Изобретение относится к сварке, . наплавке и резке металлов неплавящимся электродом и может быть использовано в машиностроении для нагрева деталей при механической обработке.
Цель изобретения - интенсифика1Ц1я процесса путем стабилизации дуги и снижения температуры электрода.
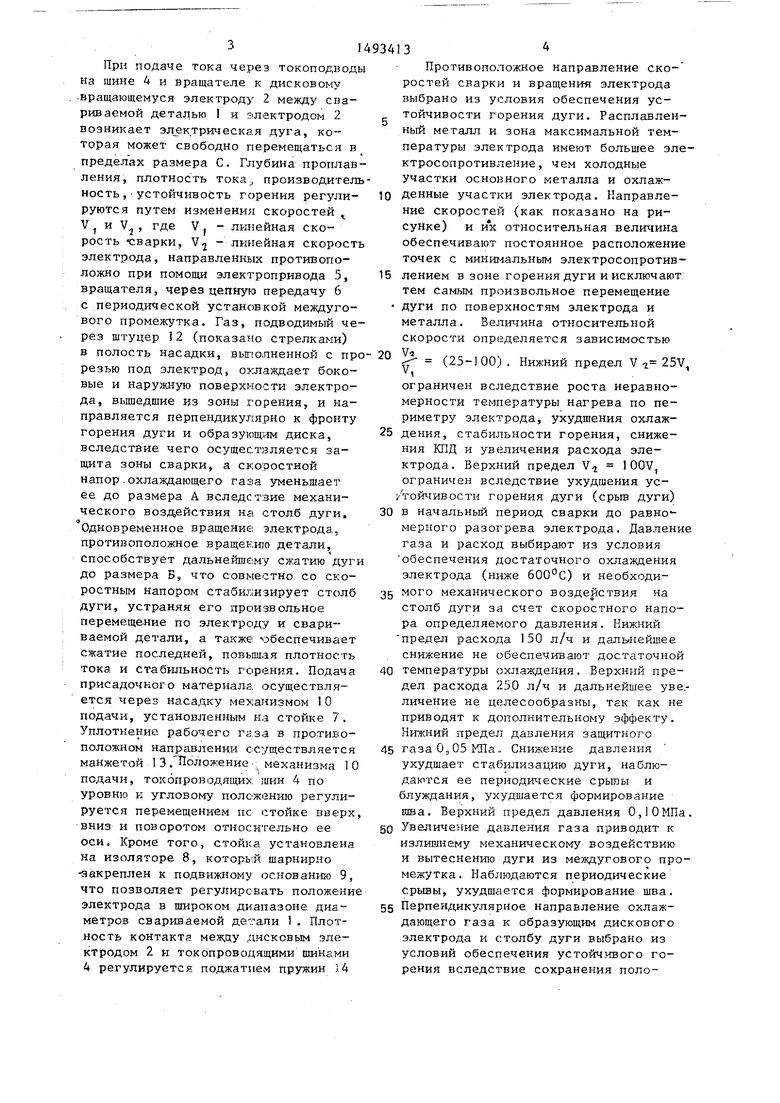
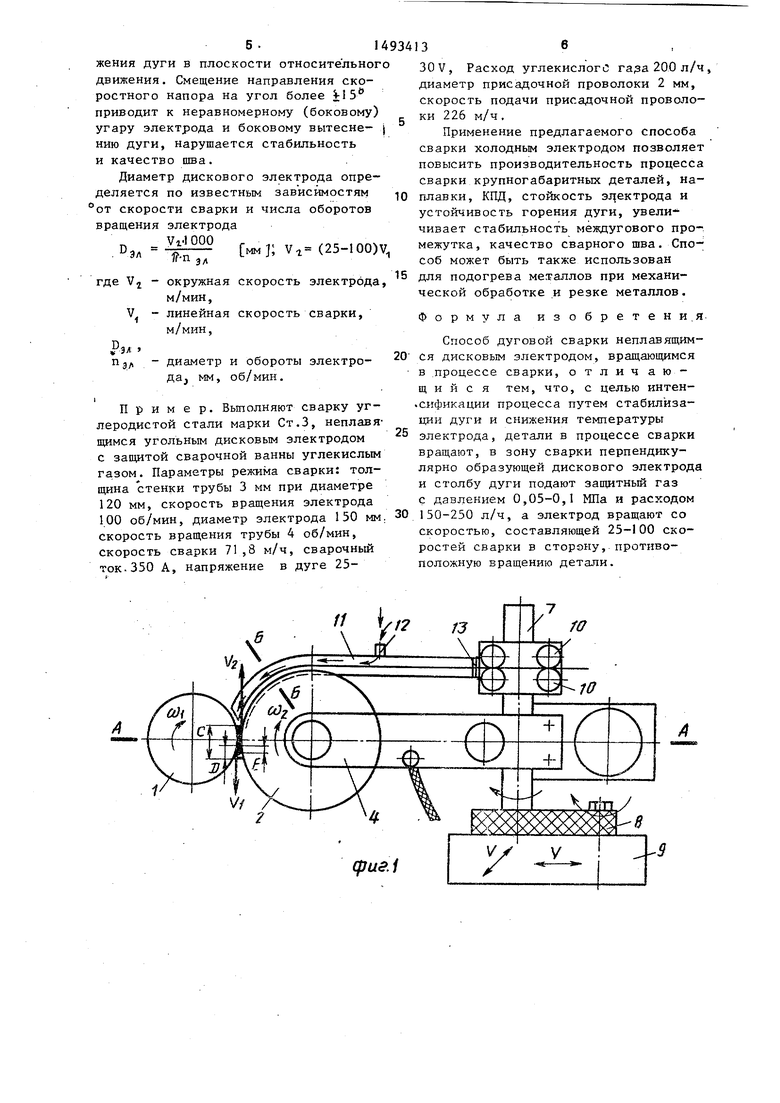
На фиг. 1 схематически представлено устройство для осуществления способа, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1,
Свариваемую деталь 1 устанавливают во вращателе. Дисковый неплавящийся электрод 2, установленный на валу 3 , размещен на токоподводящих шинах 4 и приводится во вращение электроприводом 5 через цепную передачу 6, Стойка 7 крепится шарнир- но через изолятор 8 .к подвижному основанию 9. Подвод рабочего газа и сварочной проволоки осуществляется механизмом 10 подачи через насадку 11. Газ подводится к штуцеру 2 и уплотняется манжетой I3, Плотность контактов обеспечивается пружинами 14,
Способ осуществляется следующим , образом.
4 CD
сх i
&а
31
При подаче тока через токоподводы на шине 4 и вращателе к дисковому .вращающемуся электроду 2 между свариваемой деталью I и электродом 2 возникает эл гктрическая дуга, которая может свободно перемещаться в пределах размера С. Глубина проплав ления, плотность тока., производительность, устойчивость горения регулируются путем изменения скоростей V , и V,, где
V( - линейная ско
1 1 рость -сварки, V - линейная скорость
электрода, направленных противоположно при помощи электропривода 5, вращателя, через цепную передачу 6 с периодической установкой междугового промежутка. Газ, подводимый через штуцер 12 (показано стрелками) в полость насадки, вьгюлненной с пр резью под электрод, охлаждает боковые и наружную поверхности электрода, вышедшие из зоны горения, и направляется перпендикулярно к фронту горения дуги и образу1ощ:лм диска, вследствие чего осуществляется защита зоны сварки, а св:о;ростной напор.охлаждающего газа уменьшает ее до размера А вследствие механического воздействия на столб дуги. Одновременное враще Чие электрод а, противоположное вращению детали, способствзгет дальне:йшему сжатию дуг до размера Б, что совместно со скоростным напором стаби-чизирует столб дуги, устраняя его произвольное перемещение по электроду и свариваемой детали, а также эбecпeчивaeт сжатие последней, повышая плотность тока и стабильность горения. Подача присадочного материала, осуществляется через насадку механизмом 1 О подачи, установленным на стойке 7. Уплотнение рабочег о гй.за в про.тиво- положном направлении осуществляется манжетой 1 3 . Положение .: механизма 1 О подачи, токопроводящих шин 4 по уровню к угловому положению регулируется перемещением по стойке вверх вниз и поворотом относительно ее оси. Кроме того, стойка установлена На изоляторе 8, который шарнирно -закреплен к подвижному основанию 9, что позволяет регулировать положени электрода в широком диапазоне диаметров свариваемой детапи 1. Плот- .ность контакта меж,цу дисковым электродом 2 и токопроводящими шинами 4 регулируется поджатием пружин 14
5
5
0
Противоположное направление скоростей сварки и вращения электрода выбрано из условия обеспечения устойчивости горения дуги. Расплавленный металл и зона максимальной температуры электрода имеют большее электросопротивление, чем холодные участки основного металла и охлажденные участки электрода. Направление скоростей (как показано на рисунке) и относительная величина обеспечивают постоянное расположение точек с минимальным электросопротивлением в зоне горения дуги и исключают тем самым произвольное перемещение дуги по поверхностям электрода и металла. Величина относительной скорости определяется зависимостью
(25-100). Нижний предел V а 25V,
ограничен вследствие роста неравномерности температуры нагрева по периметру электрода, ухудшения охлаж5 дения, стабильности горения, снижения КПД и увеличения расхода электрода. Верхний предел V 1OOV., ограничен вследствие ухудшения ус- /тойчивости горения дуги (срьш дуги)
0 в начальный период сварки до равно мерного разогрева электрода. Давление газа и расход выбирают из условия обеспечения достаточного охлаждения электрода (ниже 600°С) и необходимого механического воздействия на столб дуги за счет скоростного напора определяемого давления. Нижний предел расхода 150 л/ч и дальнейшее снижение не обеспечивают достаточной температуры охлаждения. Верхний предел расхода 250 л/ч и дальнейшее уве:- личение не целесообразны, так как не приводят к дополнительному эффекту. Нижний предел давления защитного
45 газа О,, 05 Ж1а.. Снижение давления ухудшает стабилизацию дуги, наблюдаются ее периодические срьшы и блуждания, ухудшается формирование шва. Верхний предел давления 0,10МПа.
Q Увеличение давления газа приводит к излишнему механическому воздействию и вытеснению дуги из ме кдугового промежутка. Наблюдаются периодические срьшы, ухудшается формирование шва.
55 Перпендикулярное направление охлаждающего газа к образующим дискового электрода и столбу дуги выбрано из условий обеспечения устойчивого горения вследствие сохранения поло0
жения дуги в плоскости относительного движения. Смещение направления скоростного напора на угол более 15 приводит к неравномерному (боковому) угару электрода и боковому вытеске- j нию дуги, нарушается стабильность и качество шва..
Диаметр дискового электрода определяется по известным зависимостям от скорости сварки и числа оборотов вращения электрода Vi-l 000
D
Эл
ff-a
ЭЛ
г (25-1 00)У,
де V, V,
РЭА . пэл
окружная скорость электрода,
м/мин,
линейная скорость сварки,
м/мин,
диаметр и обороты электрода, мм, об/мин.
Пример. Вьтолняют сварку углеродистой стали марки Ст.З, неплавящимся угольным дисковым электродом с защитой сварочной ванны углекислым га.зом. Параметры режима сварки: толщина стенки трубы 3 мм при диаметре 120 мм, скорость вращения электрода 100 об/мин, диаметр электрода 150 мм. скорость вращения трубы 4 об/мин, скорость сварки 71,8 м/ч, сварочный ток.350 А, напряжение в дуге 2530 V, Расход углекислого газа 200 л/ч, диаметр присадочной проволоки 2 мм, скорость подачи присадочной проволоки 226 м/ч.
Применение предлагаемого способа сварки холодным электродом позволяет повысить производительность процесса сварки крупногабаритных деталей, наплавки, КПД, стойкость Э1 ектрода и устойчивость горения дуги, увели- чивает стабильность междугового промежутка, качество сварного шва. Способ может быть также использован
для подогрева металлов при механической обработке и резке металлов.
Формула изобретен и,я
Способ дуговой сварки неплавящимся дисковым электродом, вращающимся в процессе сварки, отличающийся тем, что, с целью интен- .сификации процесса путем стабилизации дуги и снижения температуры электрода, детали в процессе сварки вращают, в зону сварки перпендикулярно образующей дискового электрода и столбу дуги подают защитный газ с давлением 0,05-0,1 МПа и расходом 150-250 л/ч, а электрод вращают со скоростью, составляющей 25-100 скоростей сварки в сторону, противоположную вращению детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом | 1986 |
|
SU1655693A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2053105C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
Изобретение относится к сварке, наплавке и резке металлов неплавящимся электродом и может быть использовано для нагрева деталей при механической обработке. Цель изобретения - интенсификация процесса путем стабилизации дуги и снижение температуры электрода. Дуговая сварка в защитном газе выполняется неплавящимся дисковым электродом, вращающимся в сторону, противоположную направлению вращения детали. Защитный газ направляется перпендикулярно фронту горения дуги и образующей электрода, за счет чего охлаждаются боковые и наружные поверхности электрода. При этом давление защитного газа выбирают равным 0,05-0,1 МПа при его расходе 150-250 л/ч. Для повышения стабильности горения дуги скорость вращения дискового электрода устанавливают равной 25-100 скоростей сварки. Плотность контакта между дисковым электродом и токопроводящими шинами регулируется поджатием пружин. 3 ил.
//
t2 /J
/
ГО
1/
фигз
| Сварка в машиностроении | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| Способ дуговой сварки проводов | 1956 |
|
SU110359A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
