Изобретение относится к устройствам для полуавтоматической сварки плавящимся электродом и может быть использовано в сварочном оборудовании, обеспечивающем непрерывную смену режимов сварки.
Целью изобретения является повышение качества сварки; расширение функциональных возможностей и надежности сварочного полуавтомата.
На чертеже представлена электрическая принципиальная схема сварочного полуавтомата.
Пуск электропривода подачи электродной проволоки 1 осуществляется оптотранзисто- ром 2, светодиод которого подключен с одной стороны через диод 3 к элементу И 4, входящему в состав RS-триггера 5, осуществляющего запоминание команды «Пуск от пускового элемента 6, а с другой стороны - к одному из выходов таймера 7, осуществляющего задержку команды «Пуск на электропривод подачи электродной проволоки 1. Управление включением источника сварочного тока 8 осуществляется от оптотранзис- тора 9, светодиод которого подключен к выходу таймера 10, осуществляющего задержку отключения источника сварочного тока 8. Управление электромагнитом клапана 11 подачи защитного газа осуществляется от оп- тотранзистора 12, светодиод которого подключен к выходу таймера 13, осуществляющего задержку отключения клапана 11 посел
СП
о
00
ле команды на прекращение сварки. Торможение электродвигателя, входящего в электропривод 1, осуществляется оптотиристором 14, светодиод которого подключен к второму выходу таймера 7, вход которого через резистор 15, определяющий время переключения таймера 7, связан с выходом RS-триг- гера 5. Этот же выход RS-триггера 5 связан с одним из входов элементами-НЕ 16, второй вход этого элемента связан с выходом схемы 17 датчика, определяющего наличие или отсутствие напряжения на якоре электродвигателя электропривода 1. К входам элемента И 4 RS-триггера 5 также подключены выходы элементов 2И-НЕ 18 и 19, входящих также в состав RS-триггера 5. Реле 20 переключения режимов сварки подключено к выходу элемента 4И 21, входы которого подключены к коммутирующему элементу 22, управляющему работой полуавтомата только в одном режиме, к коммутирующему пусковому элементу 6, к входам таймеров 9 и 12, к выходу таймера 23, осуществляющего модуляцию режимов. Включение режима сварки с модуляцией режимов осуществляется коммутирующим элеменрующий элемент 25 включен. На выходе триггера 5 присутствует сигнал «О, на выходе таймера 7 - сигнал «О, на выходе таймера 10 - сигнал «1, на выходе таймера
с 13 - сигнал «1. При нажатии на коммутирующий элемент 6 включается реле 20, сигнал «О поступает на вход триггера 5, а на его выходе также сигнал «О. На входы таймеров 10 и 13 поступает сигнал «1, на их выходах появляется сигнал «О, при
10 этом через оптотранзисторы 9 и 12 происходит включение источника сварочного тока 8 и клапана 11 газового отсекателя. Одновременно на вход таймера 7 приходит сигнал «О и с выдержкой времени через
Т 5 оптотранзистор 2 происходит включение электропривода подачи электродной проволоки 1. Происходит сварка изделия на режиме «б, так как реле 20 включено и его контакты в цепях задания электропривода 1 и источника сварочного тока 8 замкнуты,
20 светодиод 29 включен. При отпускании элемента 6 реле 20 отключается, а триггера 5 остается в прежнем состоянии. Происходит сварка на режиме «м. Далее при нажатии на элемент 6 и его отпускании проистом 24. Выбор работы полуавтомата с дву- 25 Х°ДИТ переход на режим «б и возврат
на режим «м. Это можно осуществлять неоднократно. При кратковременном нажатии на элемент 6 на входах элемента 18 создают сигнал «1 от источника 31 и с одно- вибратора 26 и происходит отключение тригге
мя режимами или с одним осуществляется коммутирующим элементом 25. Одновиб- ратор 26, осуществляющий контроль времени нажатия элемента 6, связан с этим элементом 6 через формирующий конденсатор 27. Коммутации цепей сварочного полуавтомата для режима сварки «Короткие швы, т.е. с удержанием на время сварки элемента 6, осуществляется коммутирующим элементом 28. Сигнализация работы сварочного полуавтомата в одном из двух режимов осуществляется светодиодами 29 и 30. Питание элементов схемы сварочного полуавтомата осуществляется от однополярного источника питания постоянного тока 31. Таймеры 9 и 12 осуществляют выдержку времени при отключении цикла сварки, а таймер 7 - при включении. Таймер 23 работает в режиме мультивибратора с регулируемой при помощи резистора 32 скважностью выходных импульсов и регулируемой при помощи набора конденсаторов 33 и 34 частотой импульсов. Полуавтомат может работать в следующих режимах:
1.Режим большой «б (большой ток и напряжение сварки) и режим малый «м (меньший ток и напряжение сварки).
2.Режим «б.
3.Р«жим «м.
4.Короткие швы в режиме «б.
5.Короткие швы в режиме «м.
6.Режим «б и «м с модуляцией тока и напряжения сварки.
7.Режим «м с модуляцией.
8.Короткие швы в режиме «м с модуляцией.
Работа в режиме 1. Коммутирующие элементы 24, 22, 28 отключены. Коммутирующий элемент 25 включен. На выходе триггера 5 присутствует сигнал «О, на выходе таймера 7 - сигнал «О, на выходе таймера 10 - сигнал «1, на выходе таймера
13 - сигнал «1. При нажатии на коммутирующий элемент 6 включается реле 20, сигнал «О поступает на вход триггера 5, а на его выходе также сигнал «О. На входы таймеров 10 и 13 поступает сигнал «1, на их выходах появляется сигнал «О, при
этом через оптотранзисторы 9 и 12 происходит включение источника сварочного тока 8 и клапана 11 газового отсекателя. Одновременно на вход таймера 7 приходит сигнал «О и с выдержкой времени через
оптотранзистор 2 происходит включение электропривода подачи электродной проволоки 1. Происходит сварка изделия на режиме «б, так как реле 20 включено и его контакты в цепях задания электропривода 1 и источника сварочного тока 8 замкнуты,
0 светодиод 29 включен. При отпускании элемента 6 реле 20 отключается, а триггера 5 остается в прежнем состоянии. Происходит сварка на режиме «м. Далее при нажатии на элемент 6 и его отпускании проис5 Х°ДИТ переход на режим «б и возврат
на режим «м. Это можно осуществлять неоднократно. При кратковременном нажатии на элемент 6 на входах элемента 18 создают сигнал «1 от источника 31 и с одно- вибратора 26 и происходит отключение тригге
0 ра 5. При этом на вход таймера 7 поступает сигнал «1, через диод 3 без выдержки времени блокируется работа оптотранзисто- ра 2, происходит отключение привода подачи электродной проволоки 1 с выдержкой времени, определяемой резистором 15, на выхо5 де таймера 7 появляется сигнал «О, срабатывает оптотиристор 14 и замыкает цепь якоря электродвигателя электропривода 1, происходит интенсивное динамическое торможение.
Q С выдержкой времени на выходе таймера 10 появляется сигнал «1 и оптотран- зистором 9 отключается источник сварочного тока 8, затем с выдержкой времени на выходе таймера 13 появляется сигнал «1 и оптотранзистором 12 отключается клапан 11
5 защитного газа. Цикл сварки закончен. В случае если торможение электродвигателя электропривода подачи электродной проволоки 1 не закончен, сигнал «1 с датчика 17 наличия напряжения на якоре двигателя при-ходит на вход элемента 16 триггера
0 5 и запрещает выполнение цикла сварки. Этим можно избежать аварийного состояния электродвигателя (протекание на его якоре сварочного тока) и исключить неполное выполнение цикла работы сварочного полуавтомата.
Работа в режиме 2 (только режим «б). Включены коммутирующие элементы 22 и 25, а элементы 24 и 28 выключены. Реле 20 включено постоянно, поэтому при отключении
5
пускового коммутирующего элемента не происходит переход на режим «м. Этот режим необходим в случае сварки длинных швов для облегчения работы сварщика, которому уже не нужно удерживать пусковой элемент 6.
Работа в режиме 3 (только режим «м). Коммутирующие элементы 22, 24, 25 и 28 отключены. Реле 20 также отключено. Это режим сварки на меньших токах и напряжении в случае длинных швов.
Работа в режиме 4. Коммутирующие элементы 22, 25 и 28 включены, элемент 24 отключен. Тумблер 28 снимает самоблокировку триггера 5, поэтому при нажатии пускового элемента 6 на выходе триггера 5 сигнал «О, а при отпускании - «1. Происходит сварка с удержанием элемента 6 в режиме
Работа в режиме 5. Коммутирующий элемент 28 включен, элемент 22, 24 и 25 отклю2. Полуавтомат по п. 1, отличающийся тем, что элементы коммутации электропривода подачи электродной проводки, источника сварочного тока, клапана газового отсекателя выполнены бесконтактными - на
чены. Происходит сварка без удержания 20 основе оптронных транзисторов, светодиоды пускового элемента 6 в режиме «м.
Работа в режимах 6, 7 и 8. Работа аналогична режимам 1, 3 и 5, но при этом включен коммутирующий элемент 24. Таймер 23, собранный по схеме мультивибратора с регулируемыми скважностью и частотой импульсов, изменяет через элемент 21 величины сварочного напряжения и тока (скорости подачи электродной проволоки). При этом включается и отключается реле 20, коммутируя своими переключающими контактами соответствующие резисторы в цепях задания и электропривода подачи электродной проволоки 1 и источника сварочного тока 8.
По сравнению с известным предлагаемый полуавтомат обеспечивает более высокое качество сварки.
которых связаны с выходами элементов выдержек времени, выполненных на основе интегральных таймеров, при этом светодиод оптотранзистора, управляющего работой 25 электропривода подачи электродной проволоки, через развязывающей диод связан с неинвертирующим выходом RS-тркггера.
3.Полуавтомат по п. 1, отличающийся тем, что он снабжен мультивибратором с возможностью регулирования частоты и
30 скважности импульсов, выполненным на основе интегрального таймера, выход которого через элемент 4И соединен с обмоткой реле, контакты которого подключены к цепям задания режимов работы электропривода подачи электродной проволоки и источника сварочного тока.
4.Полуавтомат по п. 1, отличающийся тем, что он снабжен датчиком наличия напряжения на якоре электродвигателя электропривода подачи электродной проволоки, выполненным на основе параметрического стабилизатора напряжения с выходным каскадом в в.иде оптотранзистора, выход которого подключен к одному из входов второго элемента 2И-НЕ RS-триггера, второй же его вход связан с инвертирующим выхо35
В режимах с регулируемой модуляцией полуавтомат с механизмом подачи А825 показал результаты, характеризующиеся качественной сваркой в различных пространственных положениях, вплоть до сварки потолочных швов и сварки неповоротных стыков труб.
На режимах с дистанционным переключением величин сварочного напряжения и тока удобно работать при переходах от сварки
в нижнем положении к сварке на вертикали
и наоборот. При большом числе различных
режимов, схема полуавтомата достаточно
проста.
Формула изобретения
1. Сварочный полуавтомат, содержащий электропривод подачи электродной проволоки и источник сварочного тока с цепями заданий режимов их работы, клапан газового отсекателя, элементы выдержек времени, пусковые и коммутирующие элементы и элемент динамического торможения приводного
электродвигателя, отличающийся тем, что, с целью повышения возможностей полуавтомата и повышения его надежности, он снабжен одновибратором, выполненным на
основе интегрального таймера, и элементом памяти, выполненным на основе RS-тригге- ра, входы которого образованы входами двух элементов 2И-НЕ, причем пусковой элемент соединен и с одним из выходов первого элемента 2И-НЕ RS-триггера и с
входом одновибратора, выход же одновиб- ратора соединен с вторым входом первого элемента 2И-НЕ, при этом элемент динамического торможения приводного электродвигателя выполнен на оптронном тиристоре.
2. Полуавтомат по п. 1, отличающийся тем, что элементы коммутации электропривода подачи электродной проводки, источника сварочного тока, клапана газового отсекателя выполнены бесконтактными - на
основе оптронных транзисторов, светодиоды
Д°м RS-триггера.
которых связаны с выходами элементов выдержек времени, выполненных на основе интегральных таймеров, при этом светодиод оптотранзистора, управляющего работой электропривода подачи электродной проволоки, через развязывающей диод связан с неинвертирующим выходом RS-тркггера.
3.Полуавтомат по п. 1, отличающийся тем, что он снабжен мультивибратором с возможностью регулирования частоты и
скважности импульсов, выполненным на основе интегрального таймера, выход которого через элемент 4И соединен с обмоткой реле, контакты которого подключены к цепям задания режимов работы электропривода подачи электродной проволоки и источника сварочного тока.
4.Полуавтомат по п. 1, отличающийся тем, что он снабжен датчиком наличия напряжения на якоре электродвигателя электропривода подачи электродной проволоки, выполненным на основе параметрического стабилизатора напряжения с выходным каскадом в в.иде оптотранзистора, выход которого подключен к одному из входов второго элемента 2И-НЕ RS-триггера, второй же его вход связан с инвертирующим выхо
Д°м RS-триггера.
-
5.Полуавтомат по п. 2, отличающийся тем, что таймер, управляющей работой электропривода подачи электродной проволоки, выполнен с двумя выходами, причем второй выход подключен к светодиоду оптронного тиристора цепи динамического торможения приводного электродвигателя.
6.Полуавтомат по п. 3, отличающийся тем, что он снабжен элементами индикации режимов его работы, выполненными в виде двух светодиодов, один из которых подключен параллельно обмотке реле, а другой - к коммутирующему элементу выбора режима работы полуавтомата.
№
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Полуавтомат для сварки плавящимся электродом | 1989 |
|
SU1639908A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| Автоматическая установка скорости подачи проволоки и её контроль в сварочном полуавтомате | 2017 |
|
RU2682360C2 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| Устройство для сварки | 1979 |
|
SU941054A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
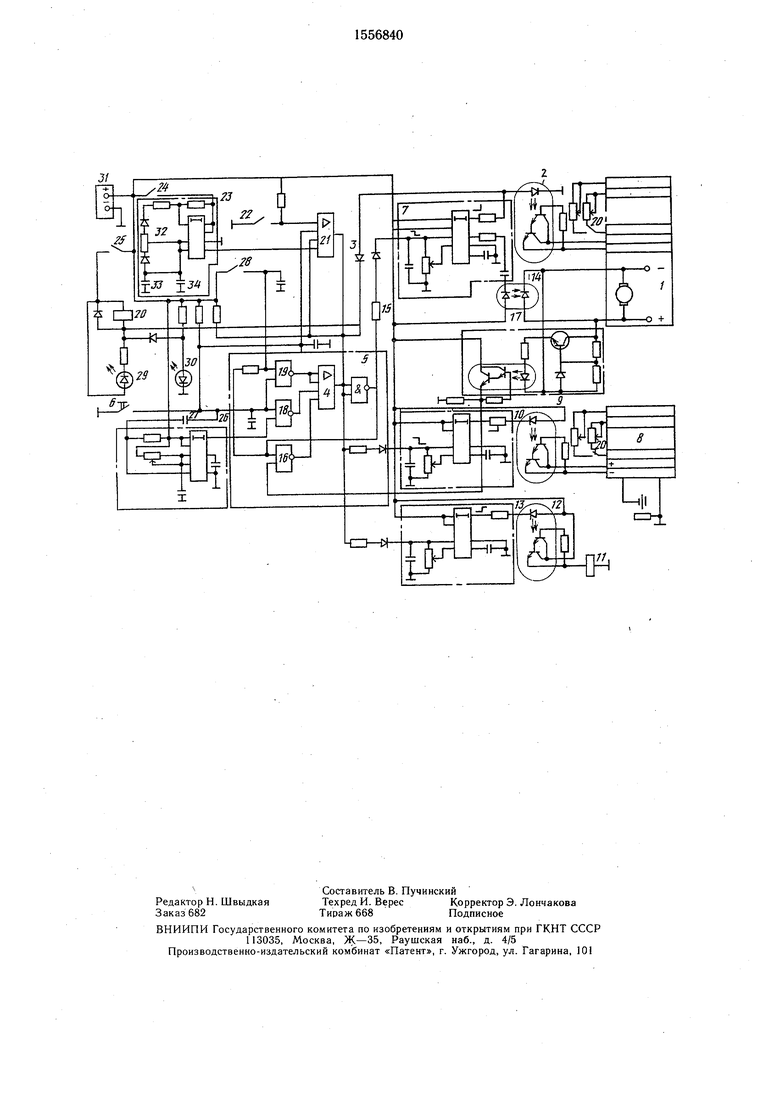
Изобретение относится к устройствам для полуавтоматической сварки и может быть использовано в сварочных аппаратах, производящих сварку плавящимся электродом в монтажных условиях. Цель изобретения - повышение качества сварки, расширение функциональных возможностей и надежности сварочного полуавтомата. Полуавтомат содержит электропривод подачи электродной проволоки, источник сварочного тока, клапан подачи защитного газа и схему управления ими. Все элементы коммутации связаны с выходами интегральных таймеров. В схему полуавтомата введен мультивибратор, выход которого через элемент 4 И связан с обмоткой реле, контакты которого подключены к цепям задания электропривода и источника сварочного тока. Полуавтомат имеет элементы индикации на основе светодиодов. Схема имеет датчик напряжения якоря электродвигателя подачи электродной проволоки, выполненный на основе параметрического стабилизатора, выход которого связан с RS-триггером. Это позволяет безаварийно управлять пуском и динамическим торможением электропривода механизма подачи электродной проволоки. Сварочный полуавтомат позволяет дистанционно переключать режим работы, осуществлять модуляцию сварочного напряжения и скорости подачи электродной проволоки, вести сварку с удержанием пусковой кнопки и без удержания. При этом обеспечивается возможность сварки в различных пространственных положениях, улучшается качество сварного шва. 5 з.п. ф-лы, 1 ил.
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
