Изобретение относится к пайке тонкостенных труб из меди, медных сплавов и нержавеющей стали и предназначено преимущественно для ремонта холодильных аг- регатов в бытовых условиях в любом регионе страны.
Целью изобретения является повышение качества при телескопической пайке тонкостенных труб. Металлические трубы соединяюттелескопически, торец конца, охватывающей трубы устанавливают за пределами торцовых поверхностей втулки и патрона, место соединения отделяют огнеупорным экраном, массу огнеупорной втулки выбирают из соотношения
N tmln „ N tmax
C(T2-Ti)
m
C T2-Ti)
где m - масса втулки, г;
N- тепловая мощность термитной реакции;
tmln, tmax -минимальное и максимальное допустимые времени пайки; а припой вводят в зазор между трубками после завершения термитной реакции.
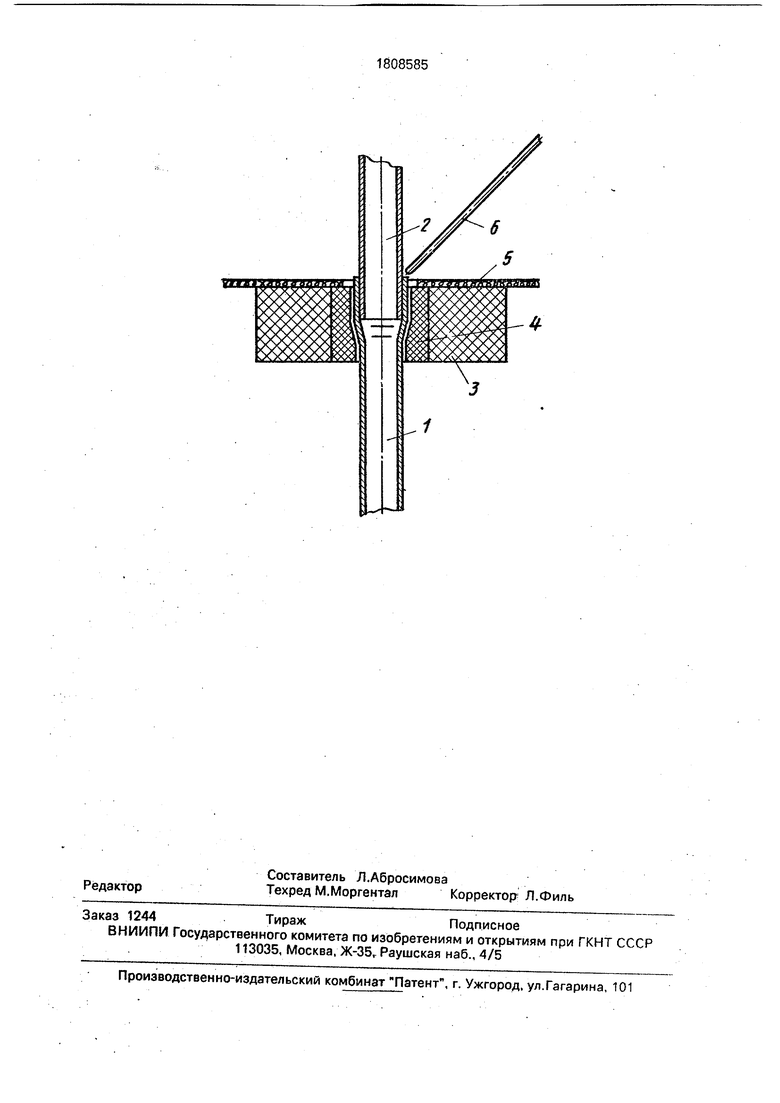
Сущность способа поясняется чертежом.
Трубки 1 и 2, вставленные одна в другую так, что между ними имеется зазор, для чего на одной из трубок выполнена раздача конца трубки, термитная шашка (патрон) 3, графитовая втулка 4, надетая на место .соединения, асбестовая шайба 5 на торце термитной шашки 3, установленная в уровень с графитовой втулкой 4.
С
о
00
ел
00
ел
Асбестовая шайба 5 выполняет роль экрана, защищающего место пайки от попадания туда продуктов горения, что влияет на качество пайки, а также предохраняет от ожогов руки при подаче припоя 6.
Предлагаемая технология пайки состоит в следующем.
В собранном под пайку узле термитными спичками поджигается термитная шашка 3. После сгорания шашки 3 производится подача припоя в виде прутка 6. Конец прутка 6 подносится к разогретой докрасна гра- фито.вой втулке4, разогревается от нее, после чего его окунают во флюс и быстро подносят к месту пайки до соприкосновения с торцом трубки. Разогреваясь от трубки, припой плавится и заполняет кольцевой зазор между трубками 1 и 2, образуя плавную галтель в месте перехода от одной трубки к другой.
Пример. Пайка производилась на образцах из медной трубки размером 6x1 мм, поставленной на глубину 10 мм в медную трубку 8x1 мм. Припой и флюс приме- нялись обычные, как для пайки с традиционным разогревом пропано-кисло- родным пламенем. Пайки -выполнялись в различных положениях трубок: вертикального до горизонтального. Для нагрева использовалась термитная шашка от патрона ПА-50 (ТУ84-547-80). В нее плотно вставлялась графитовая втулка с толщиной стенки 4 мм и внутренним диаметром 8 мм. Асбестовая шайба имела толщину 3 мм и диаметр 60 мм.
Время непосредственной пайки составляло 10-15 м. Испытания выявили удовлетворительное качество паяных соединений. Осмотр продольного разреза показал, что припой затекает в зазор на длину 10-6 мм.
Таким образом, на качество пайки влияют масса графитовой втулки и тепловая мощность получаемая от сгорания термитной шашки. Проведенные испытания показали, что увеличение тепловой мощности при сохранении массы графитовой втулки, например, при использовании шашки от патрона ПА-70, увеличивают время пайки, так как втулка дольше сохраняет полученное тепло, при этом уже не обеспечивается точная дозировка количества расплавленного припоя, что приводит к тому, что большее количество припоя вытекает внутрь
трубки, сужает проходное сечение трубки или заполняет его полностью, что недопустимо. Наоборот, при уменьшении времени пайки, т.е. меньшей массе втулки при той же
тепловой мощности, не будет достигаться качественная пайка по всему кольцевому зазору. То есть важным условием получения качественной пайки является обеспечение определенного интервала температур и времени прибывания контактного узла в этом интервале. Предлагаемый способ обеспечивает правильный выбор типа термитной шашки и толщины стенки графитовой втулки, которая определяется из массы втулки,
рассчитанной из приведенного в формуле изобретения соотношения.
Таким образом, применение предлагаемого способа пайки тонкостенных труб позволяетотказаться от
пропано-кислородной пайки, что дает возможность производить качественную пайку при ремонте холодильных агрегатов в бытовых условиях в любом регионе страны. Ф о р м у л а и з о б р е т е н и я
Способ соединения металлических труб, включающий закрепление в зоне соединения концов труб втулки из огнеупорного материала с охватывающим ее по боковой поверхности термитным патроном,
нагрев зоны соединения, отличающий- с я тем, что, с целью повышения качества при телескопической пайке тонкостенных труб, торец конца охватывающей трубы устанавливают за пределами торцовых поверхностей втулки и патрона, отделяют место соединения огнеупорным экраном, массу огнеупорной втулки выбирают из соотношения
Ntmin m Ntmax
------ ; rn -,-----Tl)С (T2 -Tl)
где tmin, tmax - минимальное и максимальное допустимые времена пайки;
С - удельная теплоемкость материала втулки;
Ti, Та - минимальная и максимальная температуры пайки;
m - масса втулки;
N - тепловая мощность термитной реакции,
а припой вводят в зазор между трубками после завершения термитной реакции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390597C1 |
| Припой для пайки металлов и сталей | 1990 |
|
SU1763133A1 |
| УСТРОЙСТВО ДЛЯ ИМИТАЦИИ ТЕРМОМЕХАНИЧЕСКОГО РАЗРУШЕНИЯ ТОПЛИВНОГО КАНАЛА ЯДЕРНОГО РЕАКТОРА | 2004 |
|
RU2275702C2 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ индукционной пайки | 2023 |
|
RU2824969C1 |
| Способ бесфлюсовой пайки деталей из полых профилей | 1985 |
|
SU1286377A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПРИПОЯ | 2006 |
|
RU2351448C2 |
| ТЕРМИТНЫЙ СТЕРЖЕНЬ И СОСТАВ ТЕРМИТНОЙ СМЕСИ | 1998 |
|
RU2135340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕССВИНЦОВОГО ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2011 |
|
RU2477205C1 |
Использование: пайка тонкостенных труб из меди, медных сплавов и нержавеющей стали и предназначено преимущественно для ремонта холодильных агрегатов в бытовых условиях в любом регионе страны. Сущность изобретения: при термитной пайке трубки вставляются одна в другую, на место соединения устанавливается втулка из огнеупорного материала и термитный патрон,на торце которого имеется огнеупор-. ный экран. Под воздействием тепла, выделяющегося при сгорании термитного патрона раскаляется втулка и передает теп- лр.соединяемым трубкам. Пруток припоя разогревается от втулки, опускается во флюс и подносится к месту пайки до соприкосновения с торцом трубки. Разогреваясь от трубки, припой плавится и заполняет кольцевой зазор между трубками. Для достижения качественной пайки определяется масса втулки по формуле, приведенной в описании изобретения.1 ил. (Л С
| Способ термитной сварки | 1986 |
|
SU1366338A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 229202,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
