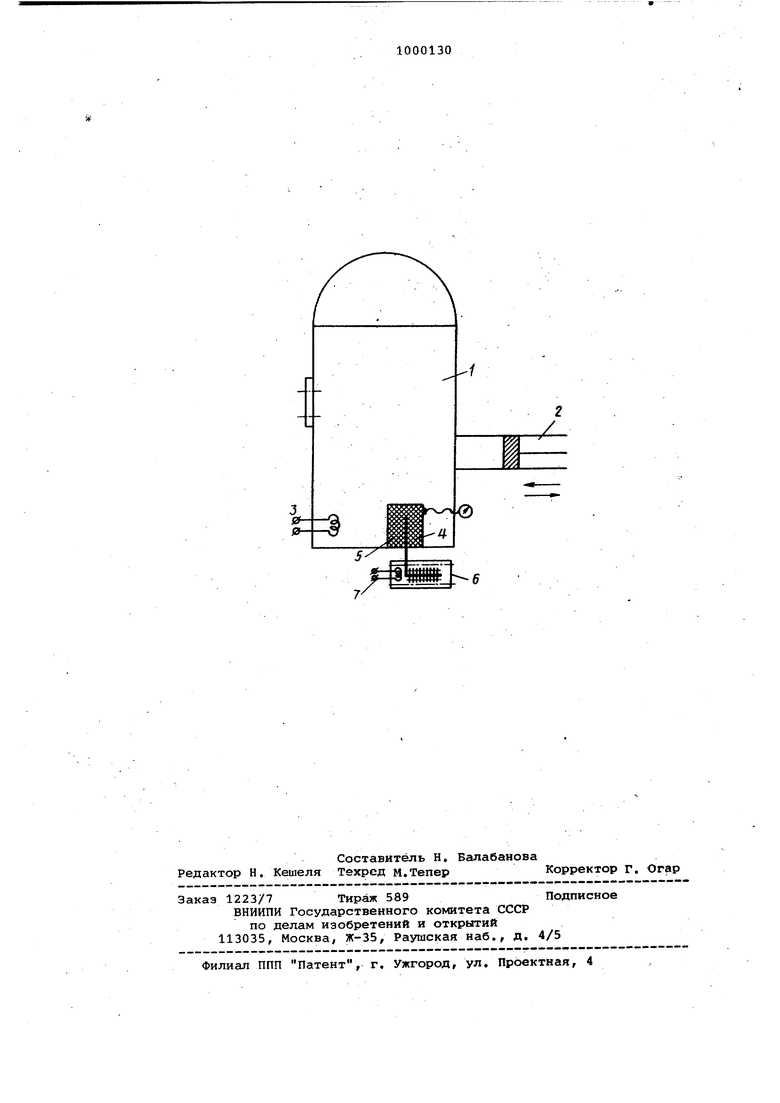
тра не компенсирует теплопотери при образовании пузырей из-за неравномер ного распределения температурного по ля, вызванного наличием застойных зон, а при разнице более образуется п.аровая прослойка между изделием и жидкостью, что может привести к перегреву изделия. На чертеже показан автоклав с установленным в его полости промываемым пористым изделием. Автоклав состоит из корпуса 1, соединенного с расширительной камерой 2. В нижней части автоклава установлены основные ТЭНы 3. Промываемое изделие 4 нагревается стержнем 5 помещенным в ванну б, заполненную касторовым маслом и снабженную ТЭНом Способ осуществляют следующим образом. Очистку пористо-капиллярных изделий (филЁтра) средним сечением капил ляра 5 мкм осуществляют в автоклаве полезным объемом 400 л, снабженным расширительной камерой, выполненной в виде рабочего цилиндра, один конец которого открыт в полости автоклава. Объем автоклава периодически увеличи вается перемещением поршня, установленного в расширительной камере объемом 10 л. В качестве моющей жидкости выбран 10%-ный роствор сульфанола. Изделие помещают в автоклав,.заполненный растворителем. Растворители перегревают до с помощью ТЭНов, давление в автоклаве поднимается до 2 атм. После этого периодически производят сброс давления до величины 1,9 атм. При этом температура жидкости падает до . Одновременно нагревают изделие с помощью отдельных ТЭНов до 112-120с. Чтобы убедиться, что эффект дает .периодический нагрев фильтра, а не большой нагрев жидкости в автоклаве, промывку осуществляют в моющей жидкости, нагретой до 130°С. . Контроль промывки осуществляют с помощью прибора ПКф, показывающего время наполнения фильтра маслом АМГ-10. Об эффетивности промывки судят по времени наполнения фильтра. Загрязненный фильтр) до промывки наполняется за 29-31 с. Контроль температуры нагрева фильтра проводят термопарой, установленной в полости фильтра и контактирующего со стенкой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регенерации полых масляных фильтров | 1984 |
|
SU1194465A1 |
| Установка для промывки изделий | 1979 |
|
SU880517A1 |
| Способ очистки трубчато-капиллярных теплообменников в автоклаве | 1981 |
|
SU987362A1 |
| Способ промывки трубчато-капиллярных изделий в автоклаве | 1978 |
|
SU784958A1 |
| Способ регенерации мелкопористых полых масляных фильтров | 1985 |
|
SU1351633A1 |
| Устройство для промывки трубчато-капиллярных изделий | 1983 |
|
SU1155316A1 |
| Способ промывки сквозных микроканалов изделий | 1987 |
|
SU1498566A1 |
| Способ очистки полых пористо-капиллярных фильтроэлементов | 1986 |
|
SU1431815A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 3-ГИДРОКСИПИРИДИНА | 2005 |
|
RU2296123C1 |
| Способ промывки полых изделий | 1990 |
|
SU1755966A1 |
Предлагаемый способ
, 120 1206,2
110 1129,7
110 1177,0
Прототип
110 11025,3
130 13021,6 Из результатов испытаний (см. таб лицу) следует, что осуществляя промывку пористо-капиллярных изделий по предлагаемому способу (1-3) УДает ся при равных условиях повысить эффективность промывки в 2-4 раза по сравнению с прототипом (4 ,5), Формула изобретения Способ промывки пористо-капиллярных иэЕделнй в автоклаве, - включающий обработку изделий в перегретом раст0,5
0,5 ворйтеле с периодическим сбросом давления, отличающийся тем, что, с целью повышения эффективности промывки, в момент сброса давления изделие нагревают до температуры, превышающей температуру перегретого растворителя на . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 154124, кл. С 23 G 5/00, 1961. 2.Авторское свидетельство СССР 784958, кл. В 08 В 3/08, 1978.
