5 16
со
00 Ч
QD 05
(J)U2J
Изобретение относится к устройствам для .индукционного нагрева изделий и может использоваться, например для контурной закалки режущих кромок пуансонов и матриц вырубных штампов.
Цель изобретения - уменьшение га баритов устройства путем обеспечения возможности изменения рабочего положен1та индукторного стола в гори- зонтальной плоскости.
В устройстве для индукционного нагрева деталей, содержащем диэлектрическую ванну, базовые опоры для размещения детали и кинематически связанный с ванной индукторный стол с закрепленными на нем концами гибких злектр опроводных шин для соединения индуктора с источником нагрева кинематическая связь выполнена в ви де шарнирного многозвенника с верти- кальными осями, одно крайнее- звено которого жестко связано с индуктор- ньм столом а другое - с ванной.
Каждый шарнир имеет закрепленную на одном звене цапфу с резьбовым концом и узел регулирования крутящего момента, необходимого для поворота звена в шарнире, выполненный в виде расположенных на резьбовом конце цнп фы пакета шайб, одна из которых уп- ругая, и гайки поджима пакета к дру1 гому звену. , .
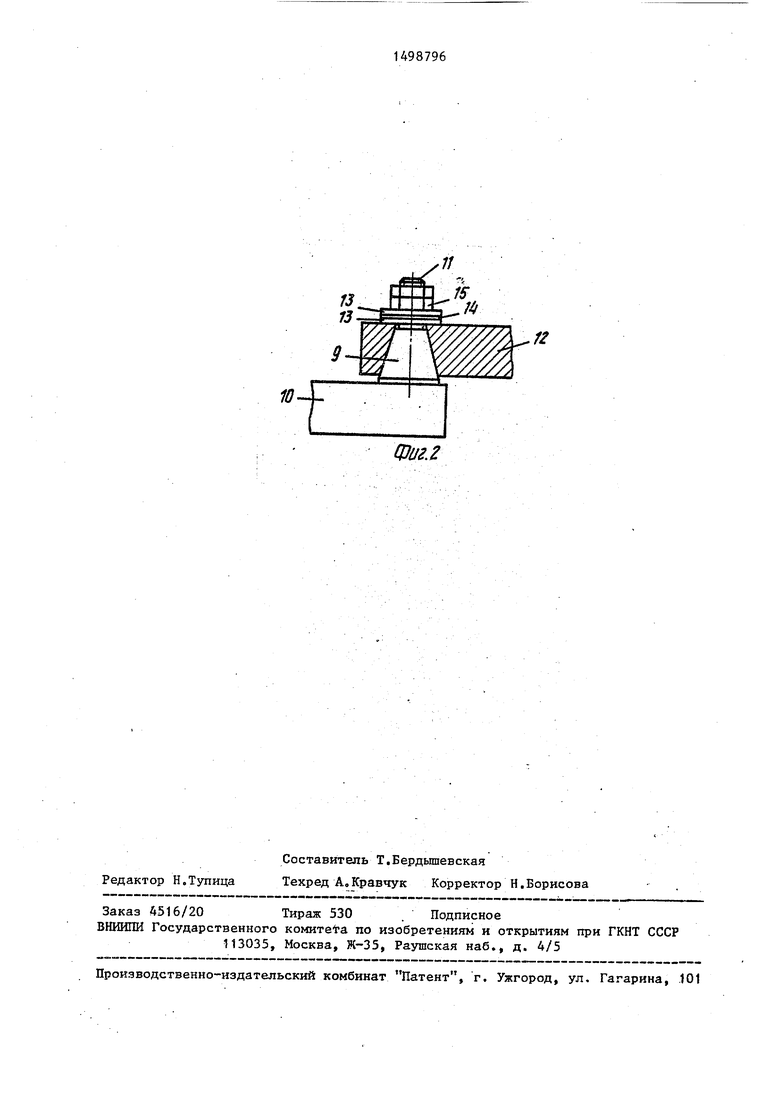
На фиг. 1 изображена схема предлагаемого устройства, вертикальный разрез; на фиг. 2 - шарнир.
Устройство содеряшт диэлектричес- -кую ванну 1 с охлаждающей жидкостью, опоры 2 для размещения детали 3, ин дукторный стол 4 с клеммами 5, сое диненными с гибким.и шинами 6, и шарг нирный мр огозвенник 7, одно крайнее звено которого жестко связано со столсм 4, а другое - с ванной 1,
Шарнир 8 многозвенгтака 7 имеет цапф 9, закрепленную на звене 10 и имеющую резьбовый конец . На цапфе 9 расположено звено 12, а-на ее 11 - жесткие шайбы 13, упругая шайба 14 и гайка 15.
Устройство работает следующим образом.
Шины б подключают к источнику нагрева (не показан). Индуктор 16 устанавливают на стол 4 и закрепляю в .клеммах 5. Деталь 3 располагают на опорах 2. Ипоскопараллельным пе- ремещением столп 4 производят выверку индуктора 16 относительно об
Q
0
5 0
5
0
0.
5
5
рабатываемого контура детали 3, а затем включением источника нагрева осуществляют нагрев данного контура. После обработки данного контура перемещением стола 4 ивдуктор 16 совмещают со следующим контуром, идентичным по форме и размерам с пре- дьщущим, и процесс обработки повторяют. Поворотом гайки 15 производят регулировку силы трения в шарнире, обеспечивающую удобство перемещения стола 4 и надежность фиксации индуктора 16 в рабочем положении.
Эффективность использования пред- лагаемого устройства для ивдукцион- ного нагрева деталей достигается за счет.того, что совмещение индук тюра с нагреваемым контуром произ- водится перемещением индуктора. Это повышает удобство в работе при обработке крупногабаритных многокон- турных деталей. Уменьшаются потребные габариты ванны и устройства в целом. При этом площадь открытой поверхности охлаждающей жидкости в ванне уменьшается в 2,5-3,5 раза, что дает возможность снизить мощность средства подъема уровня жидкости в ванне, иди, при неизменной мощности, увеличить скорость подъема уровня жидкости, что улучшает качество закалки.
Формула изобретений
1.Устройство для индукционного контурного нагрева деталей преимущественно под закалку, содержащее диэлектрическую ванну, базовые опоры для размещения деталей, кинематически связанный с ванной .индуктор ный стол с закрепленными на нем концами гибких токоведущих шин и индуко т ли чающееся тем, что, с целью уменьшения габаритов устройства путем обеспечения возможности изменения рабочего положения индукторного стола в горизонтальной плоскости, кинематическая связь выполнена в виде многозвенника с шарнирными соединениями, имеющими вертикальную ось вращения.
2,Устройство по п. 1, о т л и- чающееся тем, что.шарнирное - соединение выполнено в виде цапфы с, установленным на ее резьбовом конце пакетом шайб,4одна из которых упругая, и гайкой.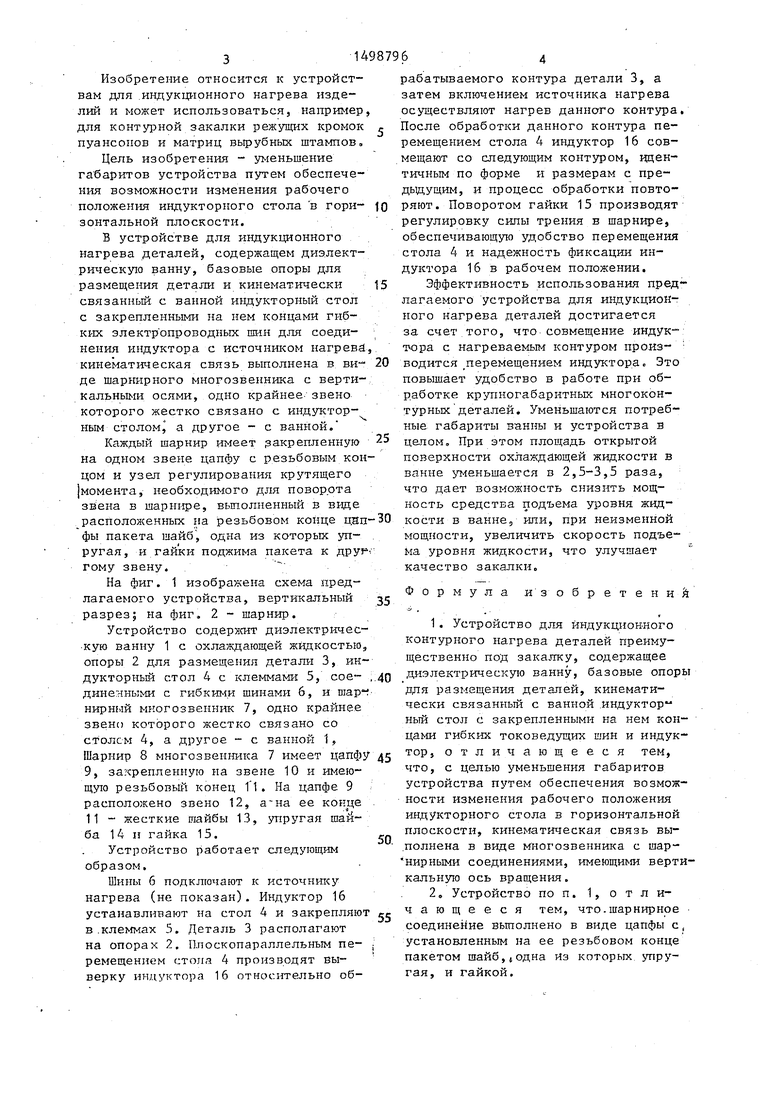
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU819190A1 |
| Устройство для индукционного контурного нагрева деталей | 1980 |
|
SU973636A1 |
| Устройство для индукционного контурного нагрева изделий | 1981 |
|
SU1014927A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU831810A1 |
| Устройство для индукционного контурного нагрева деталей | 1976 |
|
SU595399A1 |
| Устройство для индукционного кон-ТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU827562A1 |
| Устройство для индукционного контурного нагрева деталей | 1977 |
|
SU623877A1 |
| Устройство для индукционного контурного нагрева деталей | 1975 |
|
SU558946A1 |
| Устройство для индукционного контурного нагрева деталей | 1983 |
|
SU1098107A1 |
| Индукционный нагреватель | 1983 |
|
SU1098959A1 |
Изобретение относится к устройствам для индукционного нагрева изделий и может использоваться, например, для контурной закалки режущих кромок пуансонов и матриц вырубных штампов. Цель изобретения - уменьшение габаритов устройства путем обеспечения возможности изменения рабочего положения индукторного стола в горизонтальной плоскости. Индуктор 16 размещают на столе 4 и закрепляют в клеммах 5, а деталь устанавливают на опоры 2. Шины 6 подключают к источнику нагрева. Плоскопараллельным перемещением стола 4 индуктор располагают напротив нагреваемого контура детали, после чего осуществляют нагрев. После обработки одного контура перемещением стола 4 индуктор совмещают с другим контуром, идентичным предыдущему. 1 з.п. ф-лы. 2 ил.
Фиг.г
| Устройство для индукционного кон-ТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU827562A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
