(54) ПРИСПОСОБЛЕНИЕ ДЛЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ
ТРУБ
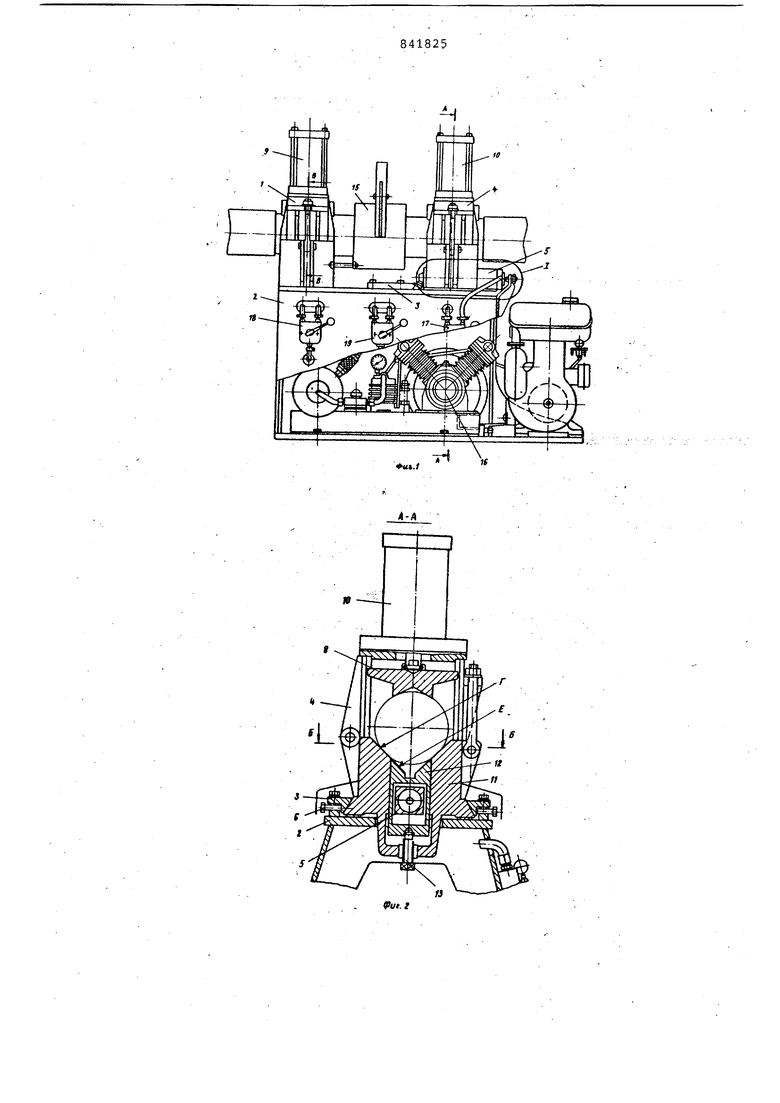
жены соответственно пневмоцилиндрами 9 и 10 для их перемещения.
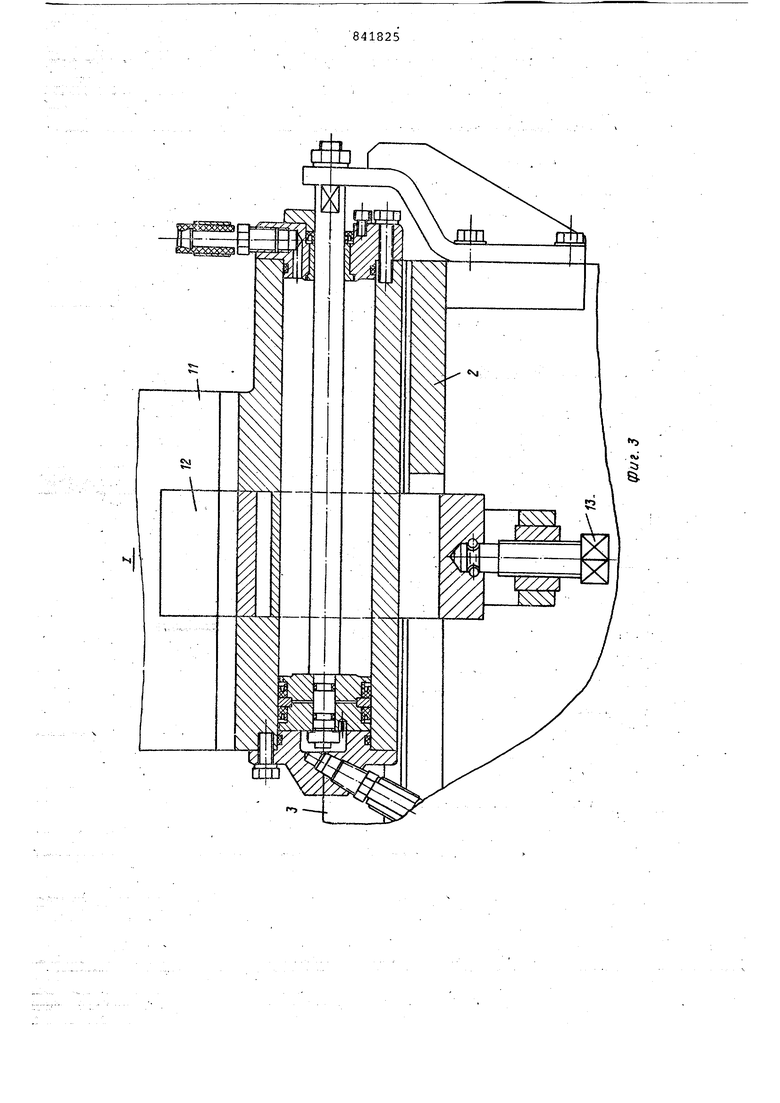
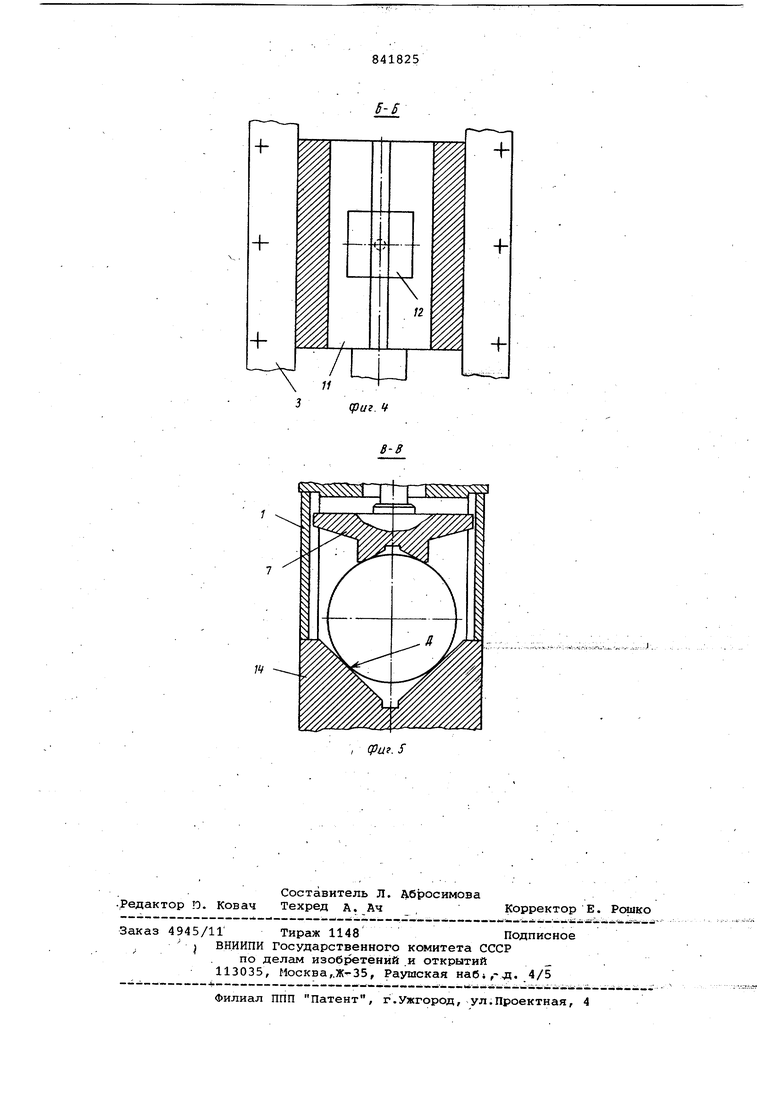
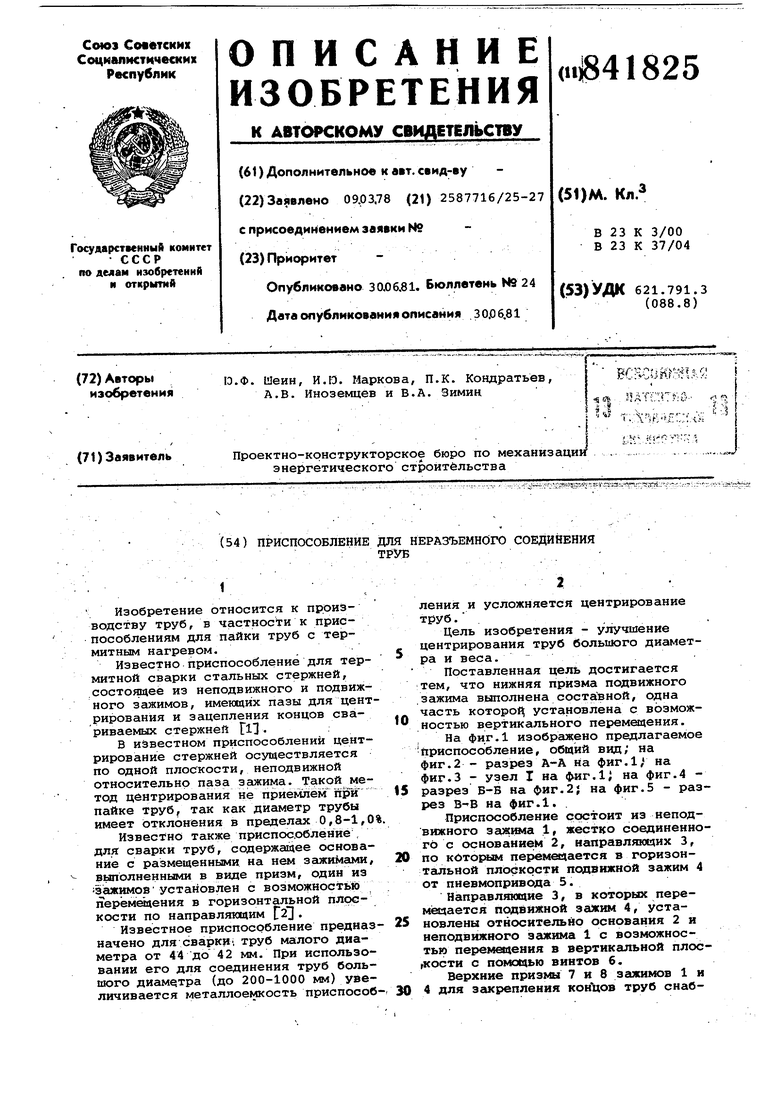
Нижняя призма 11 подвижного зажима 4 выполнена составной. Средняя часть 12 установлена с возможностью вертикального перемещения при помощи винта 13. Установленная плоскость Г нижней призмы 11 подвижного зажима )aзмeщeнa ниже установочной плоскости Д нижней призмы 14 неподвижного зажима на величину равную максимальной разности диаметров тру Это сделано для того, чтобы труба, даже максимального диаметра, установленная в подвижном зажиме, размещалась не выше трубы минимального диаметра, установленной в неподвижном 3 ажиме.
Если же в неподвижном зажиме 1 будет находиться труба максимального диаметра, а в подвижном зажиме 4 - труба максимального диаметра, то последняя размещается на установочной плоскости Б средней части 12 нийсней призмы 11, перемещенной винтом 13 вверх. Вместе взятые перемещающиеся направляющие 3 и подвижная средняя часть 12 призмы 11 образуют корректирующее устройство, необходимое для соосного центрирования труб относительно друг друга.
Кроме того, конструктирующее устройство может обеспечить пайку двух цилиндрических изделий с эксцентричным размещением.
К неподвижног/ту зажиму 1 закреплен ыарнирно разъемный защитный кожух 15. В него устанавливается состоящая из двух половинок термитная шашка. Кожух 15 служит для аккумуляции тепла в зоне термитного нагрева стенки труб для предохранения обслуживаквдего персонала от ожогов и светового воздействия. В основании встроена компрессорная установка 16. Управление пневмоцилийдрами 5, 9 и 10 осуществляется соответственно от воздухораспределителей 17, 18 и 19.
Процесс подготовки и пайки труб при помоци предлагаемого приспособления осуществляется следующим образом, i.
Подвижный зажим 4 при помощи пневмопривода 5 отводится в крайнее исходное положение. Затем конец одной трубы вставляется в неподвижный 1, а другой - в подвижный
|зажим 4 и зажимается прижимами 7 и 8 при помощи пневмоцилиндров 9 и 10. После этого на торец одной из труб наносится припой. В зависимости от типоразмера спаиваемых труб в пневмоприводе 5 устанавливается давление воздуха, соответствующее усилию сжатия, требуемого для пайки данного диаметра труб. После включения воздухораспределителей 17 пневмопривода 5 подвижныйзажим 4,
0 перемещаясь по направляющим 3, подводит трубу к торцу трубы, закрепленной в неподвижном зажиме 1.
В случае, если торцы одной трубы не совмещаются соосно с торцами
5 другой трубы, производится их центрирование при помощи корректируклдего устройства.
Трубу, закрепленную в подвижном зажиме 4 перемещают относительно .
0 трубы, закрепленной в зажиме 1 в вертикальном направлении вверх или вниз при помощи винта 13. Перемещение трубы в горизонтальном направ- . лении осуществляют при, помощи винтов 6.
5
Таким образом, независимо от перепадов диаметров спаиваемых труб, осу1.1ествляется их центрирование, положительно в конечном итоге на качество пайки.
0
Формула изобретения
Приспособление для неразъемного
5 соединения труб, преимущественно для термической пайки, содержащее основание с размещенными на нем зажи мами, выполненными в виде призм, один из зажимов установлен с воз0можностью перемещения в горизонтальной плоскости по направляющим, о т л и ч а ю щ её с я тем, что, с целью улучшения центрирования труб большого диаметра и веса, нижняя призма подви;кного зажима выполне5на составной, одна часть которой установлена с возможностью вертикального перемещения.
Источники информации,
0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 109781, кл. В 23 К 23/00, 28.11.56
2.Авторское свидетельство СССР по заявке № 2587256/27, 1978.
-н
«./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Устройство для пайки труб | 1984 |
|
SU1214379A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| УСТАНОВКА ОБРАБОТКИ МЕРНЫХ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ ЧУРАКОВ МАКСИМАЛЬНОГО ОБЪЕМА, СПОСОБ ИХ ОБРАБОТКИ, ВКЛЮЧАЯ СПОСОБ ЦЕНТРИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2368493C1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1993 |
|
RU2095201C1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| ПНЕВМОПРИВОД МЕХАНИЗМА ШВЕЙНОЙ МАШИНЫ | 2000 |
|
RU2190711C2 |