1
(21)4277581/31-08
(22)06.07.87
(46) 23.07.89. Бюл. 27 (715 Фрунзенский политехнический институт(72) К.Б.Окенов и А.Б.Скаков
(53)621.922.079(088.8)
(56)Авторское свидетельство СССР И 1298057, кло В 24 D 13/02, 1985.
(54)АБРАЗИВНЫЙ ИНСТРУМЕНТ
(57)Изобретение относится к абразивной обработке и может быть использовано при скруглении режущих кромок многогранных неперетачиваемых пластин (МНП). Целью изобретения является повышение надежности инструмента. В полости корпуса 1 с отверстиями на рабочей поверхности размещен эластичный баллон 2„ В отверстийх между баллоном 2 и корпусом 1 размещены шарики 3 с абразивным покрытием. Баллон 2 заполняют жидкостью или газом и таким образом прижимают шарики 3 к отверстиям с необходимой силой. При обработке пластины, установленной на столе станка, совершают nnaneTapmiie движения относительно рабочей поверхности абразивного инструмента. Сферические абразивные элементы инструмента, огибая режущие МНП со всех сторон, снимают острые , заусенцы. При этом рабочие поверхности эластичных шариков упруго деформируются при контакте с кромками изделия и сами шарики перемешаются в иаправленни, перпендикулярном рабочей поверхности инструмента, преодолевая сопротивление баллона. 3 ил.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| Одностороннее сверло для глубокого сверления | 1981 |
|
SU1063543A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2016743C1 |
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Инструмент для совмещенной черновой и чистовой обработки | 1989 |
|
SU1698040A1 |
Изобретение относится к абразивной обработке и может быть использовано при скруглении режущих кромок многогранных неперетачиваемых пластин /МНП/. Целью изобретения является повышение надежности инструмента. В полости корпуса 1 с отверстиями на рабочей поверхности размещен эластичный баллон 2. В отверстиях между баллоном 2 и корпусом 1 размещены шарики 3 с абразивным покрытием. Баллон 2 заполняют жидкостью или газом и таким образом прижимают шарики 3 к отверстиям с необходимой силой. При обработке пластины, установленной на столе станка, совершают планетарные движения относительно рабочей поверхности абразивного инструмента. Сферические абразивные элементы инструмента, огибая режущие кромки МНП со всех сторон, снимают острые кромки, заусенцы. При этом рабочие поверхности эластичных шариков упруго деформируются при контакте с кромками изделия и сами шарики перемещаются в направлении, перпендикулярном рабочей поверхности инструмента, преодолевая сопротивление баллона. 3 ил.
.(
;о :л
:о
31А
Изобретение относится к области абразивной обработки и может быть использовано при скруглении режущих кромок многогранных неперетачиваемых пластин (МНП).
Целью изобретения является повышение надежности инструмента.
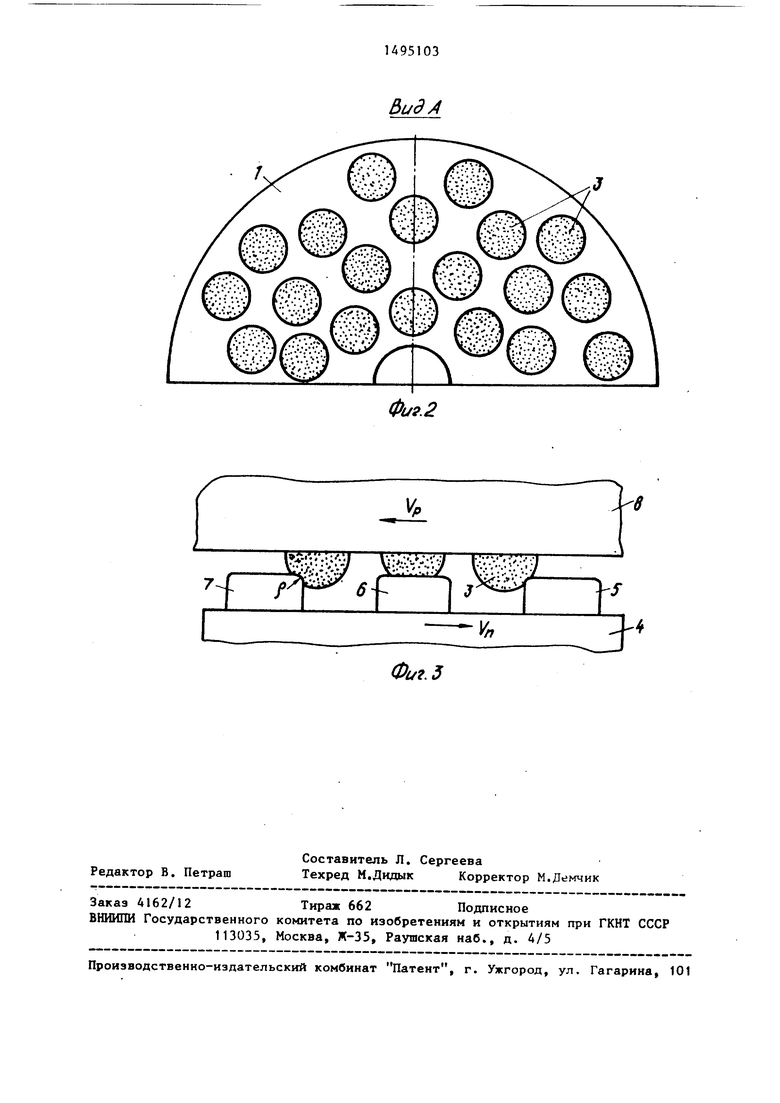
На фиг. 1 показан абразивный инструмент, сечение; на фиг. 2 - вид А на фиг о 1; на фиг. 3 - схема обработки МНП предлагаемым инструментом.
Абразивный инструмент состоит из корпуса 1 с отверстиями на рабочей поверхности, эластичного баллона 2, установленного в полости корпуса 1, и эластичных шариков 3 с абразивным покрытием, установленных в отверстиях между баллоном 2 и корпусом 1. Баллон 2 заполняют жидкостью или газом и таким образом прижимают шарики -3 к отверстиям в корпусе с необходимой силой. При этом диаметр отверстия выполнен меньшим, чем диаметр шариков 3, и этим предохраняется вьтадение шариков из инструмента.
Округление острых кромок неперетачиваемых пластин происходит следующим образом (фиг. 3).
На столе Д на определенном расстоянии одна от другой устанавливают МНП 5 7, которые совершают планетарные движения со скоростью V. Абразивный инструмент, имеющий рабочую скорость VP, вводится в соприкосновение с МНП, и его сферические рабочие шарики 3, покрытые абразивом, обкатываются по острым кромкам МНП.
На схеме показаны деформации эластичных сферических абразивных шариков 3 инструмента: сбегает с острых сромок пластин 5, находится под шастиной 6 и набегает на острые ромки пластины 7. При их относитель 1ом перемещении абразивная поверх- focTb шариков снимает острые кромки ГШП до радиуса р.
Изменяя эластичность шариков, характеристики абразивного слоя, давление в баллоне инструмента и режим обработки, можно изменять в широких
0
0
5
0
пределах производительность и качество обработки.
Наличие планетарного движения МНП и большого количества шариков инструмента обеспечивает скругление всех реткущих кромок независимо от формы . и размера неперетачиваемых пластин.
Вьтолнение шариков эластичными с абразивным покрытием и установление их между баллоном и корпусом в отверстия позволяют получить на рабочей поверхности инструмента множество сферических эластичных элементов с абразивным покрытием. При обработке МНП сферические эластичные элементы, огибая их острые режущие кромки, снимают заусенцы и мелкие стружки и таким образом производится процесс скругления. При этом рабочая поверхность сферического элемента упруго деформируется и сами шарики перемещаются в направлении, перпендикулярном рабочей поверхности инструмента, преодолевая сопротивление баллона. Таким образом, изменяя эластичность шариков и давление в баллоне, можно управлять качеством и производительностью обработки.
Если возникают глубокие царапины эластичного сферического элемента острыми кромками МНП, то не происходит потери работосрособности круга, так как шарики вьтолнены из сплошного эластичного материала, например резины, а это приводит к по- вьш1ению надежности инструмента.
5
Формула изобретения
Абразивный инструмент, выполненный в виде корпуса с внутренней полостью, в которой размещен эластичный баллон, а на рабочей поверхности корпуса выполнены отверстия для образования прерывистой режущей поверхности, отличающийся тем, что, с целью повьшения надежности инструмента, он дополнительно снабжен эластичными шариками с абразивным покрытием, размещенными в отверстиях между баллоном и корпусом.
-f Р
Ш:Ш ШЩ г «x.-.f.Jr
Вид
Фиг.2
;
.J
