Изобретение относится к машиностроению, а именно к обработке металлов резанием и поверхностным пластическим деформированием,.и может быть использовано для чистовой, высокоточной обработки наружных цилиндрических деталей.
Целью изобретения является повышение качества обработки и стойкости инструмента при изготовлении деталей из высокопрочных материалов.
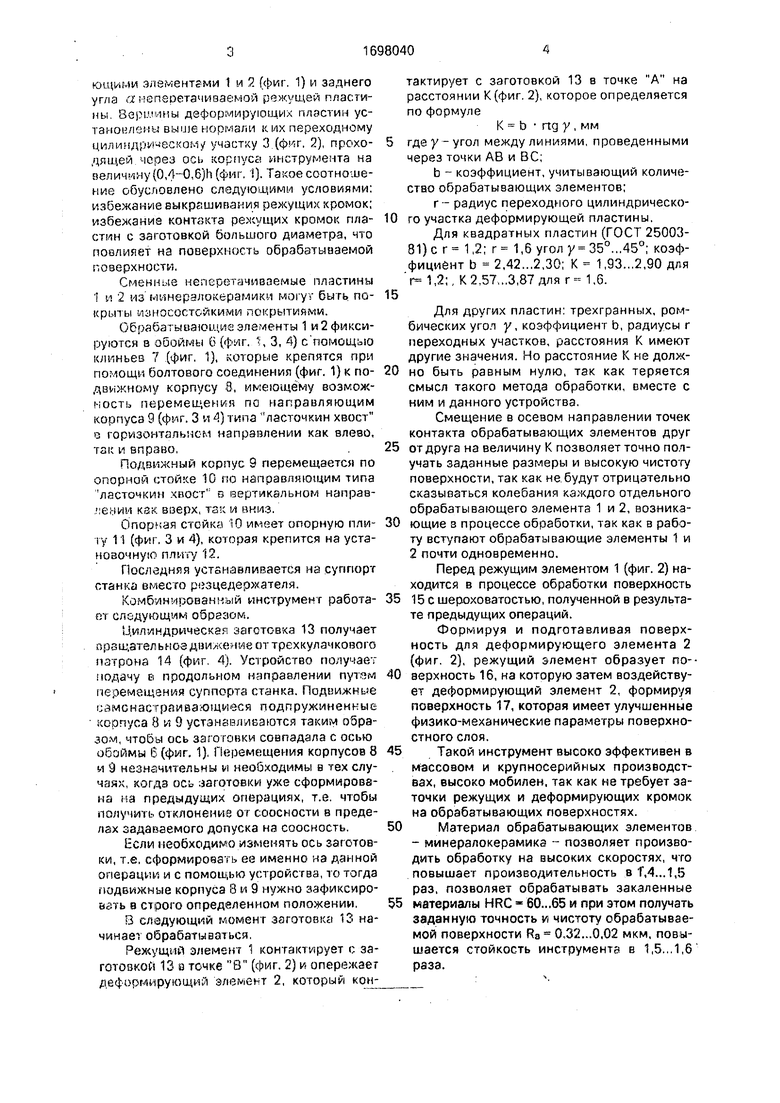
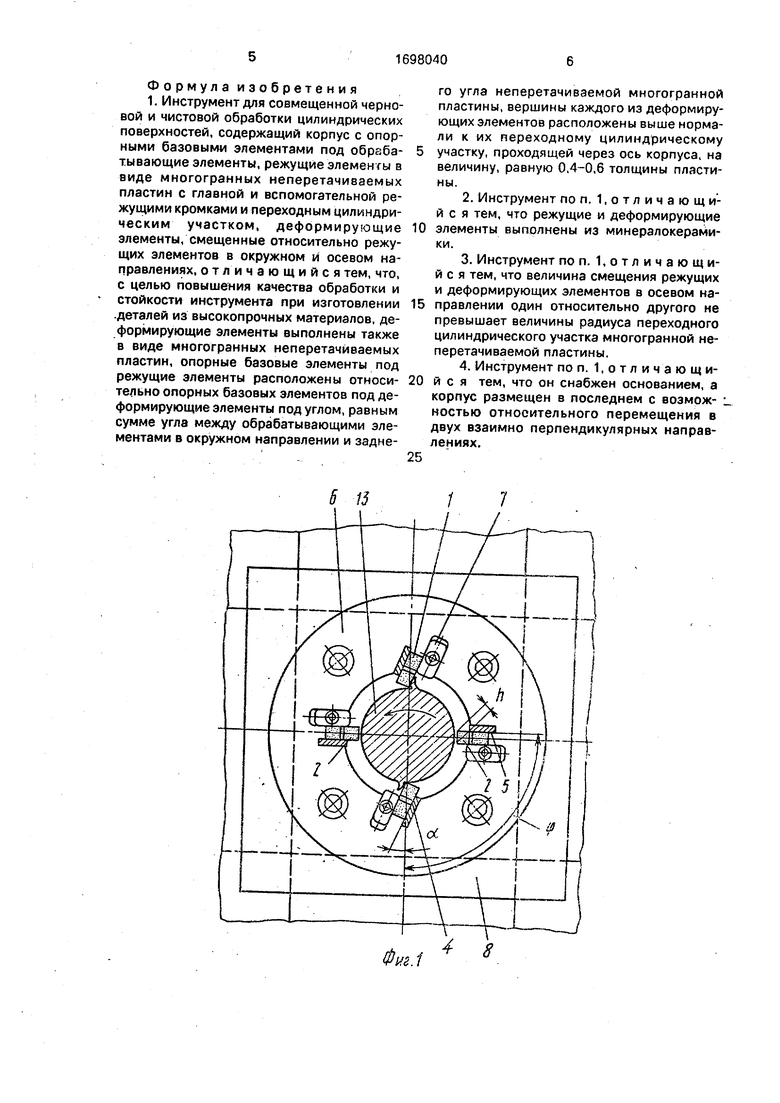
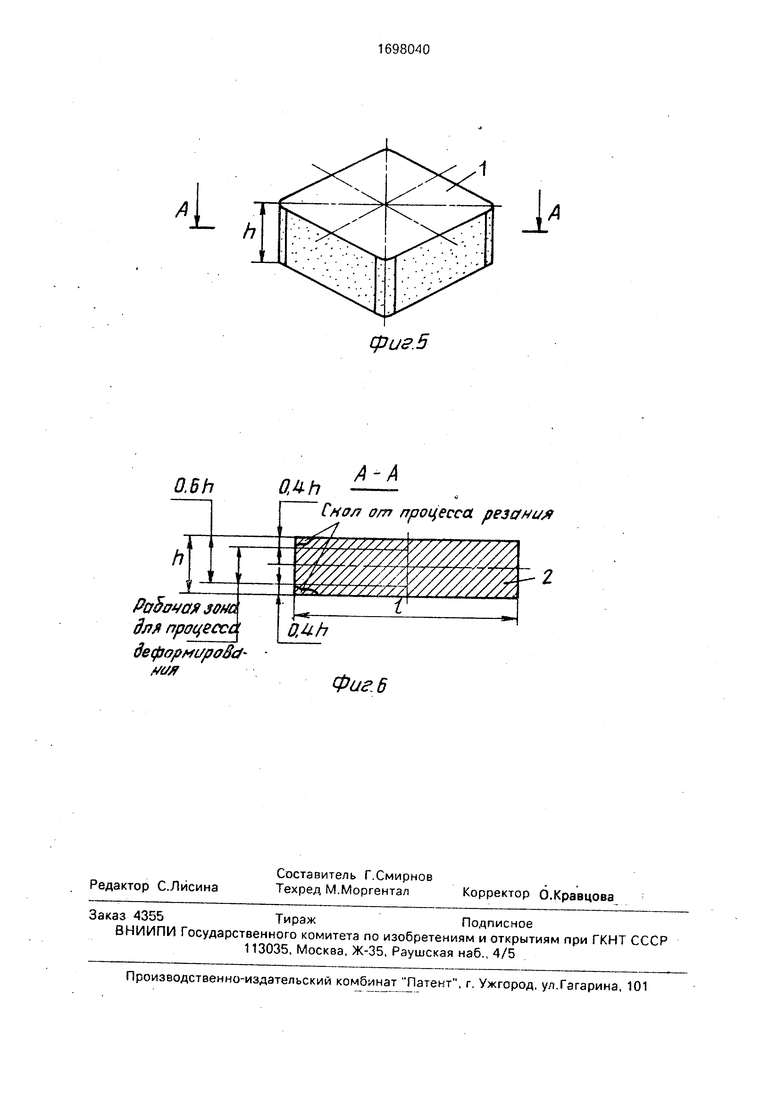
На фиг. 1 показано устройство для совмещенной черновой и чистовой обработки, общий вид; на фиг. 2 -- установка режущих и деформирующих пластин в процессе обработки, аксонометрическая схема; на,фиг. 3 - устройство для перемещения корпуса с режущими и деформирующими элементами в даух взаимно перпендикулярных направлениях; на фиг. А - то же, вид сверху; на фиг. 5 - многогранная неперетачиваемая пластина; на фиг. С - разрез А-А на фиг. 5 (рабочая зонз дан деформирования).
Устройство состоит из режущих элементов - рожущих неперетачивземых сменных пластин 1 (фиг. 1 и 2), деформирующих элементов -деформирующих сменных неперета- чиваемых пластин 2, имеющих переходные цилиндрические участки 3. Опорные базовые поверхности 4 (фиг, 1) под режущие элементы 1 выполнены под углом к опорным поверхностям 5 (фиг 1) под деформирующие элементы 2, равным сумме угла р между обрабатывао ю
00
g
ющими элементами 1 и 2 (фиг. 1) и заднего гла «меперетачиваемой режущей пластины. Вершины деформирующих пластин установлены выше нормали к их переходному цилиндрическому участку 3 (фиг. 2), прохоящей чорез ось корпуса инструмента на величину (О,4-Q,6)h (фиг. 1), Такое соотношение обусловлено следующими условиями: збежание выкрашивания режущих кромок; збежание контакта режущих кромок платин с заготовкой большого диаметра, что повлияет на поверхность обрабатываемой поверхности,
Сменные неперетачиваемые пластины 1 и 2 из минералокерамики могут быть покрыты износостойкими покрытиями.
Обрабатывающие элементы 1 и2 фиксируются в обоймы 6 (фмг. 1, 3, 4) с помощыо клиньео 7 (фиг. 1), которые крепятся при помощи болтового соединения (фиг. 1) к повижному корпусу 8, имеющему возможность перемещения по направляющим корпуса 9 (фиг. 3 и 4) типа ласточкин хвост в горизонтальном направлении как влево, ак и вправо.
Подвижный корпус 9 перемещается по порной стойке 10 по направляющим типа ласточкин хвост в вертикальном направении как вверх, так и вниз.
Опорная стойка 10 имеет опорную плиту 11 (фиг. 3 и 4), которая крепится на установочную плигу 12.
Последняя устанавливается на суппорт станка вместо резцедержателя.
Комбинированный инструмент работает следующим образом.
Цилиндрическая заготовка 13 получает вращательное движение оттрехкулачкового патрона 14 (фиг, 4). Устройство получает подачу в продольном направлении путам перемещения суппорта станка. Подвижные самонастраивающиеся подпружиненные корпуса 8 и 9 устанавливаются таким обраом, чтобы ось заготовки совпадала с осью обоймы 6 (фиг. 1). Перемещения корпусов 8 и 9 незначительны и необходимы в тех случаях, когда ось заготовки уже сформирована на предыдущих операциях, т.е. чтобы получить отклонение от соосности в пределах задаваемого допуска на соосность.
Если необходимо изменять ось заготовки, т.е. сформировать ее именно на данной операции и с помощью устройства, то тогда подвижные корпуса 8 и 9 нужно зафиксировать в строго определенном положении.
В следующий момент заготовка 13 начинает обрабатываться.
Режущий элемент 1 контактирует с заготовкой 13 а точке В (фиг. 2) и опережает деформирующий элемент 2, который контактирует с заготовкой 13 в точке А на расстоянии К (фиг. 2), которое определяется по формуле
К b rtg у, мм
где у-угол между линиями, проведенными через точки АВ и ВС;
b - коэффициент, учитывающий количество обрабатывающих элементов;
г- радиус переходного цилиндрического участка деформирующей пластины.
Для квадратных пластин (ГОСТ 25003- 81) с г 1,2; г 1,6 угол у 35°...45°; коэффициент b 2,42...2,30; К 1,93...2,90 для ,2;, К2,57...3,87для г 1,6.
Для других пластин: трехгранных, ромбических угол у, коэффициент Ь, радиусы г переходных участков, расстояния К имеют другие значения. Но расстояние К не должно быть равным нулю, так как теряется смысл такого метода обработки, вместе с ним и данного устройства.
Смещение в осевом направлении точек контакта обрабатывающих элементов друг
от друга на величину К позволяет точно получать заданные размеры и высокую чистоту поверхности, так как не будут отрицательно сказываться колебания каждого отдельного обрабатывающего элемента 1 и 2, возникающие в процессе обработки, так как в работу вступают обрабатывающие элементы 1 и 2 почти одновременно.
Перед режущим элементом 1 (фиг. 2) находится в процессе обработки поверхность
15 с шероховатостью, полученной в результате предыдущих операций.
Формируя и подготавливая поверхность для деформирующего элемента 2 (фиг. 2), режущий элемент образует по-верхность 16, на которую затем воздействует деформирующий элемент 2, формируя поверхность 17, которая имеет улучшенные физико-механические параметры поверхностного слоя.
Такой инструмент высоко эффективен в массовом и крупносерийных производствах, высоко мобилен, так как не требует заточки режущих и деформирующих кромок на обрабатывающих поверхностях.
Материал обрабатывающих элементов - минералокерамика - позволяет производить обработку на высоких скоростях, что повышает производительность в Т,4...1,5 раз, позволяет обрабатывать закаленные
материалы HRC - 60...65 и при этом получать заданную точность и чистоту обрабатываемой поверхности Ra 0,32...0,02 мкм, повышается стойкость инструмента в 1,5...1,6 раза.
Формула изобретения 1, Инструмент для совмещенной черновой и чистовой обработки цилиндрических поверхностей, содержащий корпус с опорными базовыми элементами под обрабатывающие элементы, режущие элементы в виде многогранных неперетачиваемых пластин с главной и вспомогательной режущими кромками и переходным цилиндрическим участком, деформирующие элементы, смещенные относительно режущих элементов в окружном и осевом направлениях, отличающийся тем, что, с целью повышения качества обработки и стойкости инструмента при изготовлении .деталей из высокопрочных материалов, деформирующие элементы выполнены также в виде многогранных неперетачиваемых пластин, опорные базовые элементы под режущие элементы расположены относительно опорных базовых элементов под деформирующие элементы под углом, равным сумме угла между обрабатывающими элементами в окружном направлении и задне0
5
0
го угла неперетачиваемой многогранной пластины, вершины каждого из деформирующих элементов расположены выше нормали к их переходному цилиндрическому участку, проходящей через ось корпуса, на величину, равную 0,4-0,6 толщины пластины.
2.Инструмент по п. отличающийся тем, что режущие и деформирующие элементы выполнены из минералокерами- ки.
3.Инструмент по п. 1, о т л и ч а ю щ и- й с я тем, что величина смещения режущих и деформирующих элементов в осевом направлении один относительно другого не превышает величины радиуса переходного цилиндрического участка многогранной неперетачиваемой пластины.
4.Инструмент по п. 1,отличают, и- й с я тем, что он снабжен основанием, а корпус размещен в последнем с возможностью относительного перемещения в двух взаимно перпендикулярных направлениях.
25
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Протяжка | 1986 |
|
SU1399025A1 |
| Протяжка | 1988 |
|
SU1703305A1 |
| Расточной инструмент | 1979 |
|
SU837579A1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2011 |
|
RU2482941C2 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |

Изобретение относится к машиностроению, а именно к обработке металлов резанием и поверхностным пластическим деформированием. Цель изобретения - повышение качества обработки и стойкости инструмента при изготовлении деталей из высокопрочных материалов. Указанная цель достигается за счет того, что деформирующие режущие элементы выполнены в виде многогранных неперетачиваемых пластин из металлокерамики, которые устанавливаются в обойме. Режущие пластины устанавливаются в соответствии с выполнением условий резания, а вершины деформирующих пластин установлены выше нормали к их переходному цилиндрическому участку, проходящей через ось корпуса инструмента, на величину 0,4...0,6 толщины пластины. Деформирующие элементы установлены с осевым смещением относительно режущих элементов. Инструмент имеет корпус, который перемещается в 2-х .взаимно перпендикулярных направлениях. Инструмент может быть использован для чистовой, высокоточной обработки наружных цилиндрических поверхностей из раз точных материалов в машиностроительной и автомобильной промышленности. 3 з.п. ф-лы, 5 мл. Кл
§ 15
--и
Фм.
4 8
1 Щ
SI
tl
ОДО8691
L
O.Bh
ОЛЬ .
Гноя от процесса резания Л
Pa&wafsfftfu fa/i процессе
Я&/7
деформс/р08&
№Я
Фиг. 6
1
фиг.5
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
