Изобретение относится к области сварки и может использоваться в машиностроении для наплавки слоев с особыми свойствами и сварки сложно свариваемых сталей и сплавов.
Известен способ сварки дугой прямого действия в инертных газах между неплавящимся электродом и изделием с подачей присадочной проволоки в зону дуги (см. И.А. Гедовиус, В.М. Шмаков. «Сварка новых материалов в среде защитных газов», Куйбышев, 1969. - 111 с., с. 5, рис. 1).
К недостаткам этого способа относятся низкие производительность и стабильность скорости расплавления электродной проволоки. Это обусловлено тем, что проволока нагревается только конвекцией и излучением от столба дуги, поэтому случайные изменения положения проволоки относительно столба дуги приводят к существенному изменению скорости ее расплавления.
Известен способ автоматической плазменной сварки в среде аргона комбинацией дуг прямого и косвенного действия, по которому к неплавящемуся электроду подключают отрицательный полюс сварочного источника питания, а к изделию его положительный полюс, используют плавящийся электрод, подключаемый к положительному полюсу источника питания через балластное сопротивление, зажигают дугу прямого действия прямой полярности между неплавящимся электродом и изделием и дугу косвенного действия между неплавящимся и плавящимся электродом.
Способ может быть использован и для свободной сварочной дуги. Балластное сопротивление обеспечивает питание второй дуги от одного источника питания, аналогично питанию дуг от многопостовых источников питания (см. статью И.Е. Тавер, М.Х. Шоршоров «Сварка стали двойной плазменной струей», Сварочное производство, 1971 г., №10, с. 26-28). Этот способ принят за прототип.
К недостаткам данного способа сварки относятся низкая производительность наплавки и ограниченные возможности регулирования химического состава шва, обусловленные использованием одной электродной проволоки и сильное взаимодействие собственных магнитных полей дуг, приводящее к нестабильности их пространственного положения и переноса электродного металла в сварочную ванну, что приводит к большому разбрызгиванию и потерям электродного металла и нестабильности размеров наплавляемого валика. Использование балластного сопротивления для питания дуги косвенного действия не обеспечивает устойчивости дуги на всех режимах, так как дуга с плавящимся электродом устойчиво горит от источника питания с жесткой вольтамперной характеристикой (ВАХ), а балластное сопротивление обеспечивает падающую ВАХ.
В известном способе автоматической сварки комбинацией дуг прямого и косвенного действия в среде инертного газа, при котором к неплавящемуся электроду подключают отрицательный полюс сварочного источника питания, а к изделию его положительный полюс и зажигают между ними дугу прямого действия, плавящийся электрод подключают к полюсу второго источника питания, зажигают с него дугу косвенного действия, подавая его непрерывно в зону сварки.
В отличие от прототипа, в зону сварки непрерывно подают вторую электродную проволоку, подключая ее к другому полюсу второго источника питания, зажигают дугу косвенного действия между плавящимися электродами, располагая ее позади дуги прямого действия в отношении направления скорости сварки в пределах длины сварочной ванны, образованной на изделии дугой прямого действия, обеспечивают пульсацию токов дуг прямого и косвенного действия, причем во время протекания большого тока дуги прямого действия, в дуге косвенного действия протекает малый ток, а в период протекания малого тока дуги прямого действия в дуге косвенного действия протекает большой ток, длительность протекания большого тока в дуге прямого действия на изделие устанавливают в пределах 0,2…0,8 по отношению к циклу протекания в нем тока, причем минимальные средние значения малого токов дуг прямого и косвенного действия выбирают обеспечивающими их устойчивое горение.
Диаметры электродов дуги косвенного действия могут выбираться различными.
Вылеты электродов дуги косвенного действия могут выбираться различными.
Химические составы электродных проволок могут выбираться различными.
Электроды дуги косвенного действия могут быть подключены к источнику питания постоянного тока.
Электроды дуги косвенного действия могут быть подключены к источнику питания переменного тока.
Технический результат предлагаемого способа заключается в повышении производительности наплавки при одновременном повышении стабильности процесса сварки путем снижении магнитного взаимодействия дуг. Повышение производительности обеспечивается использованием второго плавящегося электрода в дуге косвенного действия. Снижение магнитного взаимодействия дуг обеспечивается как удалением дуг друг от друга на расстояние до длины сварочной ванны, так и за счет пульсирующего характера токов дуг.
Сила взаимодействия магнитных полей дуг по закону Ампера, как двух проводников, обратно пропорциональна расстоянию между ними.
Сила взаимодействия магнитных полей токов дуг, также согласно закону Ампера, пропорциональна произведению токов дуг. При работе дуги прямого действия и дуги косвенного действия в пульсирующем режиме по предложенному алгоритму, произведение средних токов дуг прямого и косвенного действия в период пульсации всегда меньше произведения их средних значений, присущих действию дуг в стационарном режиме.
Расположение плавящихся электродов дуги косвенного действия за неплавящимся электродом дуги прямого действия по отношению к направлению скорости сварки в пределах длины сварочной ванны обеспечивает попадание капель электродного металла в сварочную ванну и образование единого шва, в котором происходит перемешивание основного и электродного металлов.
Ограничение минимальных средних значений малых токов дуг прямого и косвенного действия преследует цель обеспечить их устойчивое горение в системе «дуга-источник питания».
Определение диапазона отношения времени пульсаций в дугах к периоду обеспечивает дополнительные технологические возможности дуг, например, при недостаточной мощности сварочных источников питания.
Выбор диаметров плавящихся электродов различными расширяет технологические возможности способа в отношении производительности наплавки каждым из электродов.
Выбор вылетов плавящихся электродов различными дополнительно расширяет технологические возможности способа в отношении производительности наплавки каждым из электродов.
Выбор различным химических составов плавящихся электродов расширяет технологические возможности регулирования химического состава наплавленного металла путем использования различных сочетаний известных марок проволок путем регулирования тока дуги прямого действия, диаметра и вылета электродов.
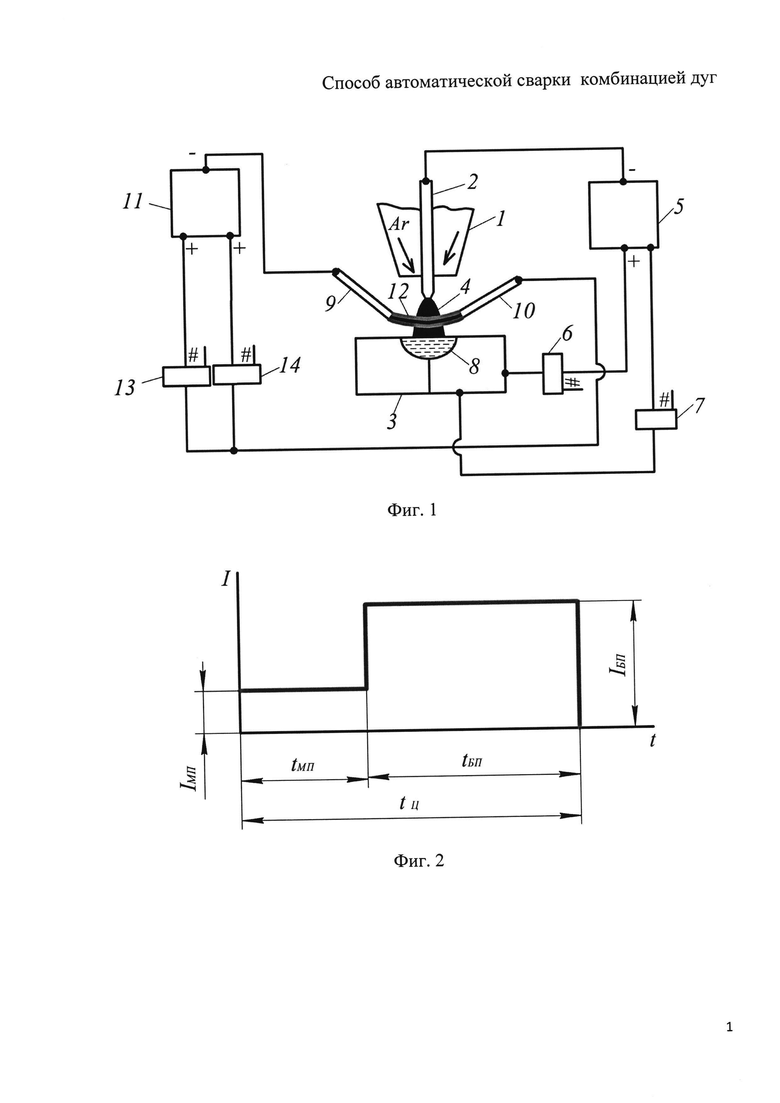
На фиг. 1 представлена схема реализации способа, на фиг. 2 - циклограмма тока в дуге прямого действия, на фиг. 3 - циклограмма тока в дуге косвенного действия, на фиг. 4 - вольтамперные характеристики дуги и источника питания, на фиг. 5 - зависимости коэффициента расплавления электродных проволок, на фиг. 6 - зависимости содержания легирующих элементов в наплавленном металле от тока дуги косвенного действия.
На фиг. 1 представлена схема реализации предлагаемого способа сварки. В сопло сварочной горелки 1 подается аргон. В горелке 1 помещен неплавящийся вольфрамовый электрод 2. Между электродом 2 и двумя частями изделия 3 горит дуга прямого действия 4 от сварочного источника питания постоянного тока 5. Отрицательный полюс источника 5 подключен к неплавящемуся электроду 2. Положительный полюс источника питания 5 имеет два выхода с проводниками, подключенными к изделию 3 через электронные ключи 6 и 7. Сварочная горелка 1 перемещается вдоль изделия 3 со скоростью сварки VC. От дуги прямого действия возникает сварочная ванна 8. За сварочной дугой прямого действия 4 по отношению к направлению скорости сварки в пределах сварочной ванны 8 располагаются плавящиеся электроды 9 и 10. Они подключены ко второму сварочному источнику питания постоянного или переменного тока 11. Между ними непрерывно горит пульсирующая дуга косвенного действия 12. Плавящиеся электроды 9 и 10 могут иметь различный диаметр и длину вылета, различный химический состав. В общем случае они расплавляются и подаются с различной скоростью VЭ1 и VЭ2 независимыми механизмами подачи. Между осью неплавящегося электрода 2 и плоскостью, в которой расположены плавящиеся электроды 9 и 10 расстояние Δ, которое лежит в пределах сварочной ванны. Капли электродного металла с электродов 9 и 10 попадают в сварочную ванну 8.
Устройство сварочного источника 5 обеспечивает два режима питания дуги прямого действия: с большим и малым токами. Электронный ключ 6 обеспечивает включение малого тока пульсаций дуги прямого действия, а электронный ключ 7 - большого тока пульсаций. Управление электронными ключами 6 и 7 производится с помощью специальной схемы управления. В период включения электронного ключа 6, электронный ключ 7 отключен и наоборот. Электронные ключи 6 и 7 с помощью электронной схемы позволяют регулировать в периоде длительность протекания малого IМП и большого IБП токов пульсаций в дуге прямого действия.
Устройство сварочного источника 11 также обеспечивает два режима питания дуги косвенного действия: с большим и малым токами. В проводниках, соединяющих плавящиеся электроды 9 и 10 с источником питания 11, установлены электронные ключи 13 и 14, которые обеспечивают пульсации тока дуги косвенного действия 12 и регулируют длительность протекания большого и малого токов в дуге 12 косвенного действия. Длительность протекания большого тока в дуге косвенного действия 12tБК также равна времени протекания малого тока в дуге прямого действия 4 tМП. Соответственно она может изменяться в пределах 0,8…0,2 периода протекания тока в дуге прямого действия.
Электронные ключи 13 и 14 периодически переключают дугу косвенного действия 12 с малого тока на большой в зависимости от величины протекания тока пульсаций в дуге прямого действия 4. Управление электронными ключами производится с помощью специальной электронной схемы управления. Стабильность дуги косвенного действия 12 обеспечивается за счет ее непрерывного горения и подачи плавящихся электродов 9 и 10 со скоростью их расплавления.
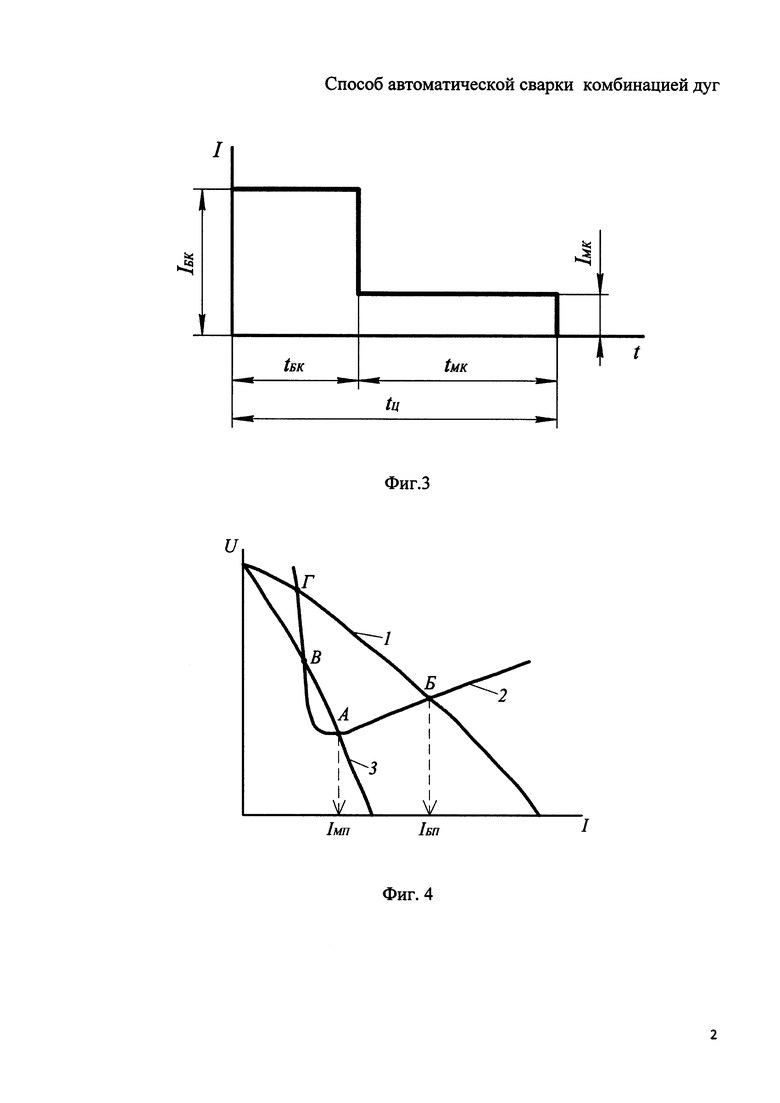
На фиг. 2 представлена циклограмма тока дуги прямого действия. Циклограмма представляет зависимость изменения тока дуги от времени t. Форма пульсаций тока прямоугольная, то есть в процессе одной пульсации ток не изменяется. Весь период протекания тока дуги прямого действия обозначен tЦ. Время протекания малого тока дуги прямого действия IМП составляет tМП а время протекания большого тока дуги прямого действия IБП составляет tБП. Большой ток преимущественно обеспечивает проплавление изделия. Малый ток преимущественно поддерживает устойчивое горение дуги. Соотношение времени протекания малого тока дуги прямого действия по отношению к длительности цикла следует выбирать в пределах tМП/tЦ=0,2…0,8, а большого соответственно tБП/tЦ=0,8…0,2. Это позволяет дополнительно регулировать средний ток дуги прямого действия и, следовательно, регулировать площадь проплавления основного металла в зависимости от того, какую долю участия основного металла в металле шва требуется получить. Кроме того, это создает возможность при сохранении среднего тока регулировать давление дуги на сварочную ванну в периоды пульсаций тока.
Действующим значением однонаправленного тока дуги с любой формой импульсов является ее средний ток, так как напряжение дуги практически не зависит от тока.
Средний ток дуги прямого действия с неплавящимся электродом при прямоугольной форме пульсаций тока за период пульсаций можно определить по формуле

где IМП - значение малого тока дуги прямого действия в период его протекания в цикле;
tМП- время протекания малого тока дуги прямого действия;
IБП - значение большого тока дуги прямого действия в период его протекания в цикле;
tБП - время протекания большого тока дуги прямого действия.
Время tМП+tБП=tЦ составляет время цикла для дуги прямого действия. Действие среднего тока на проплавление изделия в пульсирующем режиме эквивалентно действию равного ему постоянного тока дуги прямой полярности.
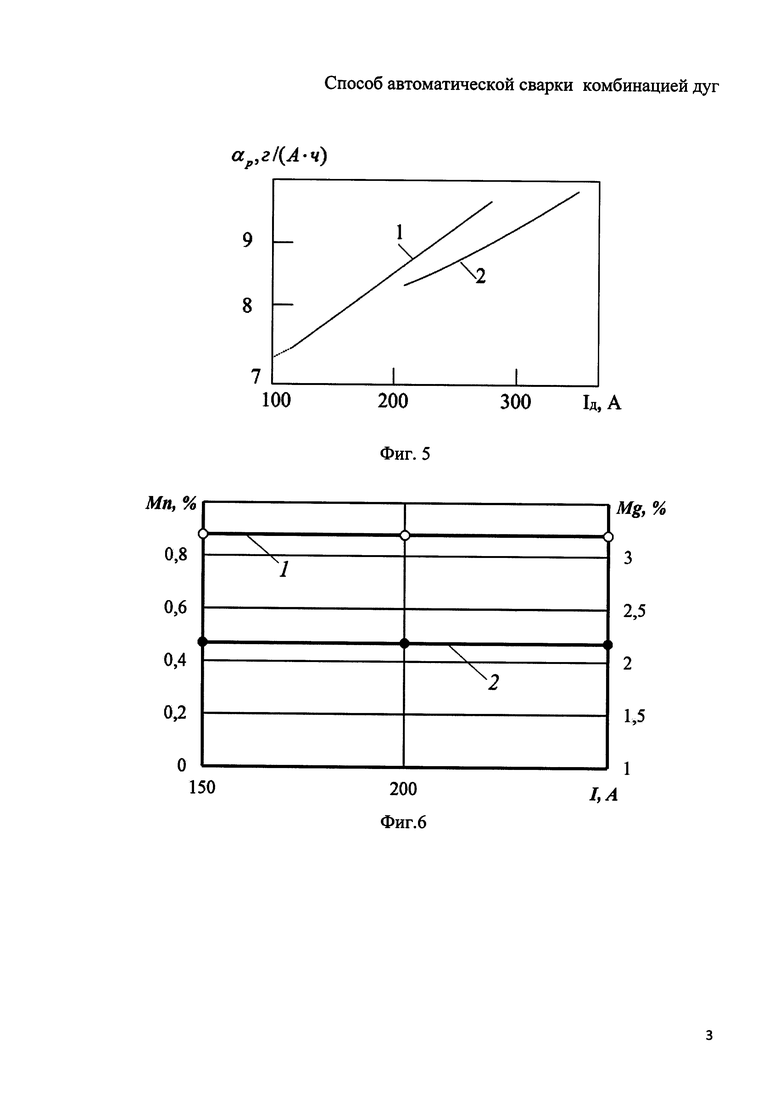
Зависимость на фиг. 3 представляет циклограмму тока дуги косвенного действия между плавящимися электродами. Время протекания малого тока дуги IМК косвенного действия равно времени протекания большого тока дуги прямого действия tБП. Время протекания большого тока дуги IБК косвенного действия равно времени протекания малого тока дуги прямого действия tМП. Ток IБК обеспечивает преимущественно требуемую скорость расплавления электродных проволок. IМК обеспечивает преимущественно стабильное горение дуги. За счет такой системы протекания токов дуг прямого и косвенного действия до минимума снижается взаимодействие магнитных полей дуг. Дополнительно уменьшение магнитного взаимодействия дуг обеспечивается за счет их удаления друг от друга по сравнению с известным способом.
Соотношение времени пульсаций малого или большого тока в дуге косвенного действия по отношению к длительности цикла пульсаций дуги прямого действия следует выбирать в пределах t=(0,2…0,8)tЦ. Это позволит дополнительно к току дуги косвенного действия регулировать площадь поперечного сечения наплавленного металла в зависимости от того, какое значение доли наплавленного металла в металле шва требуется получить. Соответственно длительность времени протекания большого или малого тока в дуге прямого действия в этот период будет t=(0,8…0,2)tЦ.
Средний, за период ток дуги косвенного действия с плавящимся электродом с прямоугольной формой импульса тока можно определить по формуле

где IМК - значение малого тока дуги косвенного действия в период его протекания в цикле;
tМК - время протекания малого тока дуги косвенного действия в одном периоде;
IБК - значение большого тока дуги косвенного действия в период его протекания в цикле;
tБК - время протекания большого тока дуги косвенного действия в периоде.
Время tЦ составляет время цикла дуг прямого и косвенного действия.
Действие среднего тока на скорость плавления электродов в пульсирующем режиме эквивалентно действию равного ему постоянного тока в стационарном режиме.
На фиг. 4 представлены зависимости вольтамперных характеристик дуги и источника питания. Кривая 1 представляет крутопадающую вольтамперную характеристику источника питания для дуги с неплавящимся электродом, кривая 2 - вольтамперную характеристику дуги с неплавящимся вольфрамовым электродом, кривая 3 вольтамперную характеристику источника питания, обеспечивающую минимальные сварочные токи. Кривая 2 имеет падающий участок, минимум напряжения и возрастающий участок. Кривая 1 и кривая 2 пересекаются в двух точках Б и Г. В этих точках возможно существование дуги с неплавящимся электродом. В соответствии с теорией сварочной дуги точка Г является неустойчивой рабочей точкой системы, поскольку в ней не выполняется условие устойчивости и при небольших отклонениях тока дуга гаснет. Наоборот, точка Б является рабочей точкой системы, в которой условие устойчивости выполняется и при малых отклонениях тока дуги она переходит в новое устойчивое состояние. Ток в этой точке соответствует большому току пульсаций в дуге прямого действия IБП. Точка пересечения вольтамперной характеристики дуги 2 с вольтамперной характеристикой источника 3 в точке В дает минимальное значение тока, но при котором не обеспечивается устойчивое горение дуги с неплавящимся электродом. Этот ток нельзя использовать как малый при выборе пульсирующего режима горения дуги прямого действия между неплавящимся электродом и изделием по предлагаемому способу. Наоборот, в рабочей точке А пересечения кривых 3 и 2 обеспечивается устойчивое горение дуги. Поэтому ток IМП для этой точки может служить малым током пульсаций в дуге прямого действия.
На фиг. 5 представлены зависимости коэффициента расплавления αР электродной алюминиевой проволоки от тока дуги обратной полярности по литературным данным. Кривая 1 представляет зависимость для проволоки марки Св-АМц диаметром dЭ=1,6 мм, кривая 2 для проволоки Св-АМг6 диаметром dЭ=2,0 мм. Кривая 1 для электрода меньшего диаметра расположена выше кривой 2 для большего диаметра. Поэтому при одинаковых токах больше коэффициент расплавления и производительность расплавления у электродной проволоки меньшего диаметра. Аналогичные зависимости имеют место и для стальных проволок в дуге обратной полярности в инертных газах. Зависимости αP для прямой полярности отличаются большим углом наклона по отношению к оси токов. Это обусловлено зависимостью коэффициента расплавления электрода при нулевом вылете от тока дуги.
Коэффициент расплавления связан с коэффициентом наплавки эмпирическим соотношением

где ΨП - коэффициент потерь на угар и разбрызгивание.
Производительность наплавки для каждого из плавящихся электродов можно рассчитать по формуле

где αH - коэффициент наплавки, г/(А⋅ч );
IСК - средний ток дуги косвенного действия, А.
При этом коэффициент наплавки каждого электрода будет в общем случае разным в зависимости от полюса источника питания, подключенного к электроду.
Из графиков фиг. 5 следует, что диаметр плавящегося электрода оказывает существенное влияние на коэффициент наплавки и, следовательно, на ее производительность.
В литературе приводится формула для скорости расплавления тонкой кремниево-марганцевой электродной проволоки в дуге обратной полярности в защитном газе. Для коэффициента расплавления в г/(А⋅с) она принимает вид

где ρ - плотность материала электрода, г/мм3,
L - вылет, мм;
J - плотность тока, А/мм2.
Формула (5) показывает существенную зависимость коэффициента расплавления от вылета электрода. Аналогичная зависимость имеет место для дуги прямой полярности и дуги переменного тока. Поэтому изменяя вылет плавящегося электрода можно регулировать производительность расплавления в предлагаемом способе.
Выбор известных марок электродных проволок различного химического состава обеспечивает неограниченные возможности получения и регулирования химического состава шва.
Содержание какого-либо химического элемента в шве определяется по известной формуле

где  - содержание данного химического элемента в основном металле, %;
- содержание данного химического элемента в основном металле, %;
ψО - доля участия основного металла в металле шва.
 - содержание данного химического элемента в наплавленном металле, %.
- содержание данного химического элемента в наплавленном металле, %.
Доля участия основного металла в металле шва ψО определяется по формуле

где FО - площадь поперечного сечения проплавления основного металла, см2;
FH - площадь поперечного сечения наплавленного металла, см2.
Площадь поперечного сечения наплавленного металла при наплавке дугой косвенного действия можно рассчитать по формуле

где П1 и П2 - производительности наплавки электродов, г/с;
ρ - плотность наплавленного металла, г/см3;
VС - скорость сварки, см/с.
В формуле (8) принято, что плотности металла электродов равны.
Коэффициент наплавки αН зависит от диаметра электрода, тока дуги, вылета электрода, рода тока или полярности дуги.
Коэффициент наплавки однозначно связан со скоростью расплавления электрода

где ψП - коэффициент потерь электрода на угар и разбрызгивание;
VЭ - скорость расплавления электрода, см/с;
j - плотность тока в сечении электрода, А/см2.
Коэффициент наплавки электродов ан определяется экспериментально через коэффициент расплавления и приводится в специальной литературе, как это приведено на фиг. 5.
Таким образом, зная содержание химического элемента в электродах, с помощью формул (3-9) можно рассчитать его содержание в шве, если известна площадь поперечного сечения основного металла FО В предлагаемом способе FО может определяться экспериментально при наплавке по известному способу дугой прямого действия на заданном токе, равном среднему току пульсирующей дуги прямого действия или теоретически путем использования адекватной расчетной схемы распространения тепла при сварке.
Скорость расплавления каждого электрода в см/с можно определить по формуле

где dЭ - диаметр плавящегося электрода, см;
αP - коэффициент расплавления плавящегося электрода при сварке дугой прямого действия на аналогичной полярности при токе дуги IД=IСК.
Таким образом, по зависимостям коэффициента расплавления в дуге прямого действия и току дуги косвенного действия можно определить скорости расплавления электродов дуги косвенного действия в пульсирующем режиме по предлагаемому способу, и, следовательно, рассчитать химический состав наплавленного металла и шва.
На фиг. 6 представлены зависимости содержания легирующих элементов марганца и хрома от тока дуги косвенного действия для проволок Св-АМц и Св-АМг6 с диаметрами, указанными для фиг. 5. Кривая 1 представляет собой зависимость для магния, а кривая 2 для марганца. Проволока Св-АМц присоединялась к отрицательному полюсу источника питания, а проволока Св-АМг6 - к положительному. Коэффициент наплавки проволоки Св-АМц принимался αН=8 г/(Ач), а проволоки Св-АМг6 αН=7 г/(Ач). Содержание марганца в проволоке Св-АМц принималось 1%, а магния 0%. Содержание магния в проволоке Св-АМг6 принималось 6%, а марганца 0%.
Содержание элементов в наплавленном металле СН рассчитывали по формуле

где C1 и С2 - соответственно содержание элемента в первой и второй проволоках, %;
П1 и П2 - производительности расплавления проволок, г/с.
Из зависимостей на фиг. 6 видно, что содержание каждого из элементов в наплавленном металле крайне слабо зависит от тока дуги косвенного действия. Различие имеет место только в третьем знаке после запятой. Это вызвано тем, что коэффициенты наплавки электродов обычно достаточно близки, ток косвенной дуги одинаков для каждого из электродов и производительности расплавления пропорциональны току и коэффициенту наплавки. В то же время такая слабая зависимость обеспечивает возможность регулирования содержания этих же элементов в шве в широких пределах, так как поперечное сечение наплавленного металла и шва изменяется, а поперечное сечение основного металла остается практически постоянным. В соответствии с формулой (7) существенно изменяется доля участия основного металла в шве и содержание легирующих элементов в соответствии с формулой (6). Таким образом, в предлагаемом способе обеспечивается возможность существенного раздельного регулирования химического состава шва за счет параметров дуг прямого и косвенного действия или совместного изменения параметров этих дуг. Необходимый состав легко обеспечить, так как проплавление изделия практически не зависит от мощности, передаваемой изделию электродным металлом дуги косвенного действия.
Средний ток дуги прямого действия за период определяет площадь поперечного сечения проплавления основного металла. Изменяя соотношение средних токов дуг прямого и косвенного действия, можно регулировать долю участия основного металла в металле шва.
В результате проведенных исследований установлено, что площадь поперечного сечения основного металла практически не зависит от мощности, передаваемой в сварочную ванну жидким электродным металлом, а зависит только от среднего тока дуги прямого действия. Это обусловлено тем, что мощность поглощенная жидким металлом электродов передается в сварочную ванну и оказывает через нее на проплавление изделия очень малое влияние. Поэтому при использовании данного способа легко можно определить содержание любого легирующего элемента в шве при известных составе электродных проволок, основного металла и режимах дуг. Изменяя ток дуги косвенного действия можно в широких пределах регулировать химический состав шва, так как сечение проплавления основного металла практически не изменяется.
За счет регулирования производительности расплавления и наплавки проволок при различном их химическом составе можно получать широкий спектр легирующих элементов в наплавленном металле и металле шва. Производительность расплавления и наплавки каждой проволоки можно регулировать раздельно за счет диаметра электродных проволок, вылета электродных проволок, полюса подключения к источнику питания. Долю участия основного (или электродного) металла в металле шва можно практически независимо от тока дуги косвенного действия регулировать средним током дуги прямого действия. Это обеспечивает высокую технологическую гибкость способа сварки. Практически полностью может отпасть необходимость создания новых проволок, так как необходимый состав шва можно рассчитать и получить с помощью известных проволок.
Если, например, известно 50 марок сварочных проволок различного химического состава, то, согласно теории сочетаний, из них можно получить 49⋅50=2450 комбинаций двух проволок. С учетом различия диаметров проволок, вылетов и полярностей электродов можно обеспечить практически любой требуемый состав наплавленного металла и, соответственно, шва, обходясь без создания новых марок проволок, как это требуется при сварке по известному способу.
Пример.
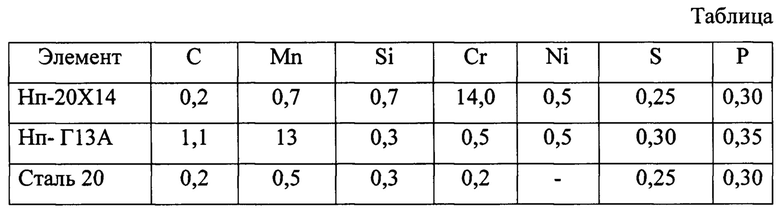
Производилась наплавка по предлагаемому способу наплавочными электродными проволоками по ГОСТ 10543-98: Нп-20Х14 диаметром dЭ=1,6 мм и Нп- Г13А диаметром dЭ=l,2 мм на пластину из стали 20 толщиной δ=10 мм.
Содержание легирующих элементов в проволоках и основном металле в процентах по данным сертификатов приведено в таблице 1.
Скорость наплавки составляла VС=0,5 см/с. Дуга прямого действия между неплавящимся электродом диаметром dЭ=3 мм сварочной горелки и изделием горела в среде аргона. Расход аргона составлял G=10 л/мин. Дуга прямого действия питалась от сварочного источника питания постоянного тока ВДУ -306. Малый ток дуги прямого действия обеспечивался путем установки в один из проводников, соединяющий источник питания с изделием шунтирующего балластного сопротивления. Включение и выключение балластного сопротивления осуществлялось с помощью специальной электронной схемы. Дуга косвенного действия питалась от двух источников питания ФОРСАЖ-500 для механизированной сварки с механизмами подачи электродной проволоки. Для обеспечения малого тока дуги косвенного действия включался один источник питания, а для обеспечения большого тока два источника включались параллельно. Переключение источников с одного на два параллельных осуществлялось с помощью той же специальной электронной схемы.
Электрическая схема обеспечивала следующие параметры пульсаций тока дуги прямого действия: большой ток пульсации прямоугольной формы IБП=300 А, время его протекания 0,01 с, малый ток пульсаций прямоугольной формы IМП=50 А, время его протекания 0,01 с. Период пульсаций дуги прямого действия составил tЦ=0,02 с, частота пульсаций f=50 Гц. Средний сварочный ток дуги прямого действия по формуле (1)
IСП=(300⋅0,01+50⋅0,01)/(0,01+0,01)=175 А.
Предварительно при обычной аргонодуговой наплавке дугой прямого действия от того же источника питания на токе дуги IД=IСП=175 А была выполнена наплавка без подачи присадочной проволоки со скоростью сварки VС=0,5 см/с. По макрошлифу определили площадь поперечного сечения проплавления основного металла FО=0,4 см2. Длина сварочной ванны позади неплавящегося электрода составляла ≈1,0 см.
Средний ток дуги косвенного действия был выбран IСК=150 А. Положительный полюс источника питания ФОРСАЖ-500 подключался к проволоке Нп-20Х14, а отрицательный - к проволоке Нп- Г13А. По зависимостям коэффициента расплавления в дуге прямого действия были определены коэффициенты расплавления электродов и коэффициенты наплавки. Коэффициент потерь на угар и разбрызгивание принимался ΨП=0,05. Получили для Нп-20Х14 αН=14 г/(А⋅ч), для Нп- Г13А=15 г/(А⋅ч). Показатели наплавки сведены в таблицу 2.
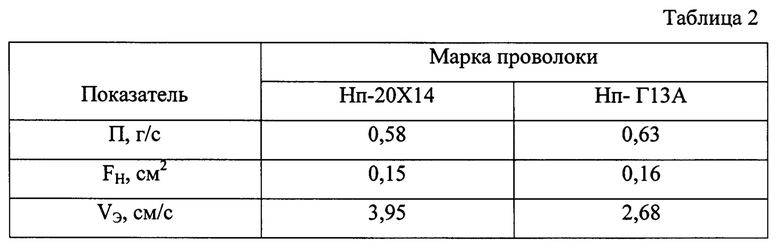
Общая площадь наплавленного металла для двух проволок FНО=0,31 см2, доля участия основного металла в металле шва
ψО=FО/(FО+FН)=0,5/(0,5+0,31)=0,62.
Длительность протекания большого тока прямоугольной формы для дуги косвенного действия будет равна длительности протекания малого тока дуги прямого действия и составлять tК=tМП=0,01 с.
Значение большого тока дуги косвенного действия необходимо выбрать. Принимали IБК=250 А. В этом случае малый ток дуги косвенного действия из формулы (2)
IСК=(IМК⋅tМК+IБКtБК)/tЦ
150=(IМК⋅0,01+250⋅0,01)/0,02.
Отсюда IМК=50 А.
При реализации способа дуга косвенного действия располагалась на расстоянии 0,7 см позади неплавящегося электрода. При этом капли электродного металла попадали в сварочную ванну. В результате получили гладкий наплавленный валик со стабильной выпуклостью и шириной шва.
Рассчитывали содержание химических элементов в наплавленном металле и шве. Содержание элементов в наплавленном металле СН рассчитывали по формуле (11). П1 и П2 - производительности расплавления проволок в г/с брались из таблицы 2.
Содержание элементов в шве при известном содержании в наплавленном металле рассчитывали по формуле (3) при ψО=0,62. Результаты расчетов в % приведены в таблице 3.
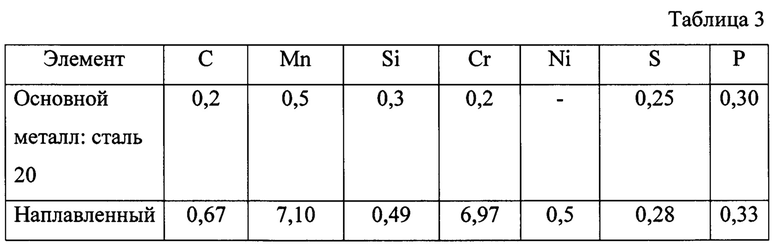

В шве получили существенное содержание марганца и хрома, которые есть практически только в одной из проволок. Экспериментальное определение содержания марганца и хрома в шве совпало с расчетным содержанием с относительной точностью ±5%.
Может быть решена и обратная задача, когда по требуемому содержанию основных легирующих элементов в шве следует рассчитать содержание этих элементов в проволоках и необходимые параметры сварки, которые обеспечат состав шва. При современных возможностях компьютерной техники такая задача может быть решена путем быстрого перебора решения прямой задачи, приведенной в примере.
Подбирая различные известные марки проволок и режимы горения дуг прямого и косвенного действия можно получить практически любой требуемый химический состав наплавленного металла и шва.
При расположении осей столбов дуг прямого и косвенного действия под углом друг к другу, согласно закону Ампера сила взаимного влияния дуг будет пропорциональна произведению токов этих дуг.
В период протекания большого тока дуги косвенного действия сила взаимодействия столбов дуг пропорциональна произведению токов
F1=k⋅250⋅50=k⋅12500 A2,
где k - коэффициент пропорциональности, одинаковый для любых токов.
В период протекания малого тока дуги косвенного действия сила взаимодействия столбов дуг пропорциональна произведению токов
F1=k 50⋅300=k⋅15000 А2.
Значение больше при протекании малого тока в дуге косвенного действия. При наплавке по известному способу магнитное взаимодействие дуг будет пропорционально произведению средних значений токов
F1=k 150⋅175=k⋅26500 А2.
Таким образом, сила магнитного взаимодействия по предлагаемому способу, без учета удаления дуги косвенного действия от дуги прямого действия, уменьшается почти в 1,8 раза при протекании малого тока в дуге косвенного действия и более чем в 2 раза при протекании большого тока в дуге косвенного действия.
Способ может быть реализован с помощью выпускаемых промышленностью полуавтоматов и автоматов для механизированной и автоматической сварки в инертных газах с подачей присадочной проволоки совместно с используемыми сварочными источниками питания. Такие установки нужно дополнить устройствами для коммутации токов от полюсов источников питания постоянного тока с соответствующей электронной схемой управления. Последнее не представляет проблемы для современного уровня развития электронной и микропроцессорной техники. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение относится к области сварочного производства. Способ включает зажигание дуги прямого действия между неплавящимся электродом и изделием и зажигание дуги косвенного действия между двумя плавящимися электродами, которые непрерывно подают в зону сварки. При этом дугу косвенного действия располагают позади дуги прямого действия по отношению к направлению ее перемещения в пределах сварочной ванны. Питание упомянутых дуг осуществляют с периодической пульсацией величины токов между малым и большим током таким образом, что во время протекания большого тока дуги прямого действия, в дуге косвенного действия протекает малый ток, а в период протекания малого тока дуги прямого действия в дуге косвенного действия протекает большой ток. Использование изобретения обеспечивает повышение производительности и качества сварки. 5 з.п. ф-лы, 6 ил., 3 табл.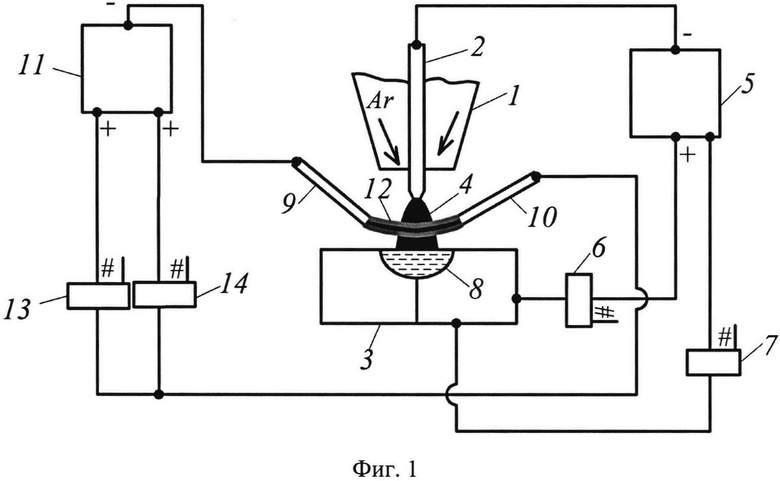
1. Способ автоматической сварки дугами прямого и косвенного действия в среде инертного газа, включающий зажигание дуги прямого действия между неплавящимся электродом и изделием и зажигание дуги косвенного действия от плавящегося электрода, который непрерывно подают в зону сварки, отличающийся тем, что в зону сварки непрерывно подают второй плавящийся электрод с образованием дуги косвенного действия между плавящимися электродами, расположенной позади дуги прямого действия по отношению к направлению ее перемещения в пределах сварочной ванны, образованной на изделии дугой прямого действия, при этом неплавящийся электрод подключают к отрицательному полюсу первого сварочного источника питания, положительный полюс которого подключают к изделию, а каждый из плавящихся электродов подключают к соответствующему полюсу второго сварочного источника питания, причем питание дуг прямого и косвенного действия осуществляют с периодической пульсацией величины токов между малым и большим током таким образом, что во время протекания большого тока дуги прямого действия, в дуге косвенного действия протекает малый ток, а в период протекания малого тока дуги прямого действия в дуге косвенного действия протекает большой ток, при этом длительность протекания большого тока в дуге прямого действия на изделие устанавливают в пределах 0,2…0,8 по отношению к циклу протекания в нем тока, величину малого тока дуги прямого действия устанавливают из условия обеспечения стабильного горения дуги прямого действия, величину большого тока дуги прямого действия устанавливают из условия обеспечения заданного проплавления изделия, величину малого тока дуги косвенного действия устанавливают из условия обеспечения стабильного горения дуги косвенного действия, а величину большого тока дуги косвенного действия устанавливают из условия обеспечения заданной скорости расплавления плавящихся электродов.
2. Способ по п. 1, отличающийся тем, что используют плавящиеся электроды с различными диаметрами.
3. Способ по п. 1 или 2, отличающийся тем, что вылеты плавящихся электродов устанавливают различными.
4. Способ по любому из пп. 1-3, отличающийся тем, что используют плавящиеся электроды с различными химическими составами.
5. Способ по любому из пп. 1-4, отличающийся тем, что плавящиеся электроды подключают к сварочному источнику питания постоянного тока.
6. Способ по любому из пп. 1-4, отличающийся тем, что плавящиеся электроды подключают к сварочному источнику питания переменного тока.
| Журнал "Сварочное производство", 1971, N 10, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| JP 2010069494 A, 02.04.2010 | |||
| CN 102814577 A, 12.12.2012. | |||

