Изобретение относится к сварке, а именно к устройствам для термитной сварки неизолированных ааюминевых, сталеалюминевых и медных проводов с помощью термитных патронов, и может быть использовано при монтаже линий электропередачи.
Целью изобретения является повьпие ние качества сварки путем обеспечени возможности расположения стыка свариваемых проводов в центре термитного патрона в процессе их подачи в зону сварки.
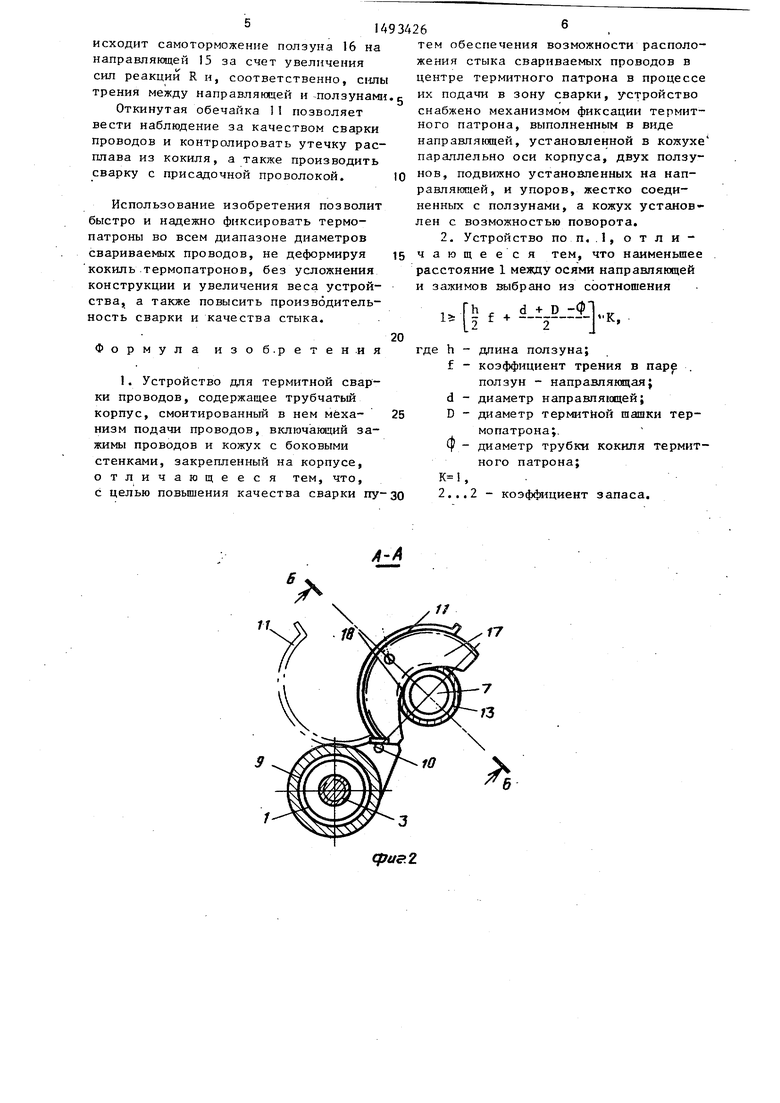
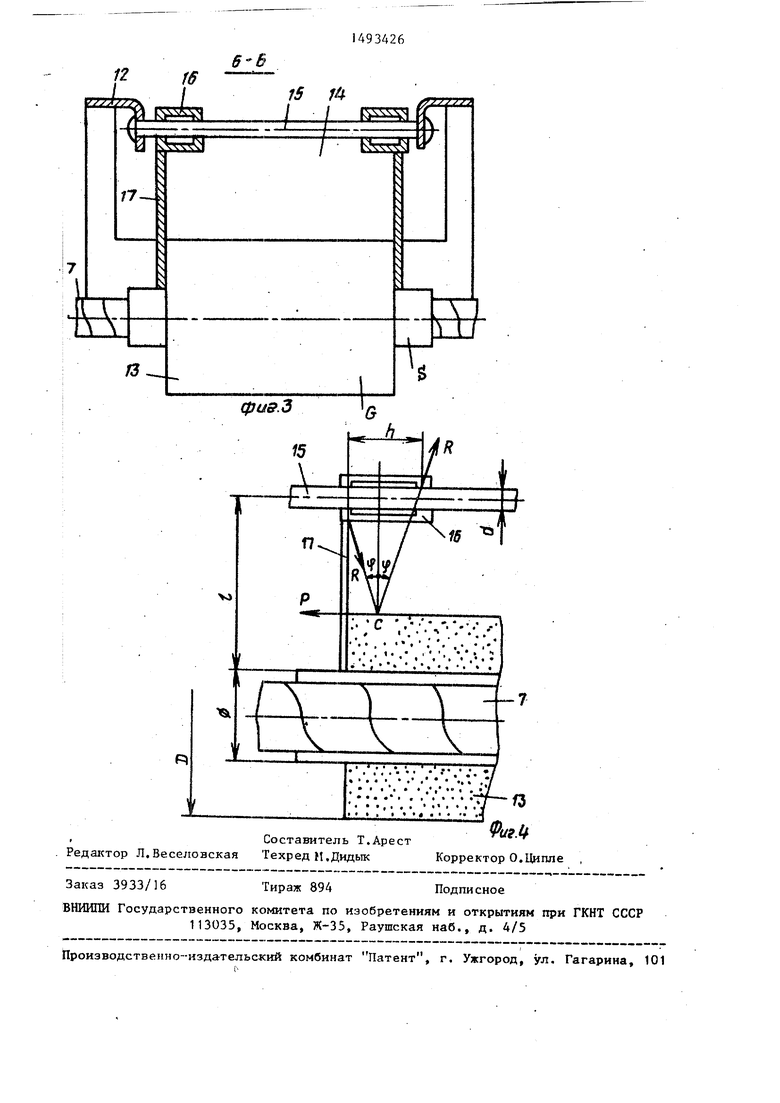
На фиг. 1 изображено устройство для термитной сварки проводов, общий вид; на фиг. 2 - разрез А-Л на фиг.1 на фиг. 3 - разрез В-Б на фиг. 2; на фиг. 4 - схема сил, возникающих при фиксации термопатрона.
Устройство для термитной сварки проводов состоит из трубчатого корпуса 1, в полости которого размещены механизм подачи, включающий гайки 2 с левой и правой резьбой, входящие в зацепление с винтом 3, Винт 3 приводится во вращение рукояткой 4. На гайках 2 закреплены зажимы 5 с зажимными винтами 6 для свариваемых проводов 7. Зажимы 5 при вращении винта 3 перемещаются в прорезях 8 корпуса 1. В средней части трубчатого корпуса 1 неподвижно установлен кронштейн 9 с шарниром 10 На шарнире 10 установлены проушины обечайки 11 и каркаса 12 с возможностью поочерещ- ного вращения. Обечайки 11 и каркас 12 -в рабочем положении пасуются и образуют кожух термопс1трона 13. Термопатрон 13 состоит из трубки-ко1ш- ля S и термитной шашки G, Каркас 12 выполнен с окном-проемом 14, перекрываемым в средней части продольной направляющей 15, на которой размещены два ползуна 16, жестко укрепленные на боковых стенках 17. Боковые стенки 17 имеют боковые вырезы с опорной кромкой 18 под трубку-кокиль термитного патрона. Наименьшее расстояние 1 между осями зажимов 5 и .направляющей- 15 выбирается из следующего соотношения:
1 - i ii- 2f
fll + Li .,
2f 2 J
где h - длина ползуна;
d - диаметр направляющей;
5
0
5
0
5
0
5
0
5
. f - коэффициент трения в паре
ползун - направляющая; К 1,2-2- коэффициент запаса;
D - диаметр термитной шашки
термопатрона;
Ф - диаметр трубки кокиля термитного патрона.
При выполнении устройства с размерами, удовлетворяющими этому ра- |Венству, боковая стенка 16 будет самотормозящейся при.давлении на неё термопатрона.
При равновесии линия действий силы Р проходит через точку пересечения линий действий опорных реакций Кд и Rg, возникающих В ползунах 16. Последние в критический момент направлены под известными углами трения ц к вертикали. Поэтому имеет место следующее равенство:
1 . Jh(t.
mi и 2 Т 2 2
- (ОзФ)1 „
L2f 2
Устройство работает следующим образом.
Боковые стенки 17 перед на-чалом работы раздвигаются на длину .термопатрона 13 (на фиг, 1 обозначено штрихпунктирными линиями). Концы свариваемых проводов 7, заведенные в термопатрон 13, укрепляются в зажимах 5 при помощи винтов 6, после чего поджигается термопатрон 13. Горящий патрон 13 накрывается, защитным кожухом (каркасом 12 и обечайкой 11 совместно). При этом боковые стенки 17 опорными кромками 18 ложатся на концы трубки-кокиля термопатрона 13. После выдержки определенного промежутка времени на сгорание патрона откидывают обечайку 11. Затем сдвигают ползуны 16 и связанные с ними боковые стенки 17 до соприкосновения последних с торцами термитной шашки патрона 13. Ползуны 16 передвигаются, например, щипцами с термоизолированными рукоятками. После чего вращением рукоятки 4 и связанного с нею винта 3 осуществляется подача концов проводов 7 в зону сварки. При этом смещению патрона 13 одним из концов провода от симметричного расположения препятствуют боковые стенки 17, играю- шле роль упоров. При давлении термопатрона 13 на опорную кромку 18
исходит самоторможение ползуна 16 на направляющей 15 за счет увеличения сил реакции R и, соответственно, ci-шы трения между направляющей и ползунами
Откинутая обечайка 11 позволяет вести наблюдение за качеством сварки проводов и контролировать утечку расплава из кокиля, а также производить сварку с присадочной проволокой.
Использование изобретения позволит быстро и надежно фиксировать термопатроны во всем диапазоне диаметров свариваемых проводов, не деформируя кокиль термопатронов, без усложнения конструкции и увеличения веса устройства, а также повысить производительность сварки и качества стыка.
Формула изоб.ретения
1. Устройство для термитной сварки проводов, содержащее трубчатый корпус, смонтированный в нем меха- низм подачи проводов, включаклций зажимы проводов и кожух с боковыми стенками, закрепленный на корпусе, отличающееся тем, что, с целью повышения качества сварки пу26°
тем обеспечения возможности расположения стыка свариваемых проводов в центре термитного патрона в процессе их подачи в зону сварки, устройство снабжено механизмом фиксации термитного патрона, выполненным в виде направляющей, установленной в кожухе параллельно оси корпуса, двух ползунов, подвижно установленных на направляющей, и упоров, жестко соединенных с ползунами, а кожух установлен с возможностью поворота.
2, Устройство поп,.1, о т л и - ч ающе ее я тем, что наименьшее расстояние 1 между осями направляющей и зажимов выбрано из соотношения
li
|н , . у.гФ..к.
де h - длина ползуна;
f - коэффициент трения в пар .
ползун - направляющая; d - диаметр направляющей; D - диаметр термитной щашки термопатрона;.
Ц - диаметр трубки кокиля термитного патрона; К 1 , 2...2 - коэффициент запаса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки кожухов вентиляторов | 1989 |
|
SU1743779A1 |
| Приспособление для неразъемногоСОЕдиНЕНия ТРуб | 1978 |
|
SU841825A1 |
| СОСТАВ БЕЗГАЗОВОГО ТЕРМИТНОГО ТОПЛИВА | 2004 |
|
RU2255080C1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОБЕЛЕНОВ | 2004 |
|
RU2259431C1 |
| Способ соединения металлических труб | 1990 |
|
SU1808585A1 |
| УСТРОЙСТВО УНИТАРНОГО ПАТРОНА ДЭШО (ВАРИАНТЫ) | 2007 |
|
RU2408835C2 |
| КЛЕЩИ ДЛЯ ТЕРМИТНОЙ СВАРКИ ПРОВОДОВ | 1944 |
|
SU64830A1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
Изобретение относится к устройствам для сварки неизолированных алюминиевых, сталеалюминиевых и медных проводов с помощью термитных патронов и может быть использовано при монтаже линий электропередачи. Цель изобретения - повышение качества сварного стыка путем исключения возможности смещения термитных патронов вдоль продольной оси проводов в процессе их подачи в зону сварки. Устройство содержит откидной защитный кожух с вырезами под кокиль термитного патрона 13 и зажимы 5 для свариваемых проводов 7. Откидной защитный кожух выполнен из обечайки 11 и каркаса 12 с боковыми стенками 17, закрепленными на их общей оси 10 с возможностью вращения относительно нее. Каркас 12 выполнен с окном-проемом 14. На кожухе параллельно оси зажимов 5 установлена направляющая, на которой размещены два ползуна (П) 16, жестко закрепленных на боковых стенках 17, играющих роль подвижных упоров и вместе с П 16 образующих механизм фиксации термопатрона. Фиксация осуществляется за счет самоторможения П 16 на направляющей из-за перекоса, возникающего при специально выбранном соотношении размеров диаметра направляющей и длины П 16. 1 з.п.ф-лы, 4 ил.
(риг. 2
12
16
S-B
фи$.3
15
в1
R
,Составитель Т.Арест
Редактор Л.Веселовская Техред М.Дидык Корректор О.Ципле
Заказ 3933/16
Тираж 894
ВНИИПИ Государственного ко итвта по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
. rt .,..,.
. с, .. f
..:....Л/:/::.
Подписное
| Бредихин А.Н | |||
| и др | |||
| Электрические контактные соединения | |||
| М.: Энергия, 1980, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
