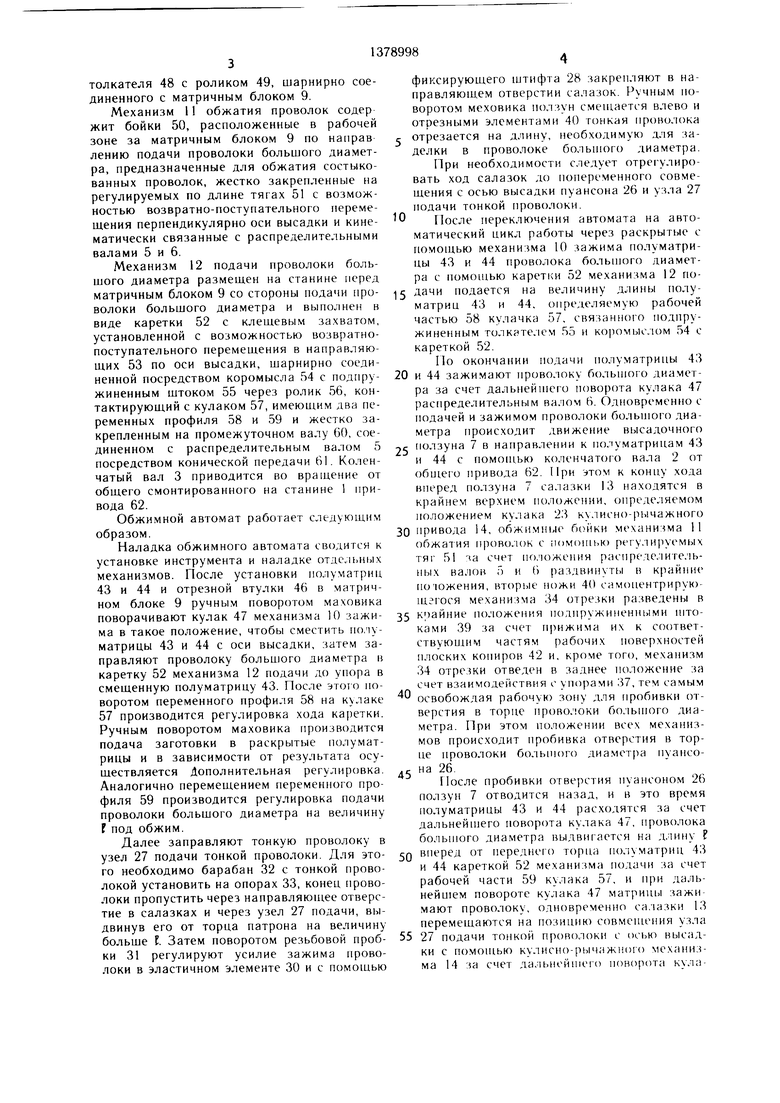
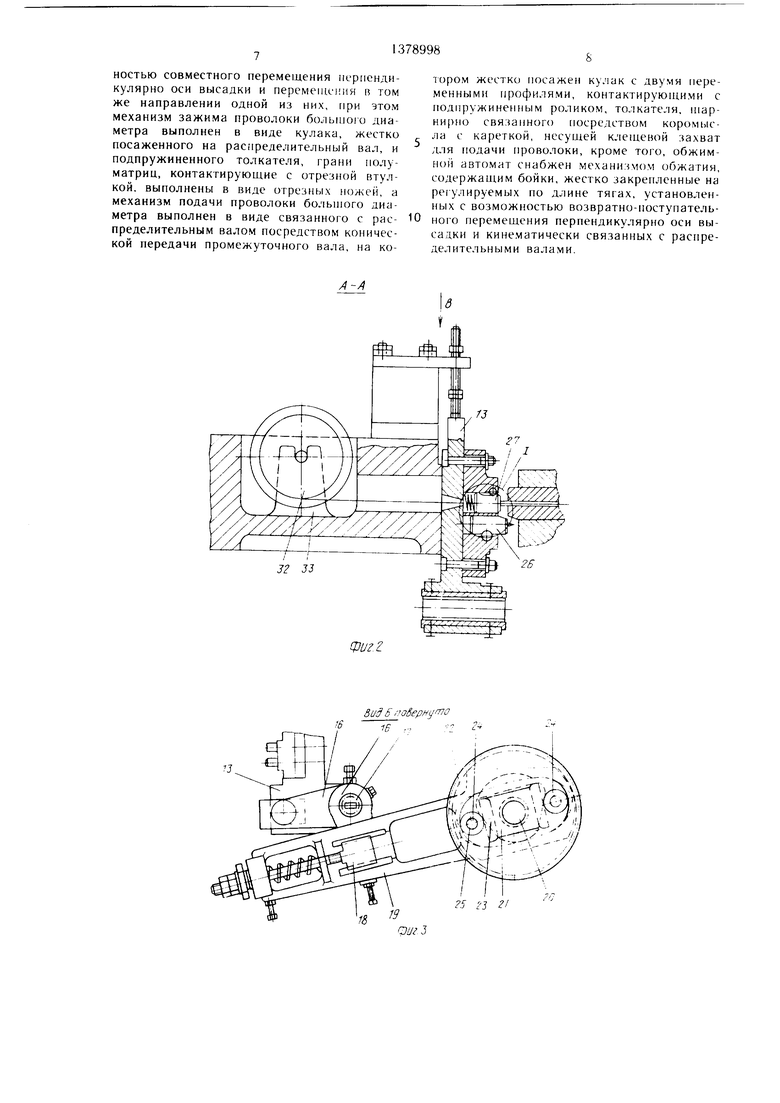
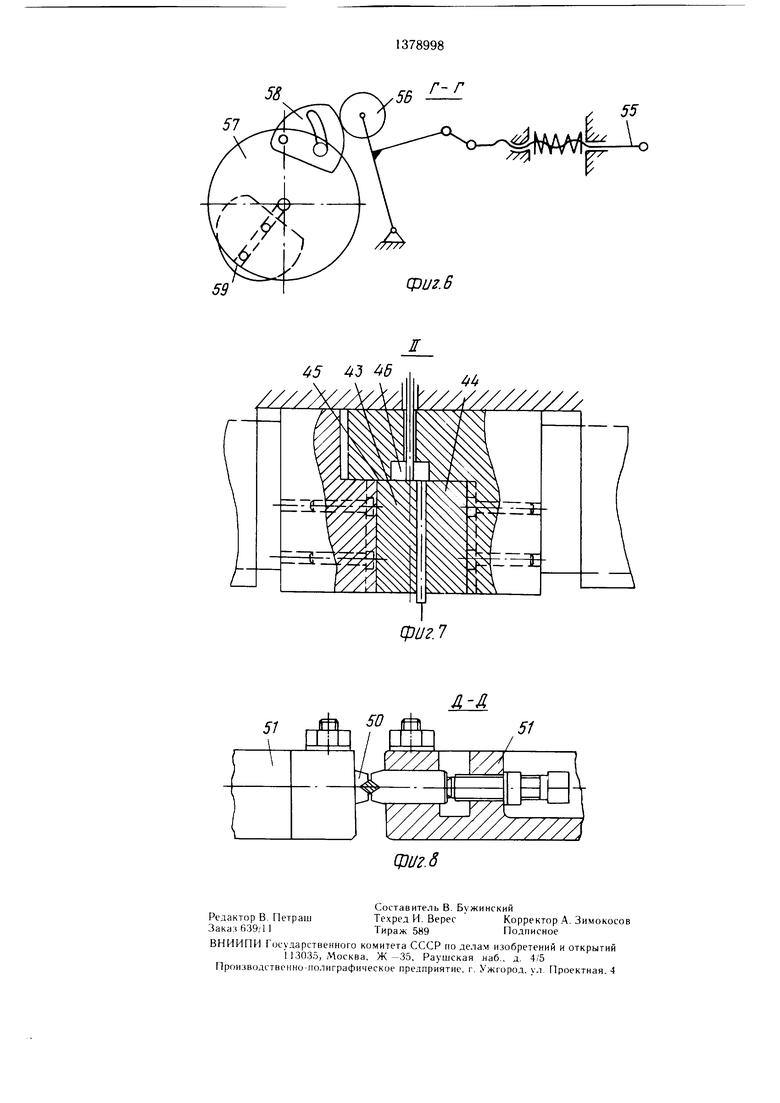
На фиг. 1 изображена кинематическая схема обжимного автомата; на фиг. 2 - разрез А А на фиг. 1, салазки в момент обжима; на фиг. 3 - вид Б на фиг. I; на фиг. 4 - узел I на фиг. 2; на фиг. 5 - вид В на фиг. 2. ползун с салазками, механизм отрезки тонкой проволоки, бойки механизма обжатия и матричный блок в момент обжима концов провсхюк; на фиг. 6 разрез Г Г на фиг. 1; на фиг. 7 y;ie, i II на фиг. I, матричный б. юк в момент обрезки ироЕюлоки бо. 1Ы1101 о диаметра; на фиг. 8 разрез Л Л на фиг. 5, iio, io- жение бойков в момент обжима концов
|||)()Н).1()К.
Обжимной автомат содс)жит смонтиро- 1 аннЬз1Й на станине 1 коленчатый вал 2, взаимодействующий посредством конических ) 3 и 4 с раснреде, 1ительными валами Г) и 6 с передаточным ()тнон1ением 1:2, высадочный но;1зун 7, связанный с коленчатым валом посредством Н1атуна 8, матричный блок 9, смонтированный с возможностью не)емен1ения нернендикулярно оси высадкипрямой геометрической линии
совмещения осей встречных подач прово- .10К. нредпазначенн|)1Й для зажима и от- pi iKii проволоки бо;|ыпого диамст 1а с помощью мехапизма И) зажима, механизм 1 1 обжатия нроволок, кинематически связанный с распреде:1ите. 1ьными ва.чами 5 и ti, механизм 12 подачи проволоки бо;1ь ного диаметра, кинематически связа)ный с раснреде- . 1ите..1ьным вало.м 5.
Высадочный но.чзун 7 снабжен салазками 13, закрепленными в направляющих, ()лнепных на нолзуне, с возможностью возвратно-посту нательного пе|)емец1ения но вертика;н1 нернендикулярно оси высадки и кинематически связанн1)1ми посредством ку- лисно-)ычажного |финода 14 и зубчатой передачи 1Г) с ко. 1епчатым валом 2, при этом ку,1исно-рычажный привод сскдоит из двуплечего р1)1чага 16, установ.ченн()1Ч) на станине с возможностью поворота вокруг оси 17. одно нлсчо когорого LiiapHHpno соединено с салазками 13, а д)угое через по.1зу1нку 18 с кулисой 19, установленной на Ba. iy 20 носредством сухаря 21 совместно с нестер- ней 22 зубчатой передачи 15, на которой установлен кулак 23, взаимодействующий с роликами 24, рас11о, 1оже1и{ыми на жестко закреплепны.х на кулисе осях 25 с возмож- П(сгью ||ово)оту вокру|- последних.
0
0
5
Салазки 13 снабжены жестко закрепленным на них пуансоном 26 и узлом 27 подачи тонкой проволоки, расположенными в вертикальной плоскости, проходящей через ось высадки, при этом салазки 13 имеют сквозное отверстие, обеспечивающее свободный проход тонкой проволоки к узлу 27 подачи. Узел 27 подачи тонкой проволоки выполнен в виде подпружиненного патрона, закрепленного в направляющем отверстии салазок с возможностью возвратно-поступа- те;1ьного перемещения, ограниченного фиксирующим 1НТИФТОМ 28, входящим в глухую лыску 29, расположенную на наружной поверхности патрона. Кроме того, патрон со- 5 держит эластичный элемент 30 фиксации тонкой проволоки, поджатый резьбовой пробкой 31 с отверстием для прохода тонкой проволоки.
Высадочный ползун снабжен барабаном 32 с тонкой проволокой, установленным на нолзуне на открытых опорах 33 за салазками 13. Кроме того, ползун снабжен само- центрируюн1имся механизмом 34 отрезки тонкой проволоки, выполненным в виде двух си.мметрично расположенных относительно оси высадки подпружиненных колонок 35, размепгенных в направляющих 36, выполненных на ползуне, с возможностью возвратно-поступательного перемещения параллельно ocfi высадки при периодическом взаимо- дейсгвии их с ограничительными упорами 37, вьнюлненными на станине. Выступающие из н(.)лзуна концы ко,чонок имеют направляю- пще 38, в которых размепгены штоки 39 с жестко закрепленными на них с одной стороны режупи1ми элементами другой сто- )оны подпружиненные обкатными роликами 41, контактирующими с плоскими копирами 42, закрепленными на станине с возможностью перемещения вдоль оси высадки для регулирования длины отрезаемой части тонкой п)оволоки. Форма копиров 42 обес- нечивает возможность возвратно-поступательного перемещения HITOKOB 39 с режущими элементами 11е)1ендикулярно оси высадки для отрезки тонкой проволоки на заданной длине и для освобождения рабочей для стыковки проволок.
5
Матричный б. цж 9 расположен но оси
высадки перед ползуном со стороны подачи проволоки больпюго диаметра и выполнен в виде двух под |ружиненных полуматриц 43 и 44, установленных с возможностью пере0 мепимжя перпендикулярно оси высадки и 11еремен1епия в том же направлении одной из них - 43. Грань 45 нолуматрицы 43 выполнена в виде (лрезного ножа, контактирующего с отрезной втулкой 46. Зажим проволоки больпюго диаметра в матричном
5 блоке 9 осуществляется с помощью меха- низ.ма 10 зажима, выполненного в виде кулачка 47, жестко закрепленного на распределительном валу 6, и подпружиненного
0
5
0
толкателя 48 с роликом 49, шарнирно соединенного с матричным блоком 9.
Механизм 11 обжатия проволок содер жит бойки 50, расположенные в рабочей зоне за матричным блоком 9 по направ лению подачи проволоки большого диаметра, предназначенные для обжатия состыкованных проволок, жестко закрепленные па регулируемых по длине тягах 51 с возможностью возвратно-поступательного перемещения перпендикулярно оси высадки и кинематически связанные с распределительными валами 5 и 6.
Механизм 12 подачи проволоки большого диаметра размещен на станине перед матричным блоком 9 со стороны подачи проволоки больщого диаметра и выполнен в виде каретки 52 с клещевым захватом, установленной с возможностью возвратно- поступательного перемещения в направляющих 53 по оси высадки, шарнирно соединенной посредством коромысла 54 с подгфу- жиненным штоком 55 через ролик 56, контактирующий с кулаком 57, имеющим два переменных профиля 58 и 59 и жестко закрепленным на промежуточном валу 60, соединенном с распределительным валом 5 посредством конической передачи 61. Коленчатый вал 3 приводится во вращение от общего смонтированного на станине 1 привода 62.
Обжимной автомат работает следующим образом.
Наладка обжимного автомата сводится к установке инструмента и наладке отдсочьных механизмов. После установки полуматриц 43 и 44 и отрезной втулки 46 в матричном блоке 9 ручным поворотом маховика поворачивают кулак 47 механизма 10 зажима в такое положение, чтобы сместить полу- матрицы 43 и 44 с оси высадки, затем заправляют проволоку большого диаметра в каретку 52 механизма 12 подачи до упора в смещенную полуматрицу 43. После этого поворотом переменного профиля 58 на кулаке 57 производится регулировка хода каретки. Ручным поворотом маховика производится подача заготовки в раскрытые полуматрицы и в зависимости от результата осуществляется Дополнительная регулировка. Аналогично перемещением переменного профиля 59 производится регулировка подачи проволоки большого диаметра на величину f под обжим.
Далее заправляют тонкую проволоку в узел 27 подачи тонкой проволоки. Для этого необходимо барабан 32 с тонкой проволокой установить на опорах 33, конец проволоки пропустить через направляющее отверстие в салазках и через узел 27 подачи, выдвинув его от торца патрона на величину больше I. Затем поворотом резьбовой пробки 31 регулируют усилие зажима проволоки в эластичном элементе 30 и с помощью
фиксирующего штифта 28 закрепляют в направляющем отверстии салазок. Ручным поворотом меховика ползун смеп1ается влево и отрезными элементами 40 тонкая проволока
отрезается на длину, необходимую для заделки в проволоке больнюго диаметра. При необходимости следует отрегулировать ход салазок до попеременного совмещения с осью высадки пуансона 26 и узла 27 подачи тонкой проволоки.
После переключения автомата на автоматический цикл работы через раскрытые с помощью механизма 10 зажима полуматрицы 43 и 44 проволока больпюго диаметра с помощью каретки 52 механизма 12 по5 дачи подается на величину длины полуматриц 43 и 44. определяемую рабочей частью 58 кулачка 57. связанного подпружиненным толкате. юм 55 и коромьк 1ом 54 с кареткой 52.
По окончании подачи полуматрицы 43
0 и 44 зажимают проволоку большого диаметра за счет дальнейшего поворота кулака 47 распределительным валом 6. Одновременно с подачей и зажимом проволоки большого диаметра происходит движение высадочного
5 ползуна 7 в направлении к полуматрицам 43 и 44 с помощью коленчатого вала 2 от общего привода 62. При этом к концу хода вперед ползуна 7 салазки 13 находятся в крайнем верхнем положении, определяемом положением кулака 23 кулисно-рычажного
0 привода 14, обжи.мные бойки механизма 11 обжа1ия проволок с помо1пу,ю регулируемых ТЯ1 51 за счет по.чожепия распреде.питель- ных валов 5 и ( раздвинуты в крайние по южения, вторые ножи 40 самоцентрирующегося механизма 34 отрезки разведены в
5 крайние положения подпружиненными IHTO- ками 39 за счет прижима их к соответствующим частям рабочих поверхностей плоских копиров 42 и. кроме того, механизм 34 отрезки отведен в заднее положение за счет взаимоде11ствия о упорами 37, тем самым
освобождая рабочую зону для пробивки отверстия в торце проволоки больпюго диаметра. При этом положении всех механизмов происходит пробивка отверстия в торце проволоки большого диаметра пуансона 26.
После пробивки отверстия пуансоном 26 ползун 7 отводится назад, и в это время полуматрицы 43 и 44 расходятся за счет дальнейшего поворота кулака 47, проволока большого диаметра выдвигается на д.пину Р вперед от переднего торца полуматриц 43 и 44 кареткой 52 механизма подачи за счет рабочей части 59 кулака 57, и при дальнейшем повороте кулака 47 матриши зажимают проволоку, одновременно са.чазки 13 перемещаются на позицию совменн-ния узла
5 27 подачи тонкой проволоки с осью высадки с помощью кулисно-рычижпого механизма 14 за счет дальнейшего поворота кула5
0
ка 23 и находятся в данном положении до сближения ползуна 7 с полуматрицами 43 и 44, при котором конец тонкой проволоки вводится в пробитое отверстие проволоки больп ого диаметра. Обжимные бойки 50 в это время сходятся и после полной стыковки проволок обжимают их, а во время обжима подпружиненный узел 27 подачи тонкой проволоки за счет свободного хода в салазках 13 выстаивает заданное на обжим время независимо от движения назад.
При дальнейп1ем повороте коленчатого вала 2 ползун 7 начинает ход назад, при котором обжимные бойки 50 расходятся, а тонкая проволока при этом сматывается с барабана 32, правится за счет заделки ее в проволоку большого диаметра с помощью протягивания ее через эластичный элемент 30 узла 27 подачи тонкой проволоки, который выдвигается из салазок 13 до упора.
новленный с возможностью возвратно- поступательного перемещения вдоль оси высадки матричный блок, размеш,енный соосно с высадочным ползуном, состоящий из двух полуматриц, одна из которых подпружинена, механизмы подачи, зажима и отрезки материала, каждый из которых кинематически связан посредством кулачково-рычажных приводов с распределительными валами, отличающийся тем, что, с целью расшире- ползуиа 10 ния технических возможностей за счет соединения концов проволок, различных по диаметру, преимущественно при изготовлении электровзрывных патронов для электроимпульсной развальцовки труб, кинематическая связь между коленчатым валом и распределительными валами выполнена с передаточным отношением 1:2, высадочный ползун снабжен салазками, установленными с возможностью возвратно-поступательного перемещения по вертикали перпендикулярно
После этого происходит отрезка тонкой про- 20 - высадки и кинематически связанными

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Гвоздильный автомат | 1978 |
|
SU820998A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| АВТОМАТ ДЛЯ ВЫСАДКИ ГВОЗДЕЙ | 1973 |
|
SU366659A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |

Изобретение относится к области обработки металлов давлением и позволяет расширить т хнические возможности за счет автоматического соединения концов проволок разного сечения. Обжимной автомат содержит смонтированный на станине 1 коленчатый вал 2, взаимодействуюший посредством конических пар 3 и 4 с распределительными валами 5 и 6, высадочный ползун 7, связанный с коленчатым валом посредством шатуна 8, матричный блок 9, смонтированный с возможностью перемещения перпендикулярно оси высадки, предназначенный для зажима и отрезки проволоки большого диаметра с помощью механизма зажима 10, механизм обжатия 11 проволок, механизм подачи 12 проволоки большого диаметра. На ползуне 7 смонтированы салазки 13 и механизм отрезки тонкой проволоки 34. 8 ил.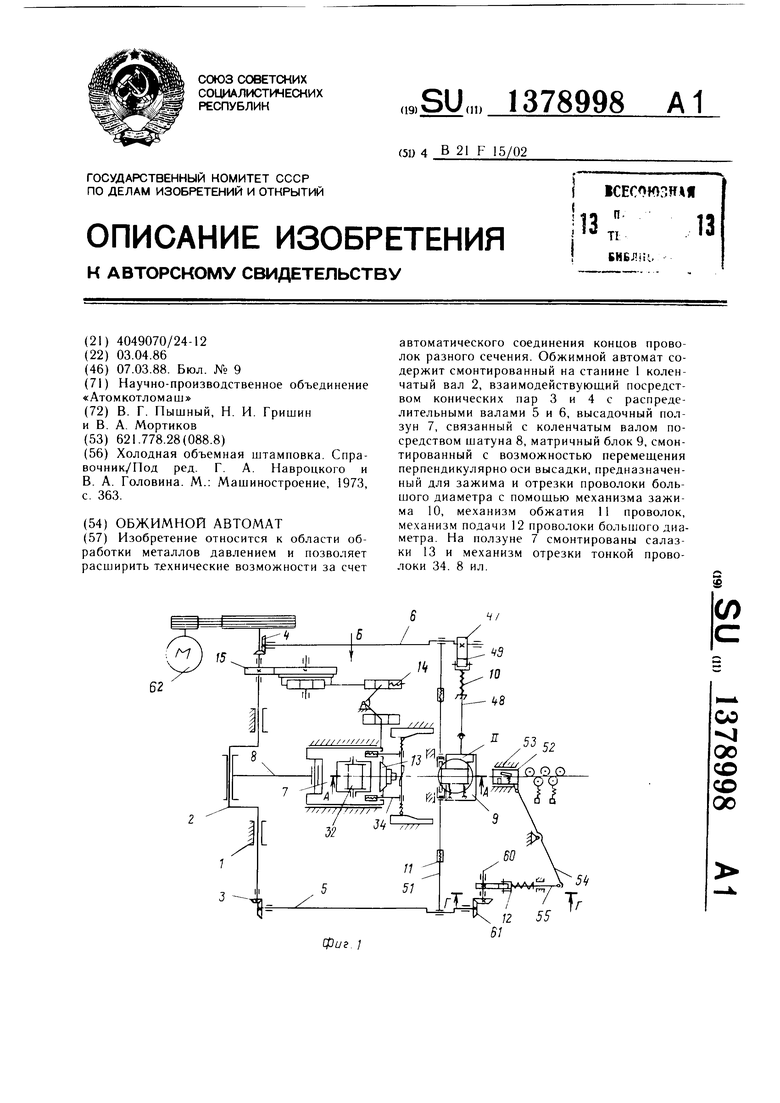
волоки на постоянном расстоянии от торца узла 27 подачи и заданной длины за счет 1 ыдвижения вперед до упора подпружиненных колонок 35 механизма 34 отрезки и заранее установленных на заданную длину отгюсредством кулисно-рычажного привода и зубчатой передачи с коленчатым валом, при этом салазки снабжены жестко закрепленными пуансоном и узлом подачи тонкой проволоки, установленными с возможностью
резки плоских копиров 42, обуславливающих 25 периодического совмещения с осью высадки.
движение связанных с ними режущих элементов 40. После отрезки тонкой проволоки ползун 7 продолжает двигаться назад при этом салазки 13 перемещаются в исходную позицию совмещения пробивного пуансона с осью высадки за счет поворота кулака 23. В это же время обе подпружиненные полуматрицы 43 и 44 матричного б. юка 9 под действием кулака 47 перемещаются в одном направлении поперек оси нысадки и своей задней кромкой отрезают проволоку большого диаметра, взаи.модейст- вуя с отрезной втулкой 46, и при даль- повороте кулака 47 возвращаются в положение совмещения своей оси с осью высадки, раздвигаются и при очередной пода30
35
причем узел подачи тонкой проволоки выполнен в виде патрона с размещенным внутри него эластичным элементом фиксации тонкой проволоки, подпружиненно закрепленного с возможностью возвратно- поступательного перемещения в направляющем отверстии салазок посредством фикси- руюпхего щтифта, сопряженного с глухой лыской, выполненной на наружной поверхности патрона, кроме того, высадочный ползун снабжен барабаном для тонкой проволоки, установленным на ползуне на открытых опорах за салазка.ми и самоцентрируемым механизмом отрезки тонкой проволоки, выполненным в виде двух симметрично расположенных относительно оси выче проволоки бо;1ьщого диаметра готовая 40 садки колонок, несущих в своих направдеталь выталкивается. Пикл работы автомата повторяется.
Предлагаемый обжи.мной авто.мат позволяет расширить технические возможности за счег обеспечения встречной подачи двух раз- . 1ичи1 1Х по толщине проволок, одна из которых не имеет продольной жесткости, и за счет введения дополнительных механизмов обеспечить возможность соединения конпов lipoiiu.ioK (того сечения.
.1ула и:1оС)регения
Обжимной авт()м;п, содержащий смопти- pi)ii;iiiiibie на сганине к(.);1енчатый вал, кине45
ляющих щтоки с жестко закрепленными на них с одной стороны режущими элементами, а с другой - подпружиненными обкатными роликами, установленными с возможностью контактирования с введенными в устройство плоскими копирами, закрепленными на станине с возможностью перемещения вдоль оси высадки, для обеспечения возвратно-поступательного перемещения 1ПТОКОВ перпендикулярно оси высадки, . кроме того, колонки подпружиненно установлены в направляющих, выполненных в высадочном ползуне, с возможностью возвратно-поступательного перемещения параллельно оси высадки при периодическом взаимодействии их с введенными в уст- атически связанный посредством коничес- 5 ройство ограничительными упорами, вынолкпх fiafi с дхмн )аспределительными валами, к;|11|.-мат1 ь, с.ки связанный с коленчатым ва , ,,1) |||ЫЙ ползун с пуансоном и устаненными на станине, к тому же полуматрицы матричного блока выполнены подпружиненными и установлены с возмож
гюсредством кулисно-рычажного привода и зубчатой передачи с коленчатым валом, при этом салазки снабжены жестко закрепленными пуансоном и узлом подачи тонкой проволоки, установленными с возможностью
периодического совмещения с осью высадки.
0
5
причем узел подачи тонкой проволоки выполнен в виде патрона с размещенным внутри него эластичным элементом фиксации тонкой проволоки, подпружиненно закрепленного с возможностью возвратно- поступательного перемещения в направляющем отверстии салазок посредством фикси- руюпхего щтифта, сопряженного с глухой лыской, выполненной на наружной поверхности патрона, кроме того, высадочный ползун снабжен барабаном для тонкой проволоки, установленным на ползуне на открытых опорах за салазка.ми и самоцентрируемым механизмом отрезки тонкой проволоки, выполненным в виде двух симметрично расположенных относительно оси выненными на станине, к тому же полуматрицы матричного блока выполнены подпружиненными и установлены с возмож
ностью совместного перемещения перпендикулярно оси высадки и перемещения в том же направлении одной из них, при этом механизм зажима проволоки большого диаметра выполнен в виде кулака, жестко посаженного на распределительный вал, и подпружиненного толкателя, грани полу- матрнц, контактирующие с отрезной втулкой, выполнены в виде отрезных пожей, а механизм подачи проволоки большого диаметра выполнен в виде связанного с распределительным валом посредством конической передачи промежуточного вала, на ко7J
тором жестко посажен кулак с двумя переменными профилями, контактирующими с подпружиненным роликом, толкателя, щар- нирпо связанного сюсредством KOpOMiiic- ла с кареткой, несущей клещевой захват для подачи проволоки, кроме того, обжимной автомат снабжен механизмом обжатия, содержащим бойки, жестко закрепленные на рег улируемых по длине тягах, установленных с возможностью возвратно-поступательного перемещения перпендикулярно оси высадки и кинематически связанных с распределительными валами.
5 fj г/
ш/Л
J/ 29
Фиг.
виде
28 30 27
25
35 36 А
58
51
5 3 6
////))v.
фиг. 6
4
У///////////
фиг. 7
51
| Холодная объемная штамновка | |||
| Справочник/Под ред | |||
| Г | |||
| А | |||
| Навроцкого и В | |||
| А | |||
| Головина | |||
| М.: Машиностроение, 1973, с | |||
| Способ получения бензонафтола | 1920 |
|
SU363A1 |
