Изобретение относится к сварке, в частности к конструкции устройства для сборки и сварки металлоконструкций, преимущественно корпусов вентилей из цилиндрической обечайки и двух патрубков.
Цель изобретения - повышение качества путем обеспечения перемещения сварочной головки по биссектрисе угла между свариваемьми кромками
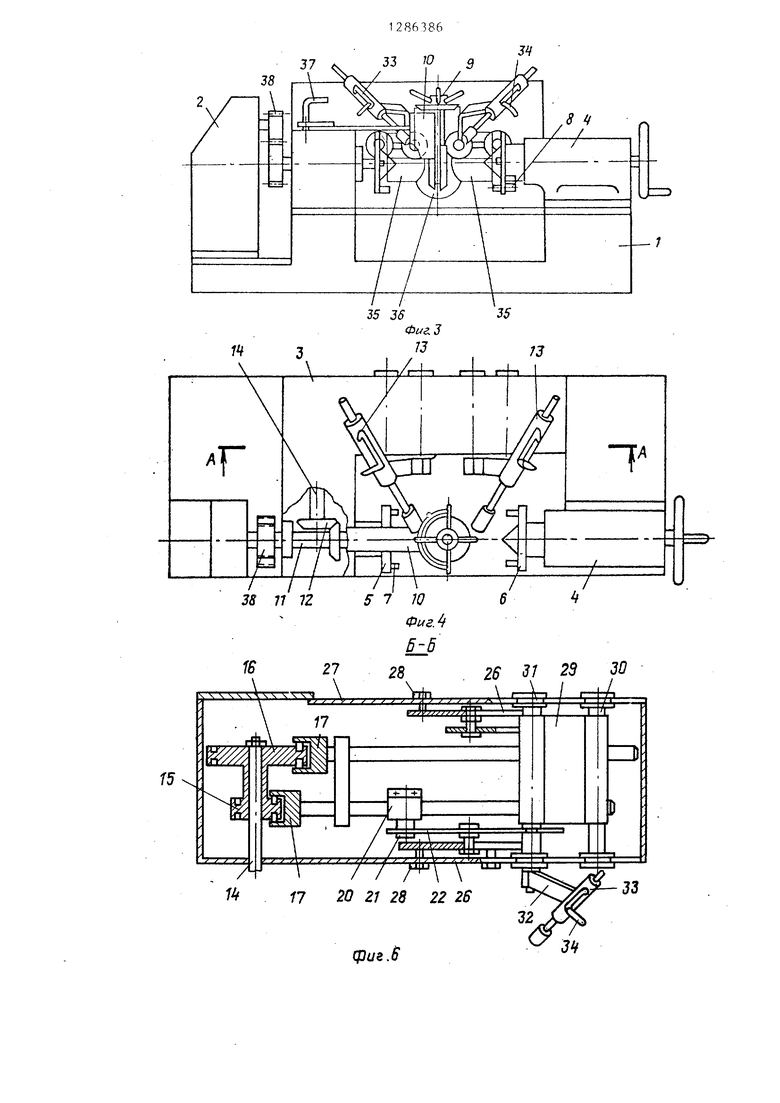
На фиг.1 изображена схема издели и примыкающих к нему элементов устройства; на фиг.2 - исходное положение электрода сварочной головки перед сваркой; на фиг.З - устройство для сборки и сварки, вид сбоку; на фиг.4 - то же, вид сверху; на фиг.З - разрез А-А на фиг.4; на фиг.6 - разрез Б-Б на фиг.З.
Устройство содержит основание 1 , привод 2 вращения, Г-образный корпус 3, заднюю бабку 4, а также элементы сборочного приспособления,вклчающие выдвижные передний 3 и задний 6 фланцы со штырями 7 под отверстиями патрубков, фиксатор 8 для ориентации заднего фланца, приспособление для сборки 9 и контроль- ную накладку 1П. Г-образный корпус 3 жестко связан со шпинделем 11 передней бабки конической зубчатой парой 12, образуя кинематическую цепь посредством которой вращение горизонтальной оси устройства преобразуется в возвратно-поступательное и наклонное движения каждой сварочной горелки 13.
Вращение щпинделя 11 передается валом 14 на основной копир 13,имеющий паз, и дополнительньш копир 16, который Повернут относительно основного копира на 90 . Копиры 13 и 16 .приводят в возвратно-поступательное движение два исполнительных механизма, .
Каждый исполнительный механизм включает по два копирных ролика, которые размещены в пазах копиров 13 и 16 и установлены на кронштейнах 17, соединенных с тягами 18, перемещающихся в двух направляющих 19,-между которыми установлены с возможностью перестановки втулки 20 с пальцами 21, кулисы 22, шарнирно установленные одним концом на ,пальцах 21. В кулисе 22 выполнен открьЬ тый паз, в лыски которого вставлена ведущая ось 23 каретки 24. В центральной части кулисы 22 сделан паз для оси 23, связывающей ее с плати- ком 26, который крепится к стенке корпуса 27 на четырех винтах 28 с возможностью перестановки в горизонтальном направлении.
Каретка 24 имеет корпус 2, в отверстиях которого вставлены ведущая 23 и ведомая 30 оси с опорными коле- сами 31 для перемещения каретки 24 в направляющих пазах, выполненных в боковых стенках корпуса 27.
На ведущей оси 23 каретки 24 жестко посажен кронштейн 32 с гильзой 33, внутри которого перемещается сварочная горелка и фиксируется в двух крайних положениях рукояткой 34.
Аналогично устроен и второй исполнительный механизм для другой
сварочной горелки, работающей от па
за дополнительного копира 16, Элементы сборочного приспособления предназначаются для сборки двух патрубков 35 и обечайки 36, а также для ориентации двух криволинейных стыков корпуса вентиля точно в соответствии с работой двух копирующих механизмов Г-образного корпуса.
Процесс сборки изделия проходит в следующей последовательности.
На передний фланец 3 по штырям 7 устанавливается передний патрубок 33 изделия и фиксируется контрольной накладкой 10 с помощью зажима 37, На наружный диаметр патрубка насаживается обечайка горловиной вверх до упора по внутреннему диаметру контрольной накладки 10. На задний фланец 6 по штырям 7 устанавливается задний патрубок 33, который вводят в боковое отверстие обечайки 36 с помощью задней бабки 4.
Во внутрь обечайки вставляют прй- способление для сборки деталей вентиля. Для получения необходимого размера между внутренними торцами патрубков 33 и задней бабкой прижимают все детали между собой, при этом на- ружный диаметр обечайки должен свободной прилегать к внутреннему диаметру контрольной накладки 10, которая контролирует положение криволинейного стыка в соответствии с работой копирующих механизмов Г-образного корпуса и выставляет оси патрубков и обечайки взаимно перпендикулярно. Перед сваркой освобождают зажим 37, снимают контрольную
накладку Ю, переводят и фиксируют две сварочные горелки 13 в рабочее положение рукояткой ЗА.
Устройство работает следуюшим об рдзом. .
Привод 2 вращения оси. патрубков включается одновременно с началом сварки и его вращение передается на копир 15, конструкция которого передает на каждую тягу 18 два полных колебания за один оборот шпинделя и перемещаясь в противоположных напралениях в направляющих 19, увлекает за собой втулки 20. Каждая кулиса
22,посаженная на палец 21, переме- щаясь вместе с втулкой 20, одновременно поворачивается вокруг оси 25,
а концом, вставленным в лыски оси
23,перемещает каретку 24 и поворачивает ось 23. Кронштейн 32,на которой установлена сварочная го-- релка 13, будучи жестко связанным
с осью 23,перемещается поступательно вместе с кареткой и совершает наклонные движения относительно оси 23
Таким образом, каждая сварочная горелка 13, связанная кинематически со своим и ;полнительным механизмом, совершает возвратно-поступательное перемещение вдоль оси вращения шпин- деля и одновременно осуществляет наклоны, направленные в сторону перемещения каретки. Колцы электродов каждой сварочной горелки совпадают по уровню с продолжени ем оси вала 23 каретки 24, поэтому наклоны,совершаемые ими в процессе сварки, не отражаются на контур копирования линии сварки, так как вершина угла наклона находится на стыке сварива- емых деталей. Сварка двух стыков осуществляется за один проход и заканчивается автоматически посредством конечного выключателя после заварки .сварного замка. Сварочные горелки выставляют и фиксируют в исходные положения рукояткой 34, после чего производят автоматический возврат механизмов установки в исходное положение нажатием кнопки Воз врат на пульте устройства (не показан) .
Освобождают приспособление для сборки 9 деталей типа труб с помо- щью клина и винта и вынимают из горловины обечайки. Отводят заднюю бабку А в исходное положение, снимают корпус вентиля со штырей 7 и отклаД1лвают на складочное место. Далее процесс сборки под сварку и автоматической сварки одновременно двух стыков изделия повторяется на следующем изделии.
На устройстве можно сварить корпуса вентилей, состоящих из различных по диаметрам патрубков и обечаек.
С помощью перестановки втулки 20, оси 25 и платика 26 Г-образный корпус может быть настроен на сварку двух криволинейных кольцевых швов в корпусах вентилей с переменными диаметрами как у патрубков, так и у обечайки.
Настройка производится по контрольному эталону корпуса вентиля с соответствующими диаметрами патрубков и обечайки. Перемещением оси 25 можно менять величину аплитуды колебания и угол наклона сварочной горелки.
Совместное горизонтальное перемещение втулки 20 и платика 26 изменяет место положение сварочной горелки в доль оси вращения шпинделя.
Скорость вращения шпинделя 11 установки можно изменять с помощью сменных шестерен 38.
Устройство для сборки и сварки увеличивает производительность труда путем одновременной автоматическо сварки двух стыков, уменьшает последующую трудоемкость, так как облегчается сборка вентиля благодаря качественной и точной сборке деталей корпуса вентиля, также повышает качество сварки вентиля и улучшает културу производства.
Формула изобретения
Устройство для сборки и сварки металлоконструкций, преимущественно корпусов вентилей из цилиндрической обечайки и двух патрубков, содержащее смонтированные на основании механизм вращения изделия с передней и задней бабка {и, сварочную головку, соединенную тягой с пазом копира для перемещения сварочной головки по криволинейному контуру в процессе вра- шения изделий, отлич ающе е с ггем, что, с целью повьппания качества путем обеспечения перемещения сварочной головки по биссектрисе угла между свариваемыми кромками, устройство ос нащено смонтированными на основании
осью, двумя кулисами, двумя парами ползунов и дополнительными сварочной головкой с тягой и копиром с пазом для тяги, причем дополнительный копир соединен с основным копиром и развернут относительно оси его вращения на 90 , каждый ползун одной
пары установпен на тяге и соединен с концом кулисы, каждый ползун другой пары размещен в пазу кулисы и соединен со сварочной голов - кой , а кулисы смонтированы с возможностью поворота на указанной оси.
5 7

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для сварки пересекающихся труб | 1977 |
|
SU722711A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| Устройство для автоматической сварки | 1982 |
|
SU1034865A2 |
| Устройство для сборки и сварки металлоконструкций | 1983 |
|
SU1130447A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |

Изобретение относится к сварке и предназначено для сборки и сварки металлоконструкций, преимущественно корпусов вентилей из ци- . линдрической обечайки и двух патрубков. Пель изобретения - повышение качества путем обеспечения перемещения сварочной головки по биссектрисе угла между свариваемыми кромками. Сварочные головки перемещаются по копирам 15 и 16, благодаря их связи через тяги 18 с копирными пазами. Изделие установлено на вращателе, с которым через зубчатую передачу связаны два копира, развернутых относительно друг друга на 90 . 6 ил. /1-Х 28 23 2k i (Л 1 1920 21 22 18 26 фиг, 5
(AZ.Z
38 П 72
34
5 7 W
ФигА Б-5
Л
1lf
17
фиг.ё
| Сварочное оборудование | |||
| Каталог- справочник | |||
| Киев, Наукова думка, 1968, ч | |||
| I, с | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
