(21)4I76125/27-08
(22)07.01.87
(46) 15о07.89. Бюл. № 26
(71)Львовский автобусный завод
(72)А.В.Сидор, Б.В Сидор, В.Е.Стефанович, А.А.Нагреба, Ф.Ф.Хенц
и И.С.Польняк
(53)621.952.5-229.29(088.8)
(56)Авторское свидетельство СССР № 1366315, кл. В 23 В 29/02, 1986.
(54)ВИБРОУСТОЙЧИВАЯ РАСТОЧНАЯ ОПРАВКА
(57)Изобретение относится к обработке металлов резанием и может быть использовано при расточке глубоких отверстий. Целью изобретения является повышение жесткости оправки за
счет изменения плотности распределения массы вязкоупругого материала. В корпусе I оправки установлены основной стержень 2 и дополнительный стержень 3, причем стержень 3 установлен в отверстии, вьтолненном в стержне 2, а между коническими поверхностями 4 и 5 корпуса I и стержня 2 размещен вязкоупругий материал 6, За счет смещения дополнительного стержня 3 создаются растягивающие усилия, а за счет смещения основного стержня 2 создается изменение плотности вязкоупругого материала 6. Одновременное сочетание двух этих регулировок позволяет повысить эффект виброгашения. 2 ил.
с в
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Консольная расточная оправка | 1976 |
|
SU584979A2 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| Расточная оправка | 1985 |
|
SU1284718A1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Расточная оправка | 1989 |
|
SU1646692A1 |
| РАСТОЧНАЯ ОПРАВКА | 1992 |
|
RU2067512C1 |
| Расточная оправка | 1989 |
|
SU1696157A1 |
| Расточная оправка | 1985 |
|
SU1291294A1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2796967C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при расточке глубоких отверстий. Целью изобретения является повышение жесткости оправки за счет изменения плотности распределения массы вязкоупругого материала. В корпусе 1 оправки установлены основной стержень 2 и дополнительный стержень 3, причем стержень 3 установлен в отверстии, выполненном в стержне 2, а между коническими поверхностями 4 и 5 корпуса 1 и стержня 2 размещен вязкоупругий материал 6. За счет смещения дополнительного стержня 3 создаются растягивающие усилия, а за счет смещения основного стержня 2 создается изменение плотности вязкоупругого материала 6. Одновременное сочетание двух этих регулировок позволяет повысить эффект виброгашения. 2 ил.
Изобретение относится к обработке металлов резанием и может быть использовано при расточке глубоких отверстий.
Цель изобретения - повышение жесткости оправки за счет изменения плотности распределения массы вязкоупругого материала.
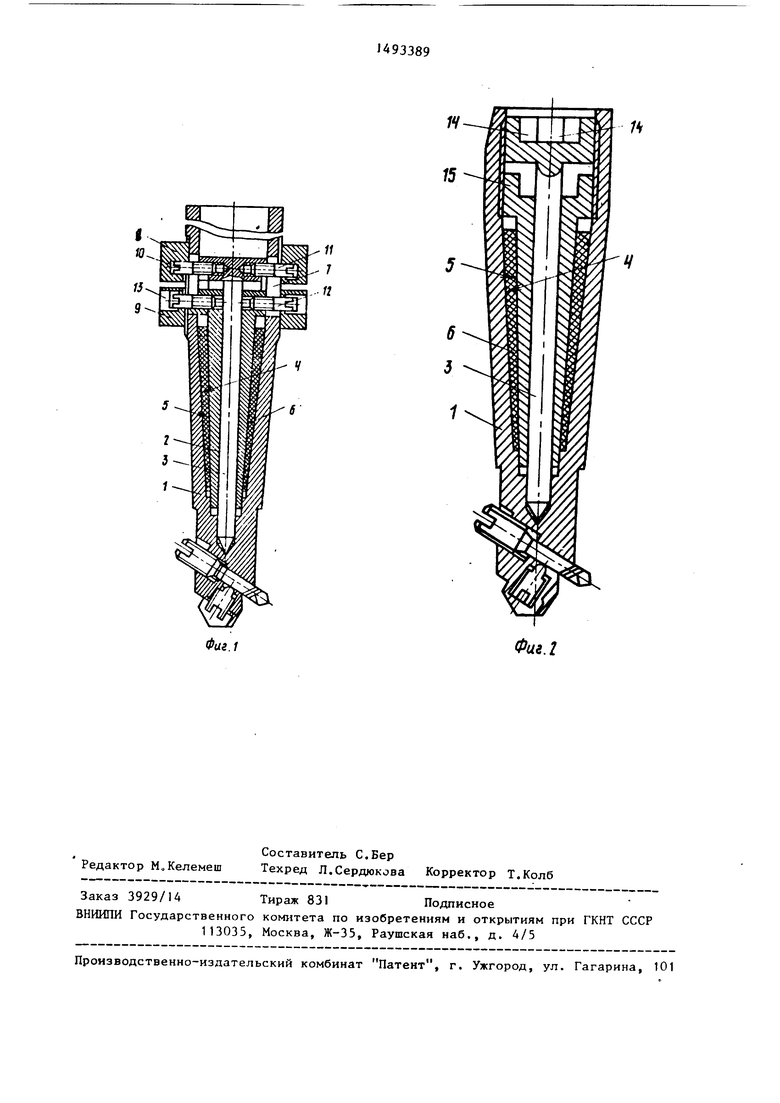
На фиг„1 изображена предлагаемая оправка с наружной регулировкой, разрез; на фиго2 - то же, с внутренней регулировкой о
Виброустойчивая расточная оправка содержит корпус 1, в отверстии которого установлен основной стержень 2 с отверстием, несущим дополнительный стержень 3 с возможностью изменения фиксации их относительно I корпуса 1 и относительно друг друга.
В корпусе 1 и на стержне 2 выполнены разной конусности конические поверхности 4 и 5, образующие регулируемый конический зазор, заполненный вязкоупругим t материалом 6 переменной толщины по длине.
Для улучшения регулировки осевого усилия путем изменения плотности вязкоупругого материала в оправке в корпусе 1 выполнены продольные пазы 7, а на корпусе J установлень; при помощи резьбы гайки 8 и 9, снабженные кольцевыми пазами 10, взаимодействующими соответственно с винтами 1I и 12, установленными в стержнях 2 и 3 с возможностью перемещения в пазах 7 корпуса 1,
В гайках 9 выполнены отверстия 13 для завинчивания винтов. Стержни 2 и
4
со
СО СО СХ) СО
3 могут быть снабжены внутренними шестигранниками 14 и 15, которые сое динены с корпусом 1 резьбой
Вязкоупругий материал 6 приклеен клеем к коническим поверхностям А и 5 корпуса 1 и основного стержня 2. Оправка работает следующим образом.
В процессе работы обрабатываемая деталь жестко закреплена в патроце (не показан), а оправка вращается с Определенным числом оборотов. В результате резонанса, наступающего при совпадении частоты собственных коле- баний оправки с частотой вынужденных колебаний, вызываемых процессом резания, возникают вибрации.
Снижение вибрации в предложенной оправке достигается повышением частоты собственных колебаний систе- за счет нагружения корпуса 1 и дополнительного стержня 3, соответственно растягивающими и сжимающими усилиями и распределением массы вязг коупругого материала 6 по длине оправки в кольцевом зазоре между коническими поверхностями 4 и 5 корпуса 1 и основного стержня 2.
Остановив вращение оправки, не снимая ее со шпинделя станка, вращением гаек 8 и 9 в результате взаимодействия их пазов 10 с винтами 11 и 12 перемещают стержни 2 и 3 относительно корпуса 1, создавая тем самым необходимое предварительное осевое растяжение корпуса 1 и дополнительного стержня 3 за счет изменения плотности вязкоупругого материала 6 коническими поверхностями 4 и 5 корпуса 1 и основного стержня 2.
В варианте оправки с внутренней регулировкой вращением шестигранника 15, перемещая основной стержень
2в корпусе 1, изменяют плотность вязкоупругого материала 6 коническими поверхностями 4 и 5. Затем устанавливают дополнительный стержень
3в отверстие основного стержня 2
и вращением шестигранника 14 создают предварительное осевое растяжение корпуса 1 и сжатие стержня 3.
Формула изобретени
Виброустойчивая расточная оправк содержащая корпус с резцом и внутреним коническим отверстием, стержень с наружной конической поверхностью, установленный в О7верстии корпуса с возможностью осевого перемещения от винтового механизма, и вязкоупру- гий элемент, размещенный между поверхностями корпуса и стержня, о т- личающая ся тем, что, с целью повьш1ения жесткости, оправка снабжена дополнительным стержнем, установленным соосно с основным стержнем в выполненном в нем отверстии с возможностью перемещения и взаимодействия с дном конического отверстия корпуса.
Фиг.1
Фиг.I
