.1
(21)4319517/28-12
(22)21.10.87
(46) 07.08.89. Бнш. № 29
(72) В.С.Морозов и Н.С.Романец
(53)628.314.2(088.8)
(56)Авторское свидетельство СССР № 1319941, кл. В 08 В 3/04, 1986.
(54)СПОСОБ ПРОМЫВКИ СКВОЗНЫХ МИКРОКАНАЛОВ ИЗДЕЛИЙ
(57)Изобретение относится -к очистке и позволяет повысить качество очистки и производит промывку микроканалов малых размеров (1-10 - 1-10 см). Изделия помещают в автоклав так, чтобы обеспечивалась возможность подачи жидкости на внутренние и внешние поверхности. Вакуумируют автоклав и внутренние полости изделия. Нагружают поверхности изделия давлением моющей жидкости насосами или подогревом. Давление определяется допустимым для изделия и для автоклава. Систему выдерживают под этим давлением в течение определенного времени (10 мин) для исчезновения границы моющая жидкость - загрязнение. Сбрасывают давление из автоклава, а в изделии поддерживают установленное давление моющей жидкости. Выдерживают изделие под давлением моющей жидкости в течение времени Т. После выдержки сбрасывают давление из изделия, открывают автоклав и демонтируют изделие, 2 табл., 5 ил,
(Л


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки и обнаружения места течи полых изделий | 1988 |
|
SU1706731A1 |
| Способ очистки трубчато-капиллярных теплообменников в автоклаве | 1981 |
|
SU987362A1 |
| Способ мойки изделий | 1989 |
|
SU1747206A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2009 |
|
RU2386937C1 |
| Способ промывки пористо-капиллярных изделий в автоклаве | 1981 |
|
SU1000130A1 |
| Способ контроля герметичности изделий | 1989 |
|
SU1711007A1 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ | 2014 |
|
RU2555041C1 |
| СПОСОБ РЕМОНТА НЕГЕРМЕТИЧНОЙ ЕМКОСТИ | 1998 |
|
RU2175908C2 |
| Способ консервации деталей | 1988 |
|
SU1539237A1 |
| ПОВЕРХНОСТНЫЕ ЭЛЕМЕНТЫ В ТЕХНОЛОГИИ МИКРОПРОЦЕССОВ | 2006 |
|
RU2403962C2 |
Изобретение относится к очистке и позволяет повысить качество очистки и производит промывку микроканалов малых размеров (1. 10-4-1.10-5 см). Изделия помещают в автоклав так, чтобы обеспечивалась возможность подачи моющей жидкости на внутренние и и внешние поверхности. Вакуумируют автоклав и внутренние полости изделия. Нагружают поверхности изделия давлением моющей жидкости насосами или подогревом. Давление определяется допустимым для изделия и для автоклава. Систему выдерживают под этим давлением в течение определенного времени (10 мин) для исчезновения границы моющая жидкость - загрязнение. Сбрасывают давление из автоклава, а в изделии поддерживают установленное давление моющей жидкости. Выдерживают изделие под давлением моющей жидкости в течение времени Т. После выдержки сбрасывают давление из изделия, открывают автоклав и демонтируют изделие. 2 табл., 5 ил.
Изобретение относится к очистке, а именно к промывке микроканалов изделий, и может быть использовано при подготовке, к испытаниям на герметичность особо ответственных изделий в машиностроительной, химической и других отраслях промьгашен- ности.
Целью изобретения является повышение качества промывки
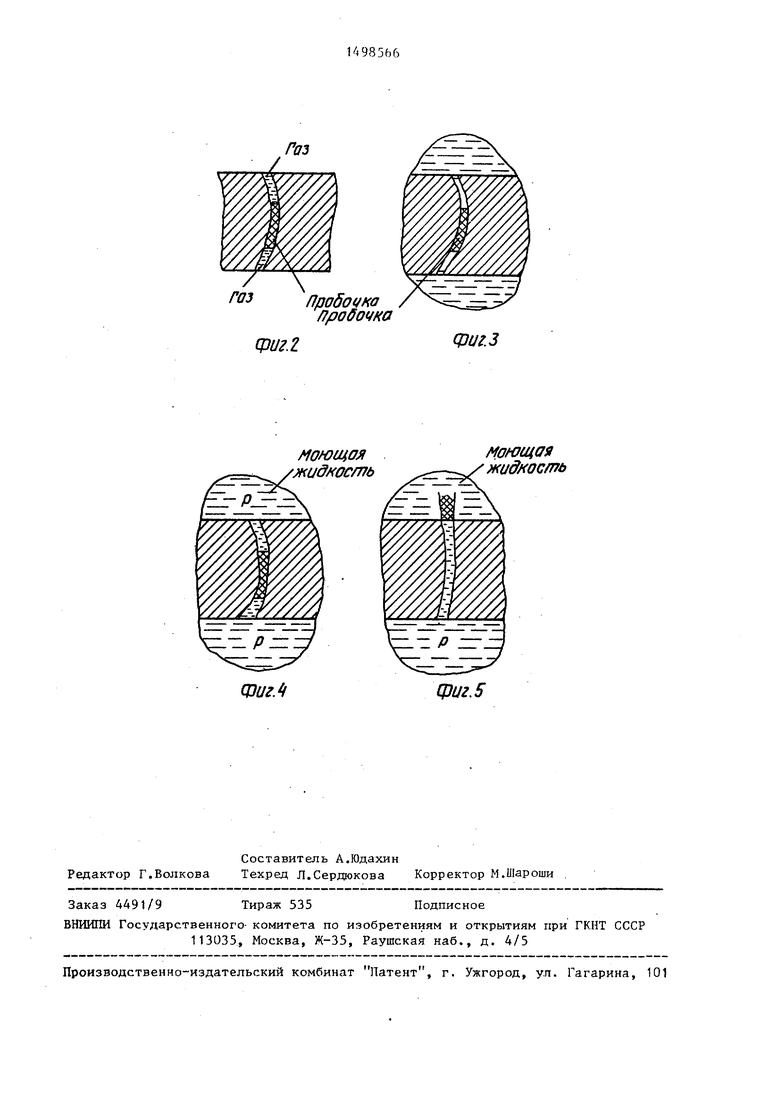
На фиг.1 приведена пневмогидрав- лическая схема устройства для осуществления способа; на фиг.2-5 - схемы микроканала, поясняющие физическую сущность процессов.
Устройство содержит вентиль вакуумной системы, вентиль 2 подачи моющей жидкости (рабочего агента) в изделие, вентиль 3 подачи моющей жидкости в автоклав, вакуумный насос 4, автоклав 5, изделие 6 о
Способ осуществляют в Следующей последовательности. Монтируют изделие 6 в автоклаве 5 с обеспечением раздельной подачи моющей жидкости на внутренние и наружные поверхности изделия,
Вакуумируют автоклав и изделие. Закрывают вентили 1. Открывают вентили 2 и 3 и заполняют автоклав и изделие моющей жидкостью.
Нагружают обе поверхности (внутреннюю и наружную) изделия да.влением моющей жидкости с помощью насосов, подогревом или любым иным способом.
Выдерживают изделие под двухсторонним давлением моющой жидкости в течение 10 мин.
Olib
;0
СХ)
СП
CTi 05
Сбрасывают давление моющей жидкости в автоклаве до атмосферного.
Вьдерживают изделие под внутренним давлением моющей жидкости в течение времени Т.
Сбрасывают давление моющей жидкости из изделия. Удаляют моющую жидкость из изделия и автоклава, открывают автоклав и демонтируют г изделие.
Возможно нроведение процесса при первоначальном сбросе давления моюще жидкости в изделии, т.е. продавлива- нием пробочки во внутрь изделия.
На фиг.2 микроканал сложной геометрии с диаметром до 1 10 см и неизвестным месторасположением содержит в своей глубине пробочку загрязнений, которая не позволяет выявить микроканал,
Продавливание такой пробочки газом или жидкостью требует высоких давлений, превышающих прочность некоторых изделий из-за действия капиллярных сил.
На фиг.З после вакумирования автоклава с изделием и подачи моющей жидкости капиллярные силы продолжают удерживать пробочку, так как нет двухстороннего контакта с моющей жидкостью.
На фиг.4 после двухстороннего обжатия стенки изделия моющая жидкост входит в контакт с пробочкой загрязнения, происходит взаиморастворение моющей жидкости и загрязнения, мениск исчезает, исчезают капиллярные силы.
На фиг.З давление жидкости с на- ружной-поверхности изделия сброшено происходит постепенное вьщавливание загрязнения в течение времени выдерки Т, которое значительно меньше времени диффузионного растворения.
В результате выполнения перечисленных операций происходит защемление пробочки загрязнения моющей жидкостью, испаряющейся при последующей термовакуумной сушке. Только ко после этого микроканал- может быт выявлен в 1сокочувствительными способами контроля герметичности и устранен при ремонте изделия.
Таким образом, промывное изде- лие помещают в автоклав, обеспечива нагружеиир ргютворнтеля его поверхностей с двух сторон. повьш1ают давление растворителя но определенной
0
5
о
0 5
Q
5
величины, а затем сбрасывают его с одной стороны.
Физическая сущность способа состоит в том, что растворитель проталкивает пробочку загрязняющей жидкости вместе с растворенными в ней веществами и взвешенными микрочастицами, значительно снизив капиллярные силы при одновременном размыве с двух сторон границы двух сред . загрязнение - растворитель. Следует отметить, что для эффективной промывки растворителем достаточно выдержки для исчезновения границы раздела двух сред.
Наибольший интерес с точки зрения реализации процесса представляет установление необходимой выдержки Т при гидростатическом перепаде давления ДР.
Установлено, что очистка канала будет обеспечена при проталкивании через него растворителя в количестве 5-7 объемов канала. Расчетное время проведения такого процесса при проталкивании веретенного масла хладоном-113 и fiP 10 кгс/см приведено в табл.1.
В табл.2 приведена расчетная длительность растворения веретенного масла хладоном-113 и выноса его из микроканала при диффузионном процессе (отличие таблиц объясняется тем, что время диффузионного процесса не зависит от диаметра микроканала).
ТаК Им образом, для микроканалов с диаметром более 10 см процесс очистки фильтрацией протекает значительное быстрее, процесс выноса из микроканала микрочастиц осуществляется более эффективно.
Раскрытие при промывке и последующая герметизация дефектов с ми-кро- каналами диаметром более 1-10 см. достаточны для большинства изделий, чем и объясняется необходимость создания новой технологии.
Изобретение позволяет ускорить процесс промывки, повысить надежность Изделий в отношении герметичности, производить промывку микроканалов малых размеров порядка 1 Ю - 1 х X 10 см, повысить качество промывки о Формула изобретения
Способ промывки сквозных микроканалов изделий, заключающийся в циклическом воздействии на поверх51498566
ностн изделия рабочим агентом подагентом производят одновременно с
давлением, отличающийсядвух сторон с последующим сбросом
тем, что, с целью повышения качест-давления с одной поверхности издева промывки, воздействие рабочимлия.
Таблица 1
Длина микро- I 0,1 0,2 0,3 0,4 0,5 1,0 канала, см
Время процесса, с, в зависимости от
диаметра, см: 10 0,0032 0,0128 0,029 0,051 0,08 0,32 10 0,32 1,28 2,9 5,1 8,0 32 10 32 128 290 510 800 3200 10 3200 12800 29000 51000 80000 320000
.Таблица 2
.1 |о.2 о,3 0,4 |0,5 I ,.0
Время процесса, с А93 1980 4500 7990 12600 49680
и создание овленм HOfOUieij жид/(ос/т/
во/(уун1/рован /е сис/7 е/ ы
Фиг.1
f Про6о1 ка
/ роСочка
фиг. 2
моющая идкосп7ь
ФигЛ
Фиг.З
Моющая udf ocfnb
фиг. 5
