Изобретение относится к области сварки и может использоваться для осуществления наплавки и сварки металлов во всех отраслях производства и услуг.
Известен способ плазменной сварки с использованием тугоплавкой вставки из вольфрама, установленной в металлическое сопло плазмотрона. При превышении током сжатой дуги прямого действия прямой полярности порога аварийного двойного дугообразования на кромке выходного отверстия сопла плазменной горелки возникает шунтирующая дуга, которая, перемещаясь по этой кромке, достигает вставки, фиксируется на ней и в дальнейшем горит со вставки. На обрабатываемой детали обе дуги создают вытянутую вдоль направления сварки зону нагрева (см. АС №721273 СССР, опубл. 15.03.80 г., Бюл. №10).
Техническими проблемами при использовании способа обработки изделия шунтированными дугами является нестабильность соотношения токов сжатой и свободной дуги и невозможность управления этим соотношением, малое значение тока сжатой дуги, а также то, что свободная дуга, как и сжатая, является дугой прямой полярности. При использовании сжатой дуги обратной полярности образование свободной шунтированной дуги приведет к появлению анодного пятна шунтирующей дуги на вольфрамовой вставке. Такая дуга вводит в вольфрамовый электрод, которым, при горении на нее дуги, является вставка, большую мощность, что при низкой стойкости вставки приводит к ее расплавлению или необходимости использовать очень малые токи.
Известен способ плазменной сварки в среде аргона комбинацией дуг прямого и косвенного действия, по которому к неплавящемуся электроду подключают отрицательный полюс сварочного источника питания, а к изделию его положительный полюс и через балластное сопротивление положительный полюс к соплу, используют плавящийся электрод, подключаемый через второе балластное сопротивление к положительному полюсу источника питания, зажигают дежурную дугу между неплавящимся электродом и соплом, с ее помощью зажигают сжатую дугу прямого действия прямой полярности между неплавящимся электродом и изделием, после чего дежурную дугу отключают, подают плавящийся электрод в дугу прямого действия, зажигая дугу косвенного действия между неплавящимся и плавящимся электродами (см. статью И.Е. Тавер, М.Х. Шоршоров «Сварка стали двойной плазменной струей», Сварочное производство, 1971 г, №10, С.26-28).
Данный способ является способом наплавки и сварки с использованием комбинации свободной косвенной и сжатой прямого действия дуг.
Технической проблемой известного способа является его ограниченные технологические возможности по сварке металлов и сплавов с различными физическими свойствами, так как сжатой дугой выполняется сварка при подключении к изделию положительного полюса источника питания и так свариваются только стали. Противоположное подключение отрицательного полюса источника питания к изделию для сварки алюминия, а положительного полюса к неплавящемуся электроду приводит к высокой тепловой нагрузке на неплавящийся электрод и его низкой стойкости в сжатой дуге прямого действия, низкой мощности этой дуги. Подключение отрицательного полюса к плавящемуся электроду дуги косвенного действия приводит к тому, что он, становясь катодом, плавится с нестабильной скоростью.
В связи с этим однодуговая сварка дугой обратной полярности с вольфрамовым электродом в аргоне и дуги с плавящимся электродом прямой полярности в защитных газах практическим не используются. Поэтому известный способ может использоваться при сварке алюминиевых сплавов толщиной не более миллиметра.
В то же время электродная проволока, являясь в известном способе анодом, имеет наиболее низкий коэффициент расплавления. Это снижает возможности повышения производительности сварки при заполнении разделки свариваемых кромок и при сварке угловых швов.
Другой технической проблемой является наличие электрической связи между дугами прямого и косвенного действия, питаемых от одного сварочного источника питания, что при определенных соотношениях параметров дуг и сварочной цепи приводит к нарушению стабильности процесса, облегчает возникновение аварийной двойной дуги от сжатой дуги прямого действия. Свободная дуга косвенного действия в известном способе ответвляется от дуги прямого действия.
Кроме того, ток в столбе сжатой дуги внутри сопла плазмотрона равен сумме токов в изделие и в электродную проволоку. Возникновение аварийной двойной дуги происходит При достижении данным током некоторого предельного значения. Это ограничивает токи дуг прямого и косвенного действия. Регулирование токов дуг возможно только в пределах сохранения их суммарного тока. Это также ограничивает технологические возможности процесса сварки.
Помимо этого, сжатая дуга постоянного тока прямой полярности обеспечивает минимальные допустимые токи в канале сопла по отношению к другим видам дуг в отношении возникновения аварийной двойной дуги. Это обусловлено тем, что возникновение двойной дуги, как и других сварочных дуг, лимитируется возникновением катодной области дуги. На прямой полярности возникновение катодной области двойной дуги происходит в конце канала сопла, в котором толщина изолирующей прослойки между столбом сжатой дуги и стенкой сопла минимальна. Толщина прослойки минимальна из-за прогрева плазмообразующего газа по мере его движения по длине сопла. Это ограничивает мощность сжатой дуги и ее газокинетическое давление, которые зависят от силы тока.
В известном способе плазменной наплавки и сварки в среде инертного газа комбинацией сжатой дуги прямого действия и свободной дуги косвенного действия с плавящимся электродом, при котором к неплавящемуся электроду подключают полюс сварочного источника питания, а к изделию его второй полюс и, через балластное сопротивление, подключают второй полюс также к соплу, зажигают дежурную дугу между неплавящимся электродом и соплом, с ее помощью зажигают сжатую дугу прямого действия между неплавящимся электродом и изделием, плавящийся электрод подают непрерывно в направлении столба сжатой дуги прямого действия, для питания сжатой дуги используют сварочный источник питания с разнополярными импульсами тока частотой не менее 50 Гц, напряжение на дуговые промежутки между неплавящимся электродом плазмотрона и изделием и соплом подают постоянно, причем отношение среднего за период тока импульсов прямой полярности в сжатой дуге к среднему току за период выбирают в пределах 0,3-0,9, свободную дугу косвенного действия формируют от второго источника питания между неплавящейся вставкой, установленной в сопло плазмотрона и электродной проволокой.
В данном способе первой может зажигаться сжатая дуга прямого действия, а второй свободная дуга косвенного действия, и наоборот или они могут зажигаться одновременно.
В данном способе в качестве второго сварочного источника питания для дуги косвенного действия может использоваться источник с разнополярными импульсами тока частотой не менее 50 Гц, причем отношение среднего за период тока импульсов с положительной тугоплавкой вставки сопла на отрицательную электродную проволоку к среднему току импульсов за период выбирают в пределах 0,2-0,6.
В качестве второго сварочного источника питания для дуги косвенного действия может использоваться источник однофазного переменного тока промышленной частоты.
Помимо этого в способе в качестве второго сварочного источника питания для дуги косвенного действия может использоваться источник постоянного тока, отрицательный полюс которого подключают к соплу, а положительный к электродной проволоке.
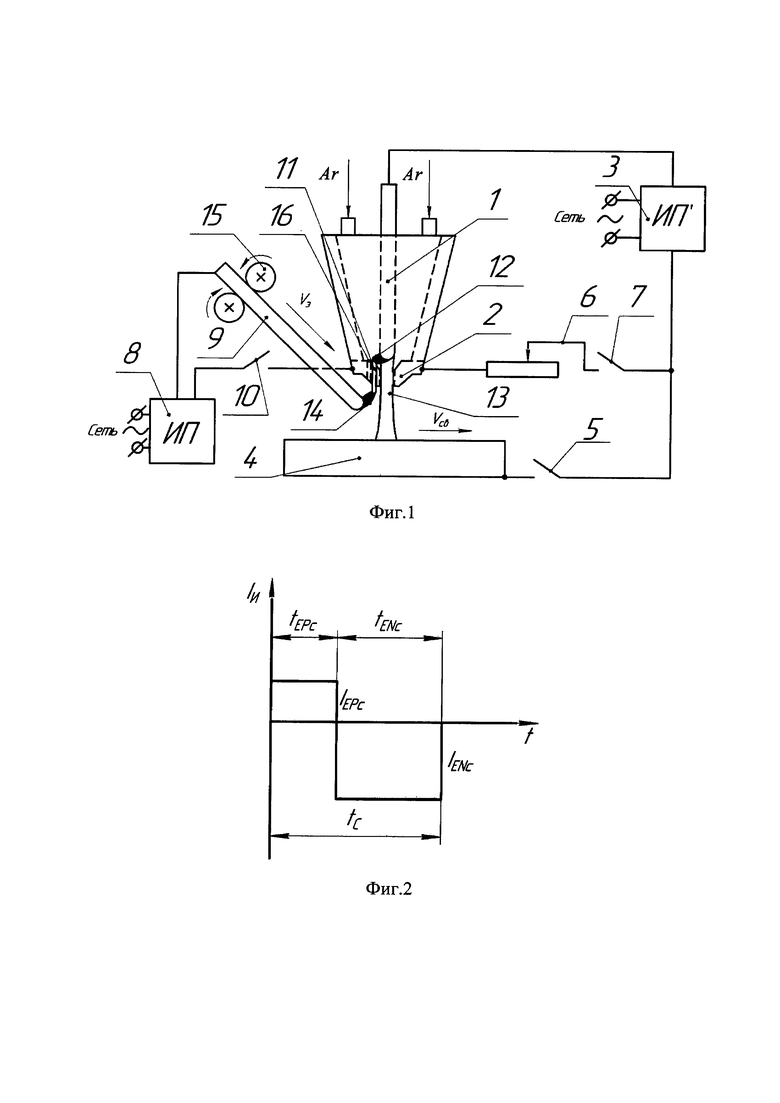
На фиг.1 представлена схема реализации способа, на фиг.2 - циклограмма токов сжатой дуги, на фиг.3 - циклограмма токов свободной дуги, на фиг.4 - расположение дуг при сварке, на фиг.5 - зависимости допустимых токов на вольфрамовые электроды, на фиг.6 - зависимости для удельных эффективных мощностей дуг.
На фиг.1 представлена схема реализации предлагаемого способа сварки при использовании в качестве сварочного источника питания свободной дуги косвенного действия источника разнополярных импульсов тока прямоугольной формы.
В пространство между вольфрамовым электродом 1, установленным в медное сопло 2 плазмотрона и соплом 2 подается плазмообразующий инертный газ. Один полюс сварочного источника питания 3 разнополярных прямоугольных импульсов тока подключен к вольфрамовому электроду 1, а другой полюс к свариваемому изделию 4 через выключатель 5 и через регулируемое балластное сопротивление 6 и выключатель 7 к соплу 2 плазмотрона. Один из полюсов второго сварочного источника питания 8, генерирующего разнополярные прямоугольные импульсы тока, подключают к электродной проволоке 9. Второй Полюс источника питания 8 подключают к соплу 2 через выключатель 10. В сопло 2 плазмотрона с ее торца закрепляют тугоплавкую цилиндрическую вставку 11 из вольфрама. Вольфрамовая вставка 11 может выступать из сопла 2 на некоторое расстояние, как внутри сопла, так и снаружи. Она может также располагаться на боковой стороне сопла 2.
Способ осуществляется следующим образом. Вначале включают выключатель 7 и зажигают дежурную дугу 12 между вольфрамовым электродом 1 и медным соплом 2 с помощью высокочастотного возбудителя дуги, встроенного в источник питания 3. Дежурная дуга 12 настроена по длительности импульсов аналогичную настройке сжатой дуги прямого действия, а ее ток ограничивают с помощью балластного сопротивления 6. Дежурная дуга 12 ионизирует дуговой промежуток между вольфрамовым электродом 1 и изделием 4. После этого включают выключатель 5 в цепи изделия 4 и под воздействием приложенного напряжения источника питания 3 к ионизированному промежутку между изделием 4 и электродом 1, зажигается рабочая сжатая дуга прямого действия 13 переменной полярности с прямоугольными импульсами тока. Выключатель 7 в процессе сварки или наплавки остается включенным и дежурная дуга 12 продолжает гореть в процессе горения рабочей дуги 13. Горение дежурной дуги 12 при смене полярности поддерживается высокочастотным возбудителем дуги, встроенным в источник питания 3, а сжатой дуги прямого действия 13 ионизирующим действием дежурной дуги 12. После зажигания с помощью дежурной дуги 12 сжатой дуги 13 включают с помощью выключателя 10 рабочее напряжение от второго источника питания 8 между соплом 2 и электродной проволокой 9. Вследствие растекания плазмообразующего газа из медного сопла 2 по изделию 4 и действия высокочастотного возбудителя дуги, встроенного во второй источник питания 8, между вставкой из вольфрама 11 и электродной проволокой 9 зажигается свободная дуга косвенного действия 14, питаемая разнополярными импульсами тока прямоугольной формы. Затем включают подающий механизм, приводящий в движение посредством подающих роликов 15 электродную проволоку 9 со скоростью, соответствующей скорости ее плавления Vэ. В сопле 2 могут выполняться отверстия 16 для защиты зоны вокруг тугоплавкой вольфрамовой вставки 11 от воздуха. Сварочный плазмотрон с медным соплом 2 перемещается вдоль стыка деталей свариваемого изделия 4 со скоростью сварки Vc. Капли электродного металла от расплавления электродной проволоки 9 попадают в сварочную ванну, образованную на изделии рабочей сжатой дугой прямого действия 13. Дуга косвенного действия 14 благодаря вольфрамовой вставке 11 и нестационарному во времени режиму горения, а также действию защитного газа, проходящего через отверстия 16, обладает высокой пространственной устойчивостью. Это позволяет располагать плоскость, проходящую через оси вольфрамового электрода 1 и вольфрамовой вставки 11 под различными углами к направлению сварки и поворачивать эту плоскость на угол от нуля до 180 градусов, в зависимости от технологических потребностей процесса. В первую очередь расположение дуги косвенного действия 14 должно обеспечить попадание капель с электродной проволоки 9 в сварочную ванну. Регулировка импульсов тока в сварочном источнике питания 8 осуществляется в диапазоне отношения среднего за период тока с положительной вольфрамовой вставки 11 к полному среднему току этой дуги за период от μ=0,6-0,2, что обеспечивает разрушение окисных пленок на электродной проволоке 9 и одновременно повышает до 1,5 раз скорость ее расплавления, по сравнению с однодуговой сваркой на обратной полярности, и в известном способе. С учетом независимого регулирования токов дуг от разных источников питания 3 и 8, ток в дуге косвенного действия 14 может быть увеличен почти неограниченно, что еще в несколько раз может повысить производительность наплавки. Это свойство способа особенно необходимо при заполнении разделки кромок стыковых соединений и при сварке угловых швов, а также при наплавке.
Разрушение окисных пленок на электродной проволоке 9 происходит в то время, когда на нее подается отрицательный потенциал относительно вольфрамовой вставки 11. Это является одним из факторов, повышающих стабильность скорости расплавления электродной проволоки 9. Другим важным фактором является изменение полярности дуги 14 с достаточно высокой частотой, что ограничивает возможности блуждания катодного пятна свободной дуги косвенного действия 14 на электродной проволоке 9.
Зажигание сжатой дуги 13 и свободной дуги 14 может производиться и в обратной последовательности, что обусловлено наличием в источнике разнополярных импульсов тока 8 высокочастотного возбудителя дуг. То есть сначала может зажигаться свободная дуга косвенного действия 14 между неплавящейся вставкой 11 и электродной проволокой 9, а затем подключается сопло 2 к источнику питания 3 через выключатель 7 и с помощью высокочастотного возбудителя источника питания 3 зажигается дежурная дуга 12 и потом сжатая дуга прямого действия 13.
В качестве тугоплавкой вставки 11 сопла могут использоваться как все марки вольфрамовых электродов, так и комбинированные электроды, используемые, например, при воздушно-плазменной резке. Тугоплавкая вставка 11 может устанавливаться в сопло 2 как заподлицо с поверхностью сопла 2, так и выступать из нее. Она также может устанавливаться в сопло 2 в сквозное отверстие и выступать из внутренней поверхности сопла 2 или быть заподлицо с внутренней поверхностью сопла. В этом случае дежурная дуга 12 может гореть на эту вставку, что повысит стойкость сопла 2.
При сварке дуга косвенного действия 14 может располагаться как впереди по отношению к направлению сварки, так и позади, а также под любым углом, при котором обеспечивается оптимальное попадание капель электродного металла с электродной проволоки 9 в сварочную ванну.
Частоту импульсов в дуге косвенного действия 14 не следует выбирать меньше 50 Гц, так как это привело бы к значительным затратам при изготовлении источника питания, не обеспечив технологических преимуществ. Частота 50 Гц соответствует частоте сети переменного тока, что облегчает производство и использование необходимых для реализации способа источников питания. Современные источники питания, обеспечивающие генерацию разнополярных импульсов тока, используют частоты 50-150 Гц. При этом установлено, что изменение частоты в пределах 150-400 Гц не влияет на технологические свойства дуги. В диапазоне 50-150 Гц такое влияние также невелико. Данные о слабом влиянии частоты на технологические свойства дуги приведены в монографии Савинова А.В. и др. Дуговая сварка неплавящимся электродом. Μ.: Машиностроение, 2011, 477 с, стр. 276-277. Частота 50 Гц и выше обеспечивает равномерное расплавление сварочной проволоки, поскольку инерция тепловых процессов в проволоке намного больше, чем инерция энергетических характеристик дуги.
Частота импульсов сварочных источников питания 3 и 8 может быть как одинаковой, так и различной.
Нестационарность во времени сжатой дуги прямого действия приводит к повышению предельных токов по отношению к аварийному режиму токов. Происходит периодическая смена зоны возникновения на металле сопла наиболее проблемной для аварийной дуги катодной области. Дополнительным фактором повышения предельных токов является наличие импульсов тока обратной полярности, во время протекания которых катодная область аварийной дуги возникает в начальном сечении канала, толщина изолирующей прослойки газа в котором максимальна.
Обе дуги питаются независимо от своих источников. При этом отсутствует электрическая связь между дугами. Токи в каждой дуге не влияют на ток другой дуги. Это позволяет повысить предельные токи, как сжатой дуги, так и свободной дуги косвенного действия.
Важными являются несколько параметров предлагаемого способа сварки. Для варианта с использованием двух источников питания разнополярных импульсов тока они следующие.
Основными параметрами сжатой дуги прямого действия являются ее средние токи импульсов за период, частота импульсов, диаметр вольфрамового электрода, параметры его заточки, диаметр и длина цилиндрического участка сопла, расход плазмообразующего газа, расстояние от торца электрода до цилиндрического канала сопла, диаметр вольфрамового электрода, длина открытого участка столба дуги, напряжение дуги, расход защитного газа, средние токи импульсов дежурной дуги.
Для свободной дуги косвенного действия между вольфрамовой вставкой сопла и электродной проволокой основными параметрами являются средние токи импульсов дуг за период, частота импульсов, диаметр вставки, напряжение дуги, расход защитного газа, вылет электрода, диаметр и скорость расплавления электродной проволоки, длина (напряжение дуги).
Общими параметрами процесса наплавки комбинацией сжатой дуги прямого действия и свободной дуги косвенного действия являются скорость сварки, расстояние между осью сопла плазмотрона и тугоплавкой вставкой сопла, начальная температура свариваемого изделия.
В качестве сварочного источника питания дуги косвенного действия может использоваться сварочный источник постоянного тока. В этом случае отрицательный полюс источника питания должен подключаться к соплу, а положительный полюс к электродной проволоке. Это обеспечит максимальную стойкость вольфрамовой вставки и позволит получить высокую производительность расплавления электродной проволоки. Характеристики плавления и свойства плавящегося электрода такой дуги будут аналогичны свойствам плавящегося электрода при однодуговой сварке в среде аргона на обратной полярности. Источник питания постоянного тока дуги косвенного действия должен быть снабжен высокочастотным возбудителем дуги для ее начального зажигания.
В качестве источника питания свободной дуги косвенного действия может служить сварочный трансформатор однофазного переменного тока промышленной частоты, оснащенный высокочастотным возбудителем для обеспечения смены полярности. В связи с разными теплофизическими свойствами тугоплавкой вставки сопла и электродной проволоки проявится вентильный эффект в дуге косвенного действия и напряжения дуг в импульсах будут различными. Появится постоянная составляющая тока с преобладанием импульса тока с отрицательной неплавящейся вставки на положительную электродную проволоку. Это благоприятно скажется на стойкости неплавящейся вставки. При этом коэффициент расплавления электродной проволоки будет иметь промежуточное значение между значениями при однодуговой сварке на обратной и прямой полярности.
Предлагаемый способ, благодаря увеличению параметров процесса и диапазонов их изменения, обеспечивает возможности регулирования в широких пределах теплового и силового воздействия дуг на изделие и позволяет отыскивать наиболее благоприятное их сочетание. Таким образом, способ имеет большое число изменяемых параметров, что определяет высокую гибкость технологических процессов, реализуемых с его помощью. Под гибкостью понимается возможность одновременного поддержания на заданном уровне не одного, а двух и более показателей качества наплавленного или сварного шва.
На фиг.2 представлена циклограмма тока сжатой дуги между вольфрамовым электродом плазмотрона и свариваемым изделием. Весь период цикла горения дуги обозначен tC, время горения импульса прямой полярности обозначен tENc, время импульса обратной полярности tEpc. Средний ток импульса прямой полярности обозначен Ienc, средний ток импульса обратной полярности обозначен Iерс. В общем случае токи импульсов и время их действия различны. Средний ток протекания прямой полярности Iens за период можно определить по формуле

Средний ток протекания обратной полярности Ieps за период можно определить по формуле

Полный средний ток дуги за период Is равен сумме средних токов прямой и обратной полярностей

Средние напряжения дуг разных полярностей и среднее напряжение за период определяются по аналогичным формулам.
В специальной литературе приводятся данные, что для хорошей очистки алюминиевых сплавов от окисной пленки необходимо, чтобы относительная длительность импульса тока обратной полярности быть в пределах от длительности периода 0,1875-0,375 (см. статью А.В. Савинова и др. «Проплавляющая способность дуги переменного тока с прямоугольной формой импульсов». Известия ВолГТУ, Серия Проблемы материаловедения, сварки и прочности в машиностроении. Волгоград. 2015. №2 (181) С.135-141). Соответственно относительная длительность импульса прямой полярности должна составлять 0,8125-0,625. По данным обзорной статьи Гринюк А.А. и др. «Основные тенденции развития плазменно-дуговой сварки алюминиевых сплавов». Автоматическая сварка. 2015. №11. С.39-50 (рис. 4, стр. 423) значение относительной длительности обратной полярности к длительности цикла для сжатой дуги лежит в диапазоне 0,136-0,174. То есть это значительно ниже значений указанных в предыдущей работе. Таким образом, оценивать интенсивность катодной очистки алюминия от окисной пленки и энергетические характеристики дуги с разнополярными импульсами тока следует не отношением длительности импульсов к длительности периода тока, а отношением среднего тока импульса к общему среднему току. Также по средним токам следует оценивать и проплавляющую способность дуг с импульсами разной полярности.
Достаточно ясно, что диапазон режимов, удовлетворяющих условию очистки от окисной пленки алюминиевых сплавов Нельзя характеризовать только относительной длительностью полярности или током этой полярности. Комплексным показателем интенсивности очистки окисной пленки за период является отношение среднего Тока обратной полярности к среднему току за период.
Согласно данному способу режим сварки сжатой дугой должен отвечать условию

Это позволит обеспечить достаточную стойкость вольфрамового электрода и катодное разрушение окисной пленки алюминия при сварке алюминиевых сплавов. При ϕ близких к 0,9 будет обеспечен режим, близкий к однодуговой сварке на прямой полярности, и его можно использовать при сварке высоколегированных сталей и титановых сплавов. Режим при ϕ=0,3 также может быть востребован для вольфрамовых электродов плазмотрона достаточно большого диаметра 6-8 мм. В этом случае вследствие высокой удельной эффективной мощности на 1 А тока на изделие импульса обратной полярности также может быть получено выравнивание эффективных мощностей полярностей.
Некоторые современные источники питания для сварки разнополярными импульсами тока обеспечивают формирование, как формы прямоугольных импульсов, так и треугольных. Возможно также применение импульсов другой формы. Поэтому режим горения дуг целесообразнее всего характеризовать не только токами, частотой й длительностью импульсов, но и их средними токами за период. Регулирование среднего тока за период осуществляется в более простых конструкциях источников только соотношением длительности импульсов, в более сложных источниках также амплитудами токов. Поэтому средний ток импульса каждой полярности за период является наиболее полной энергетической характеристикой режима. В этом случае даже не является важным, при каком соотношении длительности импульсов они получены, поскольку инерционность тепловых процессов сварки в изделии намного больше, чем электрических в дуге при частотах импульсов 50-150 Гц. Оперирование средними токами импульсов за период облегчает выбор диаметров неплавящихся и плавящихся электродов, так как в этом случае можно ориентироваться на достаточно хорошо известные рекомендуемые токи при однодуговой сварке.
Зная зависимости эффективных мощностей дуг на каждой из полярностей от тока дуг при однодуговой сварке, можно определить эффективную мощность дуги с разнополярными импульсами тока по формуле

где qen - эффективная мощность дуги прямой полярности при однодуговой сварке при токе, равном среднему току импульса прямой полярности за период;
ϕ - доля времени импульса прямой полярности в дуге с разнополярными импульсами тока по отношению к длительности периода;
qEP - эффективная мощность дуги обратной полярности при однодуговой сварке при токе, равном среднему току импульса обратной полярности за период.
Первоначальное и повторное зажигание дуг при любой форме импульсов обеспечивается действием высокочастотных возбудителей дуг, встраиваемых в источники питания. Частота импульсов в таких источниках питания обычно не менее 50 Гц. Высокочастотное зажигание действует только короткое время после погасания очередного импульса тока, пока не произойдет новое зажигание дуги на другой полярности.
Циклограмма горения дежурной дуги на сопло плазмотрона аналогична циклограмме сжатой дуги прямого действия, но токи импульсов значительно меньше, так как ограничиваются сопротивлением балластного реостата.
На фиг.3 представлена циклограмма тока дуги косвенного действия между вольфрамовой ставкой в сопло плазмотрона и электродной проволокой. Циклограмма приведена для варианта использования для питания дуги косвенного действия источника разнополярных импульсов тока. Весь период цикла горения дуги обозначен tK, время горения импульса с отрицательной вольфрамовой вставки на положительный плавящийся электрод обозначен tкEN, время импульса с положительной вольфрамовой вставки на отрицательный плавящийся электрод tкер. Ток импульса с отрицательной вольфрамовой вставки на положительный плавящийся электрод обозначен ΙкEN, ток импульса с положительной вольфрамовой вставки на отрицательный плавящийся электрод обозначен Iкep. В общем случае токи импульсов и время их действия в дуге косвенного действия различны и отличаются от соответствующих характеристик сжатой дуги прямого действия. Наиболее полной характеристикой режима дуги косвенного действия, также как и для сжатой дуги, являются средние токи импульсов за период. Они определяются по формулам аналогичным формулам (1), (2), (3). В общем случае частоты импульсов сжатой дуги и дуги косвенного действия могут быть различными и не совпадать по фазе. Согласно предлагаемому способу отношение среднего тока импульсов в дуге косвенного действия с положительной вольфрамовой вставки (анода) на отрицательную вольфрамовую вставку (катод) должно изменяться в диапазоне 0,2-0,6. Средние токи импульсов дуги косвенного действия определяют коэффициенты расплавления плавящегося электрода и стойкость вольфрамовой вставки. Этот диапазон обеспечивает достаточно высокую стойкость вольфрамовой вставки и в то же время повышение коэффициента расплавления электродной проволоки.
Суммарный коэффициент расплавления плавящегося электрода αPO за период тока в дуге косвенного действия в дуге с разнополярными импульсами тока

где α1 - коэффициент расплавления электрода при однодуговой сварке на одной полярности при токе импульса равном току этой полярности, при одинаковых параметрах процесса, г/(А⋅ч);
Ι1 - средний ток импульса данной полярности, А;
t1 - время действия тока данного направления, с.
Индексы 2 в формуле (6) означают то же самое для противоположной полярности электрода.
При равных токах импульсов I1=I2=I формула (6) принимает вид

t1+t2=tK представляет время цикла (периода) свободной дуги косвенного действия, с.
Данные по коэффициентам расплавления стальных и алюминиевых электродных проволок для дуги в инертных газах на обратной полярности αер приводятся в специальной литературе. Дуга прямой полярности в инертных газах практически не используется. В монографии В.А. Ленивкина и др. «Технологические свойства сварочной дуги в защитных газах». М.: Машиностроение, 1989, - 264 с. на стр. 115, табл. 20 приводятся данные, что при однодуговой сварке стальной проволкой на прямой полярности αPEN=22,1 г/(А⋅ч), а на обратной αрер=13 (г/А⋅ч), то есть на прямой полярности в 1,7 раза больше. В статье Сидорова В.П. и др. «О плавлении алюминиевого электрода аргоновой дугой прямой полярности». - Вектор науки Тольяттинского государственного университета. 2019. №4(50) С.52-57 установлено, что для алюминиевой электродной проволоки αPEN=19,33 г/(А⋅ч), а αPEP=8,7 г/(А⋅ч). Таким образом, наличие отрицательного полюса на плавящемся электроде свободной дуги косвенного действия позволяет существенно повысить производительность его расплавления как для стальной проволоки, так и для алюминиевой.
При горении свободной дуги косвенного действия с разнополярными импульсами тока за счет высокой частоты тока устраняется явление блуждания катодного пятна по электроду, что стабилизирует скорость расплавления электродной проволоки и дает повышение производительности ее расплавления. Также стабилизации скорости расплавления электродной проволоки и в особенности алюминиевой проволоки, способствует разрушение окисных пленок за счет катодного распыления на поверхности проволок. Аналогичное явление происходит при использовании однофазного переменного тока промышленной частоты. При использовании для питания свободной дуги косвенного действия источника постоянного тока плавление электродной проволоки аналогично плавлению при однодуговой сварке на обратной полярности.
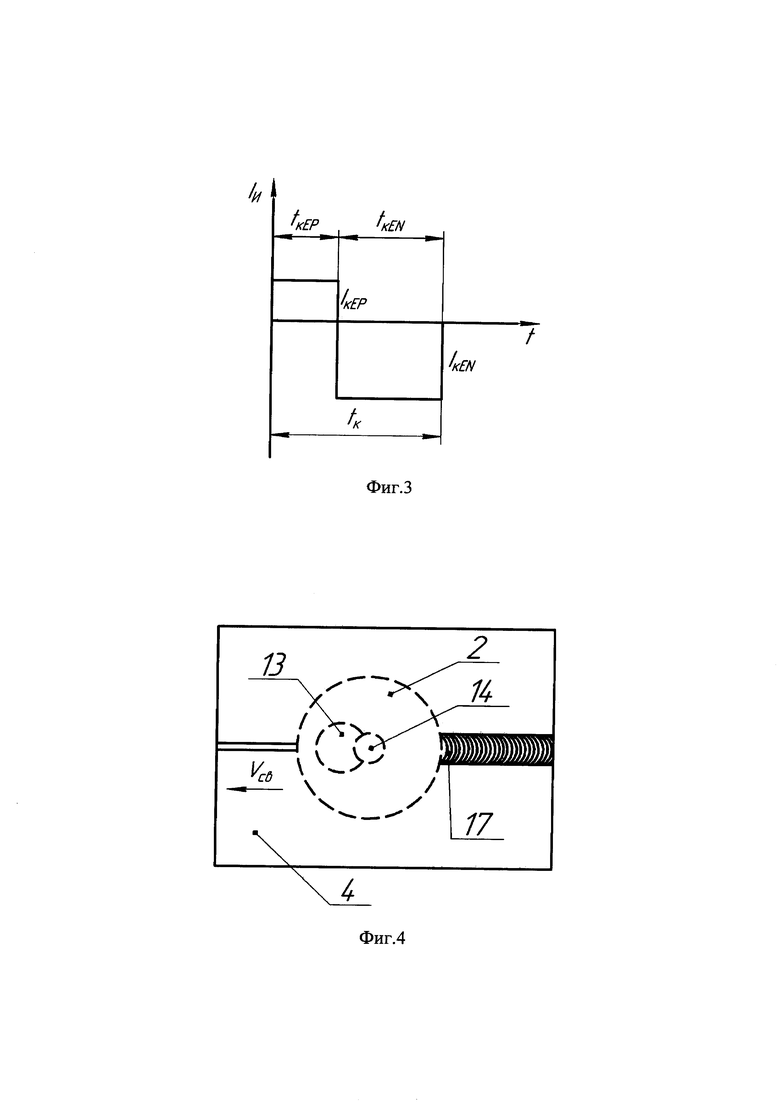
На фиг.4 показано одно из возможных взаимных расположений дуг при сварке. Сопло 2 плазмотрона Перемещается в направлении сварки со скоростью Vc вдоль изделия 4. При сварке дуга косвенного действия 14 располагается позади по направлению сварки по отношению к дуге прямого действия 13. При этом мощность, передаваемая каплями электродного металла изделию 4, мало влияет на его проплавление, так как подавляющая часть этой мощности расходуется на расплавление электродной проволоки.
Это позволяет практически независимо регулировать соотношение площади поперечного сечения проплавления основного металла и площадь поперечного сечения наплавляемого металла. В результате сварки образуется сварной шов 17. Токи дуг сжатой 13 и свободной 14 при сварке алюминиевых сплавов выбираются из условия разрушения окисной пленки, оптимальной глубины проплавления и соотношения масс наплавленного и расплавленного основного металлов. Соотношение ϕ целесообразно выбирать максимальным 0,9 при сварке высоколегированных сталей и титановых сплавов и порядка ϕ=0,3-0,5 при сварке алюминиевых сплавов. Режим сварки при ϕ=0,5 во многом соответствует однофазной аргонодуговой сварке алюминиевых сплавов на переменном синусоидальном токе промышленной частоты.
В качестве источника питания свободной дуги косвенного действия могут использоваться и сварочные трансформаторы, оснащенные высокочастотными возбудителями дуг при смене полярности.
На фиг.5 представлены зависимости допустимых токов на неплавящиеся вольфрамовые электроды на прямой и обратной полярности дуги и на синусоидальном переменном токе. Зависимости получены в статье В.П. Сидорова, Д.Э. Советкина, Г.М. Коротковой. «О допустимых токах на вольфрамовый электрод дуги с разнополярными импульсами тока». Вестник Пермского национального исследовательского политехнического университета. Машиностроение, материаловедение. - 2020. - Т.22, №4. - С.5-12. DOI:10.15593/2224-9877/2020.4.01.
Средние токи импульсов сжатой дуги прямого действия в процессе их действия для электрода данного диаметра плазмотрона выбираются по верхней и нижней кривым на фиг.5. Ток обратной полярности выбирается по нижней кривой, а ток прямой полярности по верхней. При этом они должны быть меньше критических токов возникновения аварийных дуг на тех же полярностях.
Средние допустимые токи импульсов свободной дуги косвенного действия за время их действия выбираются аналогично, так как они определяются стойкостью вольфрамовой неплавящейся вставки. При использовании для питания свободной дуги однофазного переменного тока промышленной частоты выбор среднего Тока в одном полупериоде может выполняться по средней кривой на фиг.5. Диапазон допустимых отклонений ΔΙ средних токов для свободной дуги приведен в таблице 1.
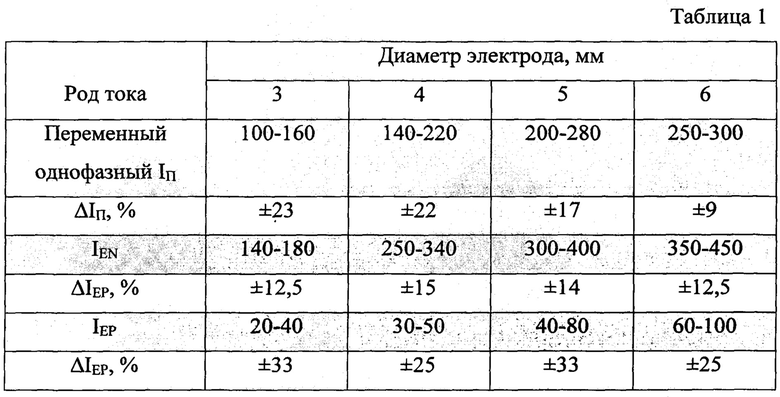
В таблице 1 приведены диапазоны допустимых диапазонов токов различных полярностей и процент отклонений предельных значений к среднему значению.
На фиг.6 представлена зависимость удельных эффективных мощностей q1 сжатой аргоновой дуги на медном изделии от тока импульсов. Зависимости построены авторами на основе данных по калориметрированию сжатой дуги с разнополярными импульсами тока, опубликованных в статье F. Jiang, Ch. Li, Sh. Chen. Experimental investigation on heat transfer of different phase in variable polarity plasma arc welding. Welding in the World (2019) 63: 1153-1162 https://doi.org/10.1007/s40194-019-00722-3.
Верхняя кривая показывает зависимость q1 для обратной полярности, а нижняя q1 для прямой полярности.
Удельная эффективная мощность q1 - это мощность, приходящаяся на 1 А тока дуги

где q - эффективная мощность дуги, Вт;
I - ток дуги, А.
q1 наиболее полно характеризует проплавляющую способность сварочных дуг. Если известна эта величина, то, не нужно знать напряжение сварочной дуги и использовать эффективный КПД для определения эффективной мощности q. Использование удельной эффективной мощности q1 обеспечивает более точный расчет температур в изделии при сварке. Наши расчеты по данным той же работы показали, что среднее алгебраическое отклонение относительных отклонений от средних значений (САО) удельной эффективной мощности по сравнению с эффективным КПД почти в 2 раза ниже. Согласно графикам на фиг.6 удельная эффективная мощность импульсов сжатой дуги обратной полярности намного выше, чем прямой полярности. В эту удельную эффективную мощность входит и мощность, передаваемая изделию плазмообразующим аргоном, однако такая мощность не зависит от полярности. Алюминиевое изделие как плавящийся электрод обладает близкими к меди физическими свойствами - низкой температурой плавления и высокой теплопроводностью. В связи с этим, несмотря на то, что допустимые средние за период токи обратной полярности на вольфрамовый электрод при сварке с РПИ намного меньше, чем прямой полярности, эффективные мощности в значительной степени выравниваются.
Пример 1. По предлагаемому способу выполняли автоматическую сварку одностороннего сварного шва стыкового соединения пластин без разделки кромок из алюминиевого сплава АМц толщиной 5 мм. Пластины собирали с зазором 1,5 мм. Сжатую дугу питали от сварочного источника типа TIG200P AC/DC разнополярных импульсов тока. Источник питания позволяет использовать импульсы с частотой 60 Гц. Один полюс источника питания подключали к вольфрамовому электроду плазмотрона, а второй к соплу плазмотрона через балластное сопротивление РБ-200 и к свариваемым деталям. В сопло плазмотрона устанавливали вставку из вольфрамового электрода ЭВЛ диаметром 4 мм. Расстояние между осью вставки и осью сопла составляло 12 мм. Диаметр и длина цилиндрического канала сопла для формирования сжатой дуги составляли 4 мм. Плазмотрон устанавливали на сварочный автомат АДСВ-6. Для подачи электродной проволоки использовали подающий механизм для подачи присадочной проволоки этого автомата.
Режимы горения сжатой дуги были следующие: частота импульсов 60 Гц, ток импульса прямой полярности Ien=160 А, продолжительность импульса tEN=12 мс, средний ток за период tENS=120 А, ток импульса обратной полярности Iep=160 А, продолжительность импульса tEP=4 мс, средний ток за период tEps=40 А. Средний ток дежурной дуги 50 А, расход плазмообразующего аргона 3 л/мин, расстояние от сопла до деталей 3 мм.
Свободную дугу косвенного действия между вольфрамовой вставкой электродной проволокой питали от второго источника питания с прямоугольными разнополярными импульсами тока прямоугольной формы типа TIG200P AC/DC. Технические характеристики источника питания приведены в таблице 2.
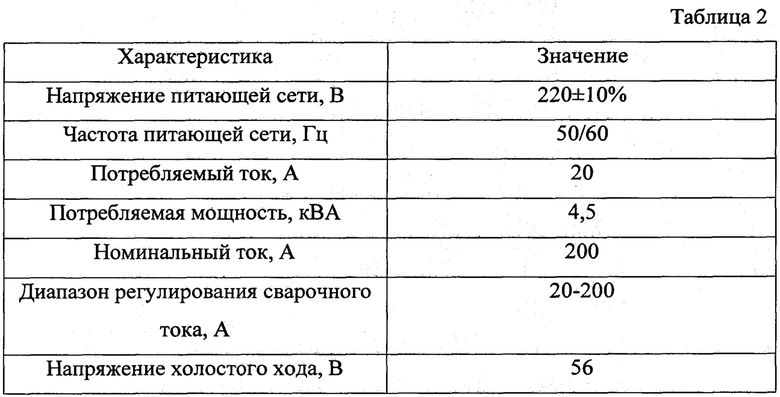

Данные приведены в паспорте и руководстве по эксплуатации установок для аргонодуговой сварки универсальных инверторных фирмы «Brima Welding International, 22 с. С.6. Издательство «Тиберис» www.tiberis.ru. (Дата обращения 20.12.2020).
Режимы горения свободной дуги были следующие: частота импульсов 60 Гц, диаметр алюминиевой электродной проволоки марки Св-АМц d=1 мм, ток импульса с отрицательного плавящегося электрода на положительную неплавящуюся вставку Ikep=150 А, продолжительность импульса tKΕΡ=6 мс, средний ток за период tEPs=56 А, ток импульса с отрицательной вольфрамовой вставки на плавящийся электрод IKEN=94 А, продолжительность импульса tKEP=10 мс, средний ток за период tENs=150 А. Отношение среднего за период тока с положительной вставки (анода) на плавящийся отрицательный электрод к полному среднему току составило ϕ=56/150≈0,37, что обеспечивает разрушение окисной пленки алюминия на проволоке и повышение коэффициента ее расплавления.
Впереди по отношению к направлению сварки располагалась сжатая дуга, которая очищала поверхность от окисной пленки алюминия и проплавляла изделие. После зажигания дежурной дуги высокочастотным источником зажигалась дуга прямого действия и после этого дежурная дуга оставалась действующей. После этого обеспечивалось зажигание свободной дуги от источника разнополярных импульсов, начинала подаваться электродная проволока и начиналось движение сварочного автомата со скоростью сварки Vc=0,4 см/с. Скорость подачи электродной проволоки Vэ=22 см/с. Это обеспечивало площадь поперечного сечения наплавленного металла 40 мм2.
Совместное действие свободной и сжатой дуги обеспечило формирование выпуклого сварного шва с хорошим внешним видом с лицевой стороны и формирование обратного валика.
Пример 2. По предлагаемому способу выполняли автоматическую сварку одностороннего сварного шва стыкового соединения пластин без разделки кромок из высоколегированной стали 08X18H10 толщиной 5 мм. Пластины собирали с зазором 1,5 мм. Сжатую дугу питали от сварочного источника типа TIG200P AC/DC разнополярных импульсов тока. Источник питания позволяет использовать импульсы с частотой 60 Гц. Один полюс источника питания подключали к вольфрамовому электроду плазмотрона, а второй к соплу плазмотрона через балластное сопротивление РБ-200 и к свариваемым деталям. В сопло плазмотрона устанавливали вставку из вольфрамового электрода ЭВЛ диаметром 4 мм. Расстояние между осью вставки и осью сопла составляло 12 мм. Диаметр и длина цилиндрического канала сопла для формирования сжатой дуги составляли 5 мм.
Режимы горения сжатой дуги были следующие. Частота импульсов 60 Гц, ток импульса прямой полярности Ien=200 А, продолжительность импульса tEN=14 мс, средний ток за период tENs=175 А, ток импульса обратной полярности Iep=200 А, продолжительность импульса tEP=2 мс, средний ток за период tEps=25 А. Средний ток дежурной дуги 60 А, расход плазмообразующего аргона 4 л/мин, расстояние от сопла до деталей 3 мм.
Свободную дугу косвенного действия между вольфрамовой вставкой и электродной проволокой питали от сварочного источника питания постоянного тока ВД-200. Отрицательный полюс источника подключали к соплу, а положительный к электродной сварочной проволоке Св- 09X19H9T диаметром 1 мм. Ток на проволоку составлял 100 А. Дугу косвенного действия зажигали после зажигания сжатой дуги с помощью сварочного осциллятора.
Впереди по отношению к направлению сварки располагалась сжатая дуга, которой проплавлялось изделие. После зажигания дежурной дуги высокочастотным источником зажигалась дуга прямого действия и после этого дежурная дуга оставалась действующей. Токи ее импульсов были в 3 раза меньше, чем у рабочей дуги. После этого обеспечивалось зажигание свободной дуги начиналось движение сварочного автомата со скоростью сварки Vc=0,4 см/с. Скорость подачи электродной проволоки Vэ=23 см/с. Это обеспечивало площадь поперечного сечения наплавленного металла 43 мм2.
Сжатая дуга обеспечивала проплавление изделия на всю толщину. Совместное действие свободной и сжатой дуги обеспечило формирование выпуклого сварного шва с хорошим внешним видом с лицевой стороны и формирование обратного валика.
Предлагаемый способ обеспечивает сварку, как сталей, так и алюминиевых сплавов, повышение производительности сварки за счет повышения допустимых токов сжатой дуги или толщин, свариваемых без разделки кромок. При этом обеспечивается высокое качество сварных швов, как при сварке алюминиевых сплавов, так и высоколегированных сталей. Способ может быть реализован с помощью источников питания и других устройств, выпускаемых промышленностью. Высокочастотными возбудителями дуги снабжены все источники питания для сварки разнополярными импульсами тока и оснащается все больше сварочных выпрямителей. Сварочные плазмотроны не требуют значительной реконструкции. В качестве тугоплавкой вставки сопла могут использоваться любые неплавящиеся электроды. Поэтому способ обладает промышленной применимостью при данном уровне развития техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ зажигания сжатой дуги прямого действия | 2023 |
|
RU2807974C1 |

Изобретение может быть использовано для сварки в инертных газах деталей из стали или алюминиевых сплавов комбинацией свободной и сжатой дуг. Сжатую дугу прямого действия получают между неплавящимся электродом плазмотрона и изделием от первого источника питания с разнополярными импульсами тока. Свободную дугу косвенного действия получают от второго источника с разнополярными импульсами тока между закрепленной в сопле плазмотрона тугоплавкой вставкой и подаваемым в дугу плавящимся электродом. Отношение среднего за период сварки тока импульсов прямой полярности подаваемого на сжатую дугу к среднему за период сварки току импульсов выбирают в пределах 0,3-0,9. Это обеспечивает очистку плавящегося электрода от окисной пленки, что повышает качество сварного шва. Схема питания дуг обеспечивает независимое регулирование соотношения основного и наплавленного металла в сварном шве и повышение скорости расплавления электродной проволоки по сравнению с однодуговой сваркой с подачей присадочной проволоки, что позволяет повысить производительность при заполнении разделки свариваемых деталей и при сварке угловых швов. 6 з.п. ф-лы, 6 ил., 2 табл.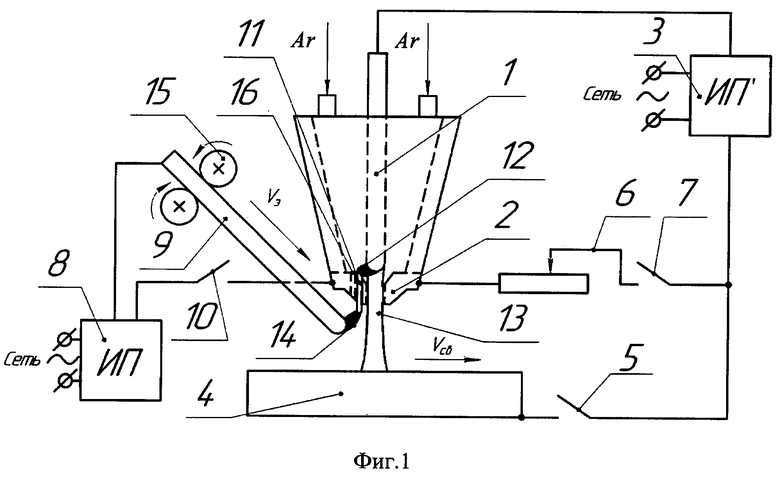
1. Способ сварки металлических изделий в среде инертного газа комбинацией сжатой и свободной дуг, включающий формирование сжатой дуги прямого действия между неплавящимся электродом плазмотрона и свариваемым изделием и формирование свободной дуги косвенного действия при подаче плавящегося электрода в направлении столба сжатой дуги прямого действия, при этом один полюс первого сварочного источника питания подключают к неплавящемуся электроду плазмотрона, а его второй полюс - к свариваемому изделию и через балластное сопротивление - к соплу плазмотрона, а между неплавящимся электродом и соплом плазмотрона зажигают дежурную дугу, с помощью которой зажигают сжатую дугу прямого действия между неплавящимся электродом и изделием, отличающийся тем, что для формирования свободной дуги косвенного действия используют второй источник питания, полюсы которого подключены к плавящемуся электроду и соплу плазмотрона, при этом упомянутую свободную дугу формируют между неплавящейся вставкой, установленной в сопле плазмотрона с возможностью расположения свободной дуги впереди или сзади по отношению к направлению сварки, и плавящимся электродом, а в качестве первого сварочного источника питания используют источник разнополярных импульсов тока частотой не менее 50 Гц, причем напряжение на дуговые промежутки между неплавящимся электродом плазмотрона и свариваемым изделием, а также между неплавящимся электродом и соплом плазмотрона подают постоянно, при этом отношение среднего за период сварки тока импульсов прямой полярности, подаваемого на сжатую дугу, к среднему за период сварки току импульсов выбирают в пределах 0,3-0,9.
2. Способ по п. 1, отличающийся тем, что вначале зажигают сжатую дугу, а затем свободную.
3. Способ по п. 1, отличающийся тем, что вначале зажигают свободную дугу, а затем сжатую.
4. Способ по п. 1, отличающийся тем, что сжатую дугу и свободную дугу зажигают одновременно.
5. Способ по п. 1, отличающийся тем, что в качестве второго источника питания используют источник разнополярных импульсов тока, при этом отношение среднего за период сварки тока импульсов, подаваемого с отрицательной неплавящейся вставки на положительный плавящийся электрод, к среднему за период сварки току импульсов выбирают в пределах 0,2-0,6.
6. Способ по п. 1, отличающийся тем, что в качестве второго источника питания используют источник постоянного тока, причем отрицательный полюс источника подключают к соплу, а положительный - к плавящемуся электроду.
7. Способ по п. 1, отличающийся тем, что в качестве второго источника питания используют однофазный сварочный трансформатор.
| ТАВЕР И.Е | |||
| и др | |||
| "Сварка стали двойной плазменной струей", журнал Сварочное производство, 1971, N10, с.26-28 | |||
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| Способ плазменной сварки и плазменная горелка для его осуществления | 1989 |
|
SU1703328A1 |
| JP 2010069494 A, 02.04.2010. | |||

