fИзобрстриис относится к riJiGKipo- машимостроению и может быть испотть- зопано при укладке катушек оомотки в пазы статороп микроэлектромашии,
Целью ипобретеиня является попы- шеиие производительности и улучшение качества путем исключения за- щемленш провода.
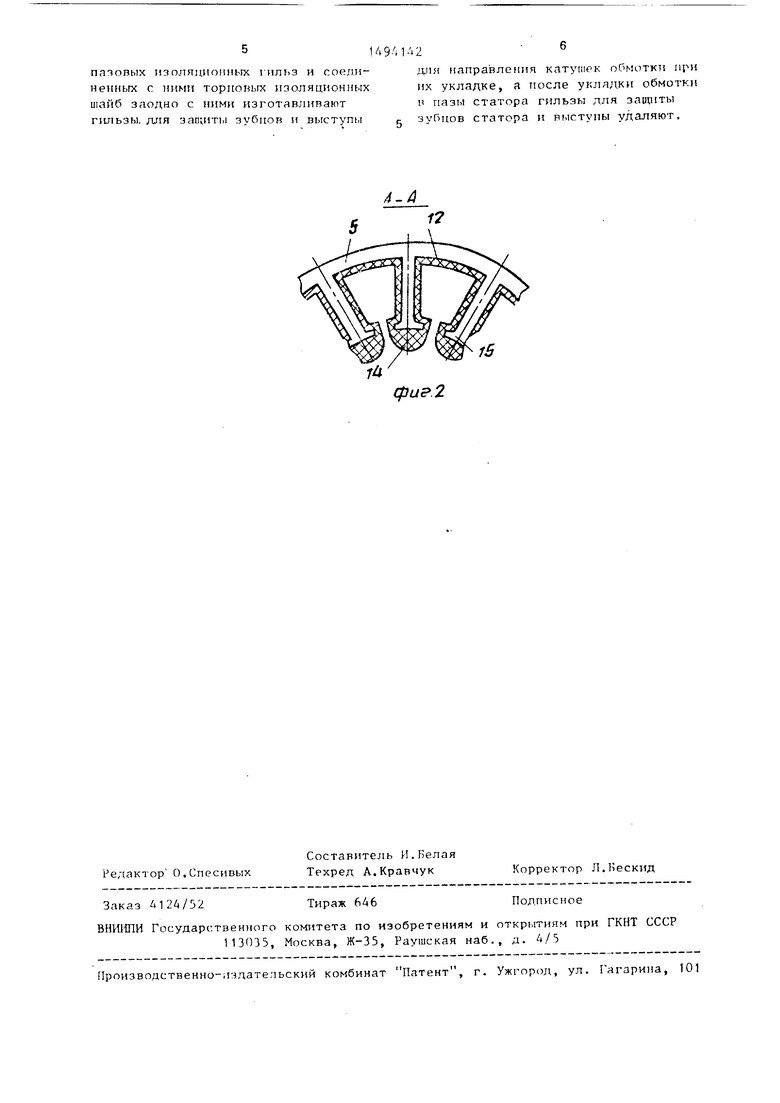
На фиг.1 показан обпщй В1ад уст- poi icTna для укладки обмотки п иазы статора; на фиг.2 - сечение А-Л на фиг. 1.
ycTpoiicTBo для укладки обмотки в
пани 16 должна бЪ1ть достаточной д.ля иааравления катушек при- их укладке в пазы статора.
Статор 4 с изоляционными гильзаш 12, торцовыми изоляционными шайбами 13 и за1читиыми гильзами 1А устанавливают в o6oviMe 5. Статор с обоймой имеет возможность возврат)1о враща- тельного движения с фиксированным пазовым шагом. Производят намотку катушек 10 на шаблоны 9 механизмом 7 намотки. Подводят шаблоны 9 к статору 4 и переводят катушки 10 с шабло
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1985 |
|
SU1304134A1 |
| Устройство для намотки и укладки катушек обмотки в пазы статора электрической машины | 1985 |
|
SU1309194A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1987 |
|
SU1525823A1 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1986 |
|
SU1403259A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1983 |
|
SU1169090A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Устройство для укладки обмотки в пазы статора электрической машины | 1980 |
|
SU1008853A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2020692C1 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1984 |
|
SU1307510A1 |
Изобретение относится к электромашиностроению и может быть использовано при укладке катушек обмотки в пазы статоров микроэлектромашин. Целью изобретения является повышение производительности и улучшение качества путем исключения защемлений провода. Для этого в специальной пресс-форме в статор 5 запрессовывают монолитом изоляционные гильзы 12, торцовые изоляционные шайбы 13 и защитные гильзы 14 с выступами 16, выполненные из термопластичного электроизоляционного материала, например темлена, для направления катушек 10 при их укладке в статор. После установки катушек в пазы статора защитные гильзы 14 с выступами 16 удаляют со статора. 2 ил.
20
пазы статора, с помощью которого осу-fS чов в пазы между выступами 16. Шабло- ществляется даиньп способ, со;гержит плиту 1, CTOiiKy 2, держатслгр 3 стп- тора 4, обойму 5 для размещении статора, кронштеГш 6, устаиовлениий на стойке 2 с позь ож к стью BpaiiU Jnin, механизм 7 намотки.
На кронштейне А размешетп. механизм 8 с шаблонами 9 для намот ;и катушек 10, П|1талкиватель 11 катушек обмотки, pa:4Memeinu.ui на кронштейне с возможностью возвратно-поступательного движения вдоль оси статора.
В статор 4 впрессованы монолитом изоляционные гильзы 12, торцовые
25
ны 9 отводят, а выталкиватель 11 под- водят к статору соосно с мим. Вводят В1лталкипатель 11 с зону, огранич1- н- ную п.1ступами 16, захватывают вытал- Kinu iTejieM катуписи 10 и т ладыБают их в иазы статора 4. Отводят выталкиватель 11 и подводят шаблоны 9 с уже намотанными кaтyшкa И другой секции и т.д. до полной укладки обмотки п статор. После чего статор снимают с держателя 3, а заг;итн1.е гильзы 14 с выст , Т1ами 16 удаляют со статора, например, вьтлавлснием или термовы- цресссвкой и перед.ают на переплавку
изоляционные гаайиы 13 и защитные гиль-30 для дальнейшего использования матеэы 14, охва1 ыва1 )1иие зубцы 15 статора, с выступами 16, между которыми размещаются катушки 10.обмотки и направляются при их укладке в иазы статора. .
Способ осу1честпляется следующим образом.
В статор 4 ,ипльно11 пресс- (1)орме запрессо1ч,:нают изоляг1,ионные гильзы 12, торцовые изоляционные шаГ1бы 13 и защитные гильзы 14 с нап- рапляюпу1ми выступами 16, выполненные из термопластичного электроизоляционного материал,, наприь;с;р темпе на. Таким образом изготавливан)т и од новреме шо устанавливают изопирующие детали в статор. При этом по:г.- чают монолштную конструкцию из деталей 12, 13, 14 и 16, соединенн1,гх мелоду ,собой. Каждая зашп ная гильза 14 выполнена с выступом 16- за торец статора, причем длину выступа выби- ран)т из условия размещения ,у выступами 16 одного слоя катушек, т.е. олно1 1 секции катушек с непрерыв ным npoBojTOM, или несколькпх секций н зависимости от жесткости выступов. Жесткость )1ых гильз 14 с нысту
чов в пазы между выступами 16. Шабло-
ны 9 отводят, а выталкиватель 11 под- водят к статору соосно с мим. Вводят В1лталкипатель 11 с зону, огранич1- н- ную п.1ступами 16, захватывают вытал- Kinu iTejieM катуписи 10 и т ладыБают их в иазы статора 4. Отводят выталкиватель 11 и подводят шаблоны 9 с уже намотанными кaтyшкa И другой секции и т.д. до полной укладки обмотки п статор. После чего статор снимают с держателя 3, а заг;итн1.е гильзы 14 с выст , Т1ами 16 удаляют со статора, например, вьтлавлснием или термовы- цресссвкой и перед.ают на переплавку
риадьт..
Использование данного способа позволит повысить производительность сбсорки Статора за счет ликвидации ответственной операции по установке статора на штыревую оправку с защитными гипьзами и улучшить качество путем исключения защемлений провода мелсду запц1тными гильзами и пазовой изоляцией.
Ф о р м у л а
3 о б р е т е н и я
Способ изготовления статоров электрических машин, при котором изготавливают пазовые изоляцио1П(ые гильзы и соединенные с ними торцовые изоляционные шайбы, затем устанавливают их на статор и укладывают обмотку в пазы статора, о т л и - ч а ю щ и и с я тем, что, с целью повьппепия производительности и улучшения качества путем исключения зат щемлений провода, изготовление и ус- тановк изоляционных гильз с соединенными с ними торцовыми изоляционными шайбами осуществляют одновременно, при этом при изготовлении
149 142
пазовых изоляционных гильз и соеди- для направления катушек обмотки при неиных с ними торцовых изоляционных их укладке, а после укладки обмотки uiafi6 заодно с ними изготавливают и пазы статора гильзы для защиты гильзы. ДД1Я 3aDuiTi,i зубпов и выступы с зубпов статора и выступы удаляют.
Ре,аактор О. Спесивых
Составитель И.Белая Техред А.Кравчук
Заказ 412A/5ii
Тираж 6Д6
ВНМШИ Государственного комитета по изобретениям и откр1)1тиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
J6
фир.2
Корректор Л.Кескид
Подписное
| Устройство для намотки и укладки катушек обмотки в пазы статора электрической машины | 1983 |
|
SU1128340A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДОПЛЕРОВСКОГО ИЗМЕРИТЕЛЯ СКОРОСТИ НА ОСНОВЕ ИНТЕРФЕРОМЕТРА ФАБРИ-ПЕРО С ВОЛОКОННЫМ ВВОДОМ ИЗЛУЧЕНИЯ | 2012 |
|
RU2511606C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
