Для выполнения монтажных соединений радиоаппаратуры и других подобных устройств применяют в некоторых случаях дуговую сварку проводов угольными электродами.
Предлагаемый способ обеспечивает повышение производительности труда и улучшение качества сварки монтажных соединений при производстве радиоаппаратуры и позволяет осун ествить автоматизацию монтажно-сборочных работ. Это достигается благодаря тому, что группу монтажных соединений сваривают за один прием, путем сближения этой группы с угольным электродом.
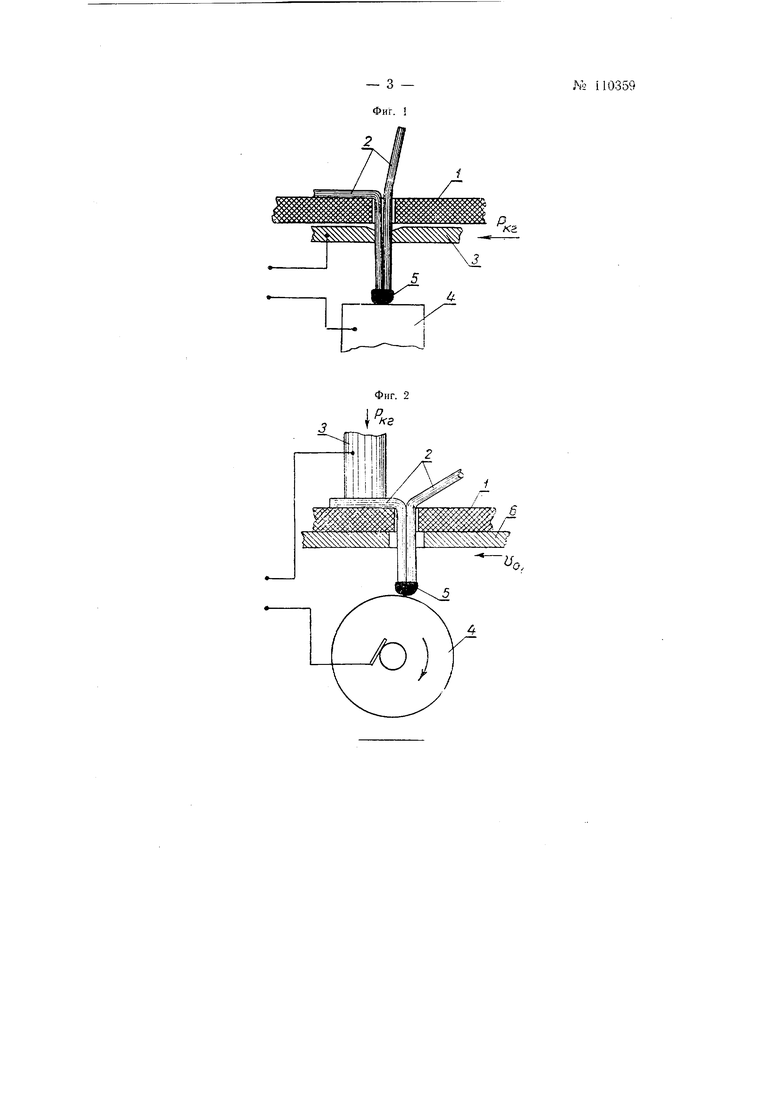
На фиг. I и 2 изображены схемы выполнения сварки по предлагаемому способу.
В отверстия основания свариваемого узла или специального приспособления J вставляются выводы 2 монтируемых радиодеталей, которые снизу сжимаются зажимом 3, с целью их сборки в плотный пучок проводников. Под выступающую часть пучка проводников подводится угольный электрод 4, рабочая поверхность которого обеспечивает одновременный охват всей группы свариваемых соединений. При соприкосновении угольного электрода 4 с пучком проводников возникает дуговой разряд, н выделяюшееся тепло сплавляет каждый пучок в каплю 5.
При установке свариваемых узлов / на конвейере 6 в отверстия конвейера пропускаются подлежащие сварке выводы 2 монтируемых деталей, которые сверху притягиваются к основанию узла специальным прижимом 5. Пр) движении узлов / над цилиндрическим вращающимся угольным электродом 4 выступающие пучки проводников 2 касаются его рабочей поверхности и оплавляются.
Режим горения дуги устанавливается такой же, как н при обычной групповой сварке.
Для стабилизаци возбуждения дуги и создания режима, обеспечивающего наименьшее разбрызгивание сплавляемого металла, электрод выполняют вибрирующим (с приводом от специального вибратора, питаемого сварочным током). Такой же эффект можно получить путем наложения на напряжение ДУГИ высокочастотного напряжения, подаваемого от осциллатора.
Пред м е т и з о б р е т е н и я
1. Способ дуговой , сварки проводов, например, при монтаже радиоаппаратурь, с применением угольного электрода, о т л.и ч,а ю щ и и с я тем, что, с целью интенсификации сварки монтажных соединений и стабилизации их качества, группу монтажных соединений сваривают за
один прием при взаимном сближении электрода и группы соединений.
2.Прием выполнения способа по п. 1, отличающийся тем, что непрерывно движущиеся монтажные соединения сваривают при их прохождении вращающимся электродом.
3.Способ сварки по пи. 1 и 2, отличающийся тем, что, с целью стабилизации условий возбуждения электрической дуги, применяют высокочастотное напряжение, дополнительно накладываемое на электрод.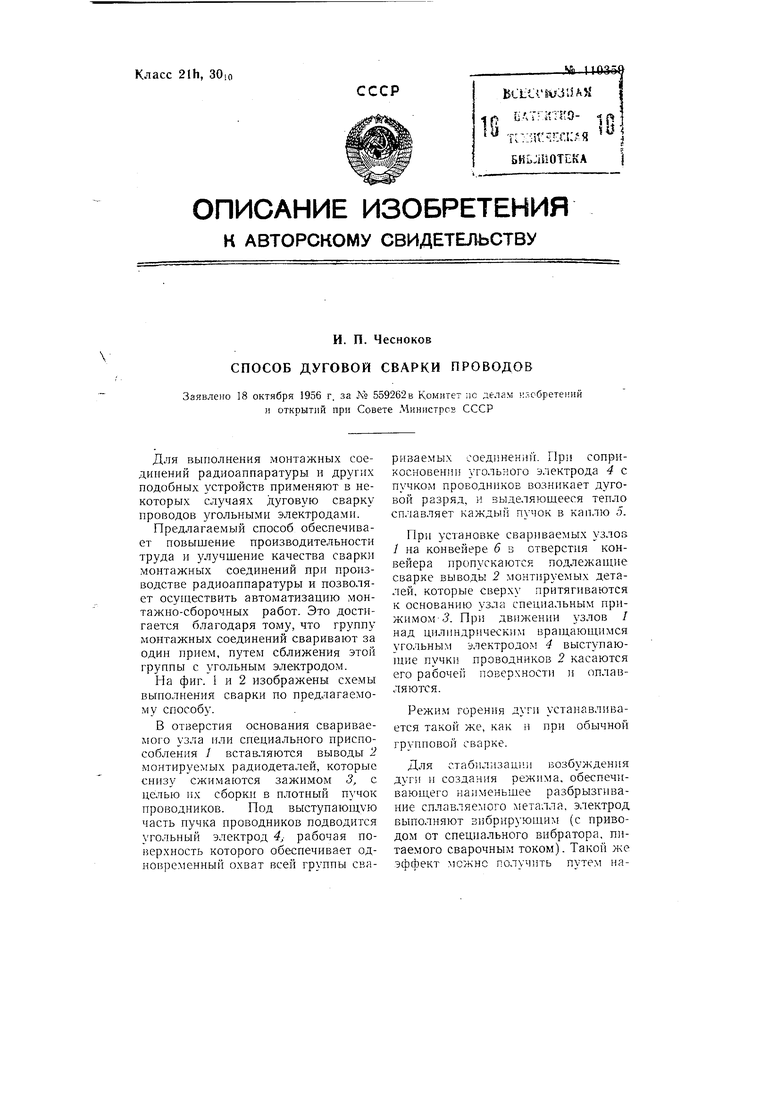
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой электросварки | 1950 |
|
SU96495A1 |
| Электрод для дуговой сварки точечных соединений | 1978 |
|
SU764904A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| Источник электронов со взрывным катодом | 1978 |
|
SU878100A2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2145913C1 |
| Пистолет для сварки концов проводов | 1977 |
|
SU733899A1 |
| СПОСОБ СВАРКИ, СОВМЕЩАЮЩИЙ В СЕБЕ ИСПОЛЬЗОВАНИЕ ЛАЗЕРНОГО ПУЧКА И ЭЛЕКТРИЧЕСКОЙ ДУГИ С ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, ДЛЯ СБОРКИ УКЛАДЫВАЕМЫХ ВСТЫК МЕТАЛЛИЧЕСКИХ ТРУБ С ЦЕЛЬЮ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 2006 |
|
RU2403135C2 |
| УСТРОЙСТВО ЭЛЕКТРИЧЕСКИ УПРАВЛЯЕМОГО ОПТИЧЕСКОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2572523C1 |
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |