Изобретение относится к обработке, металлов резанием и может быть использовано для обработки отверстий.
Целью изобретения является повышение виброустойчивости, системы за счет рассеивания энергии колебаний технологической системы между двумя виброгасителями.
На чертеже показана расточная оправка.
Оправка состоит из корпуса 1 с установочным конусом и режущей головкой 2, содержащей комбинированное Сверло 3 и расточной зенкер 4. В корпусе 1 оправки выполнено эксцентрическое резьбовое отверстие, а на державке режущей головки 2 - эксцентрический резьбовой стержень, причем Эксцентриситет е -отверстия и стержня одинаковьш. Для свинчивания режущей головки 2 с корпусом 1 предусмотрены лыски 5 на держателе, а для фиксиро- )зания свинченного положения - устаио- во чные винты 6. Со стороны торца эксцентрической поверхности корпуса 1 и державки режущей головки 2 про- ,сверлены в осевом направлении отверстия 7 большего диаметра и меньшей i глубины в корпусе 1 и. отверстия 8 мень . шего диаметра и большей глубины в верхней головке 2. В этих отверстиях : установлены закаленные шарики из стали 9 большего диаметра и щарики 10 меньшего диаметра соответственно. -Отверстия закрыты резьбовыми пробками. Закаленные шарики с уплотненной структурой за счет термообработки являются виброгасителями ударного действия и корпуса и режущей головки. Из-за различия диаметров шариков и их количества в корпусе 1 и реясущей головке 2 создается-различие приведенных масс, что дает возможность на10
f5
20
25
30
35
40
нированного сверла 3. В сви состоянии резьбовой хвостов сверла 3 фиксируется устано том 13, В результате поворо зьбе режущей головки 2 вели центриситета е и, следовате личина радигшьного вылета з может изменяться от О до 2 ределения величины эксцентр и, следовательно, радиально предусмотрены шкала 14 с пе ценой деления на периферии 1 и упругий указатель 15, н на резьбовой стержень держа щей головки. Упругий указат постоянно контактирует со ш при изменении эксцентрисите счет поворота реисущей голов требуемом положении упругий 15 фиксируется с помощью ви Изменение вылета расточного 4 в радиальном направлении дается изменением выпека в направле} ии из-за поворота головки 2 на резьбе. При по державки режущей головки 2 вьшет зенкера 4 в осевом на изменяется на величину шага го соединения без изменения вылета в радиальном направл Упругий указатель 15 может этом свинчен по резьбе держ -.ло щей головки 2 в противопо направлении.
Расточная оправка работ щим образом.
При нулевом значении эк тета, т.е. при совпадениижавки режущей головки 2 и в сплошном материале произ сверление отверстия и посл его расточка. При изменени
риситета до значения 2е, т
дежного рассеивания энергии колебаний .. повороте режущей головки 2
технологической системы и исключения попадания.в резонанс.частоты колебаний при изменении положения режущей головки 2 в радиальном и осевом направлениях. Со стороны торца державки режущей головки 2 соосно с конусом корпуса 1 в свинченном положении нарезана левая резьба для вывинчивания праворежущего сверла .3, для чего на резьбовом хвостовике 11 выполнены . пыски 12. На конце режущей головки 2 выполнена шейка, на которую установ- ливается расточной зенкер 4, и закрепляется на ней при ввинчивании комби50
55
имеет место наибольший выл 4 в радиальном направлении ледующей расточке сверло 3 проходит в предварительно ное отверстие. Так как вьш головки 2 можно изменять и направлении вывинчиванием е пуса 1, то этим обеспечивае можность обработки ступенча стий в сплошном материале, можно одновременно сверлить чивать отверстия, производя вание размеров вылета в рад осевом направлениях.
0
5
0
5
0
5
0
нированного сверла 3. В свинченном состоянии резьбовой хвостовик 11 сверла 3 фиксируется установочным винтом 13, В результате поворота на резьбе режущей головки 2 величина эксцентриситета е и, следовательно, величина радигшьного вылета зенкера 4 может изменяться от О до 2е. Для определения величины эксцентриситета и, следовательно, радиального вылета предусмотрены шкала 14 с переменной ценой деления на периферии корпуса 1 и упругий указатель 15, навинченный на резьбовой стержень державки режущей головки. Упругий указатель 15 постоянно контактирует со шкалой 14 при изменении эксцентриситета за счет поворота реисущей головки 2, В требуемом положении упругий указатель 15 фиксируется с помощью винта 16. Изменение вылета расточного зенкера 4 в радиальном направлении сопровождается изменением выпека в осевом направле} ии из-за поворота режущей головки 2 на резьбе. При повороте державки режущей головки 2 на 360 вьшет зенкера 4 в осевом направлении изменяется на величину шага резьбового соединения без изменения величины вылета в радиальном направлении. Упругий указатель 15 может быть при этом свинчен по резьбе державки ре- -.ло щей головки 2 в противоположном направлении.
Расточная оправка работает следующим образом.
При нулевом значении эксцентриситета, т.е. при совпаденииосей державки режущей головки 2 и корпуса 1, в сплошном материале производится- сверление отверстия и последующая его расточка. При изменении эксцентдо значения 2е, т,е,
режущей головки 2
на
при 360° с
0
5
имеет место наибольший вылет зенкера 4 в радиальном направлении. При последующей расточке сверло 3 свободно проходит в предварительно выполненное отверстие. Так как вьшет режущей головки 2 можно изменять и в осевом направлении вывинчиванием ее из корпуса 1, то этим обеспечивается возможность обработки ступенчатых отверстий в сплошном материале, т,е, возможно одновременно сверлить и растачивать отверстия, производя регулирование размеров вылета в радиальном и осевом направлениях.
1284718
Виброгасители, выполненные в виде сферических тел повышен ной плотности различной приведенной массы, установленные в обоих эксцентрически выполненных элементах оправки, работают 5 по принципу ударного действия. Они производят гашение колебаний путем рассеивания энергии в местах соударения двух тел, обеспечивая при этом виброустойчивость процесса резания. Ю Различие приведенных масс виброгася- щих элементов создает условия, исключающие возникновение резонансной частоты колебаний в системе СПИД.
Приведенные ма ссы виброгасящих 15 элементов выбирают в пропорциональной зависимости от масс, определяющих дисбаланс корпуса 1 и режущей головки 2 расточной оправки. Виброгасители :с различными приведенными массами 20 ударного действия, рассеивая энергию колебаний, не дают возможности установления равновесия демпфирующих и возбуждающих сил и появления самовозиз труднообрабатываемых материалов, например из нержавеющих сталей и жаропрочных сталей. Предлагаемая оправ ка может использоваться для формообразования отверстий в бо{1ьшом диапазоне диаметров на различных станках, в том числе агрегатных. Регулировка ;вьтета режущей головки как в радиаль ном, так и в осевом направлениях, осуществляется в широком диапазоне с высокой точностью и отличается просто той.
Формула изобретения
Расточная оправка, содержащая кор пус с размещенными в нем динамически виброгасителем, балансиром и режущей головкой, установленной с возможност изменения радиального вылета относительно оси корпуса, отличающаяся тем, что, с целью повьше- ния виброустойчивости системы, она снабжена дополнительным динамическим
- --- -- ..-., ипаижына дополнительным динамически
буждающихся колебаний или автоколеба-25 виброгасителем, установленным в отний. Улучшение динамических свойств предлагаемой оправки путем применения виброгасителей позволяет при обработке деталей малой жесткости с испольверстйи, которое выполнено в теле ре жущей головки, а виброгасители представляют собой комплекты шариков, от личающихся числом и диаметром, приче
,.ии 1лч-л 4irjLv-jnji i j-i длс1мс1уим, ириче
зованием инструмента также невысокой- 30 комплект шариков меньшего диаметра и
жесткости, особенно при снятии тонких стружек, избавиться от вибраций. Это особенно важно при обработке деталей
большего числа установлен в головке, а комплект шариков большего диаметра и меньшего числа - в корпусе.
1284718
из труднообрабатываемых материалов, например из нержавеющих сталей и жаропрочных сталей. Предлагаемая оправка может использоваться для формообразования отверстий в бо{1ьшом диапазоне диаметров на различных станках, в том числе агрегатных. Регулировка ;вьтета режущей головки как в радиальном, так и в осевом направлениях, осуществляется в широком диапазоне с высокой точностью и отличается простотой.
Формула изобретения
Расточная оправка, содержащая корпус с размещенными в нем динамическим виброгасителем, балансиром и режущей головкой, установленной с возможность изменения радиального вылета относительно оси корпуса, отличающаяся тем, что, с целью повьше- ния виброустойчивости системы, она снабжена дополнительным динамическим
ипаижына дополнительным динамически
виброгасителем, установленным в отверстйи, которое выполнено в теле режущей головки, а виброгасители представляют собой комплекты шариков, отличающихся числом и диаметром, причем
,.ии 1лч-л 4irjLv-jnji i j-i длс1мс1уим, ириче
комплект шариков меньшего диаметра и
комплект шариков меньшего диаметра и
большего числа установлен в головке, а комплект шариков большего диаметра и меньшего числа - в корпусе.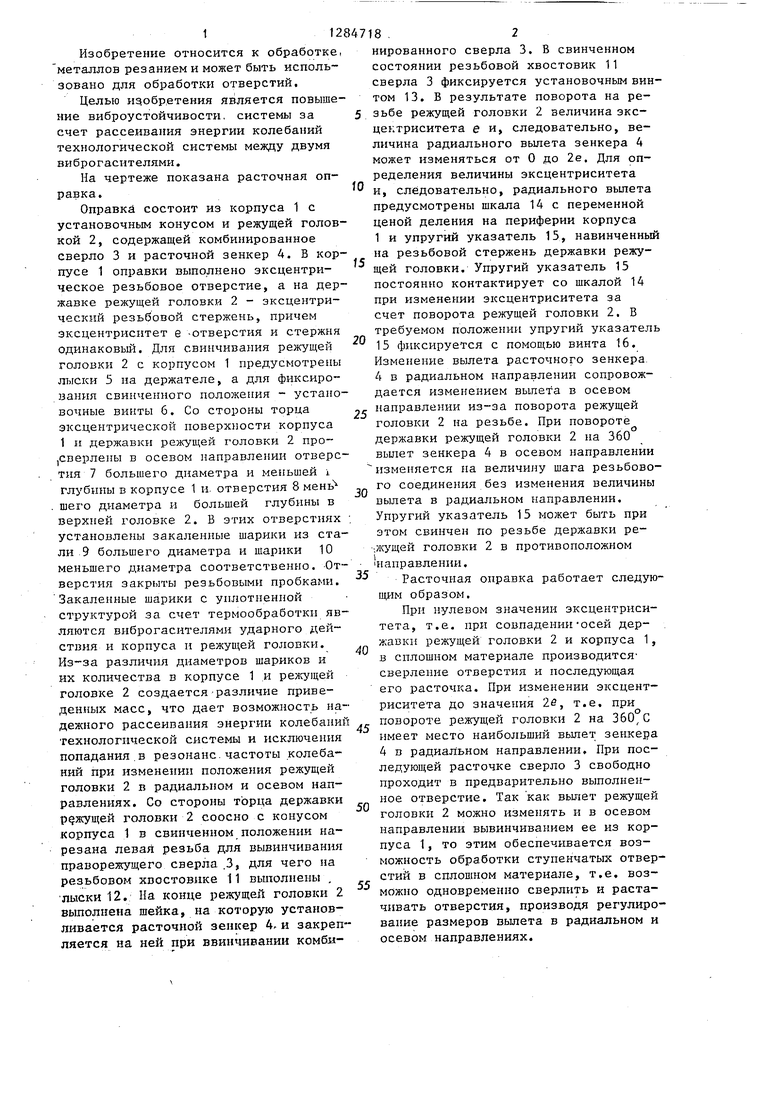
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Токарный резец | 1981 |
|
SU1038085A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| ЗЕНКЕР А.В.ПОЖИДАЕВА | 1991 |
|
RU2043879C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| Способ обработки сложнопрофильных отверстий и устройство для его осуществления | 1984 |
|
SU1248727A1 |
| Расточной резец | 1990 |
|
SU1738478A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
Изобретение относится к обработке металлов резанием и может быть использовано для обработки отверстий. С целью повьшения виброустойчивости системы за счет рассеивания энергии колебаний оправка снабжена дополни-, тельным динамическим виброгасителем, состоящим из шариков 10, размещенных в отверстии 8, выполненном в теле ре- жущей головки. Виброгасители 9 и 10 отличаются числом и диаметром и являются также балансирами корпуса 1 и головки 2. Инструмент крепится на режущей головке 2 резьбовым хвостовиком, при этом режущая головка 2 установлена в эксцентрическом резьбовом отверстии корпуса 1, что обеспечивает поворот режущей головки и регулировку ее осевого и радиального вылетов. Измерение величины регулировки осуществляется на шкале 14 с переменной ценой деления. 1 ил. (Л R 
/ / / 6 71ЧЭ
Ю8 3 12
Редактор А.Ворович
Заказ 7500/13 Тираж 972 Подписное ВНЙИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель С.Вер
Техред И.Попович Корректор 0.Луговая
| Расточная оправка | 1977 |
|
SU660784A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
