| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб на непрерывных трубоэлектросварочных агрегатах | 1989 |
|
SU1733150A1 |
| Способ производства сварных труб | 1986 |
|
SU1433521A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| Способ изготовления сварных труб и агрегат для его осуществления | 1989 |
|
SU1648585A1 |
| Способ изготовления сварных труб | 1987 |
|
SU1489870A1 |
| Способ изготовления сварных труб и стан для его осуществления | 1985 |
|
SU1301516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2013 |
|
RU2540057C1 |
| Стан для производства электросварных труб | 1988 |
|
SU1622052A1 |
| Способ изготовления труб на непрерывных трубосварочных агрегатах | 2022 |
|
RU2798210C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
Изобретение относится к обработке металлов давлением и может быть использовано на непрерывных трубосварочных агрегатах. Цель изобретения - снижение расхода металла, повышение качества труб и производительности трубосварочного агрегата путем предотвращения утяжки полосы при ее удлинении в гибочно-натяжном устройстве. Осуществляют сварку встык отдельных рулонов штрипса стыкосварочной машиной 1 в непрерывную полосу (П) 2, ее знакопеременный пластический изгиб с натяжением в неприводном многороликовом гибочно-натяжном устройстве на роликах 3 и 4. Протягивают через это устройство П 2 тянущим устройством 5. Формуют П 2 в трубную заготовку на формовочном стане 6. Осуществляют сварку в сварочной клети 7 и калибровку в калибровочном стане 8 в готовую трубу 9. При пластическом изгибе П 2 подвергают упругому сжатию по крайней мере тремя роликами гибочно-натяжного устройства с углом охвата П 2 среднего ролика 4, большим 180°. Усилие сжатия П 2 роликами 3 и 4 прилагают по линии общей образующей среднего ролика 4 и крайних роликов 3. Величину усилия устанавливают из соотношения Р=Т.А/√K2-А2, где Р - усилие прижатия ролика 4 к П 2
Т - среднее тянущее усилие на ролике
А - расстояние между осями смежных роликов по горизонтали
К - кратчайшее расстояние между осями смежных роликов. Такое усилие сжатия П 2 роликами 3 и 4 исключает уменьшение ширины П, при этом не происходит ее прокатки. 1 ил.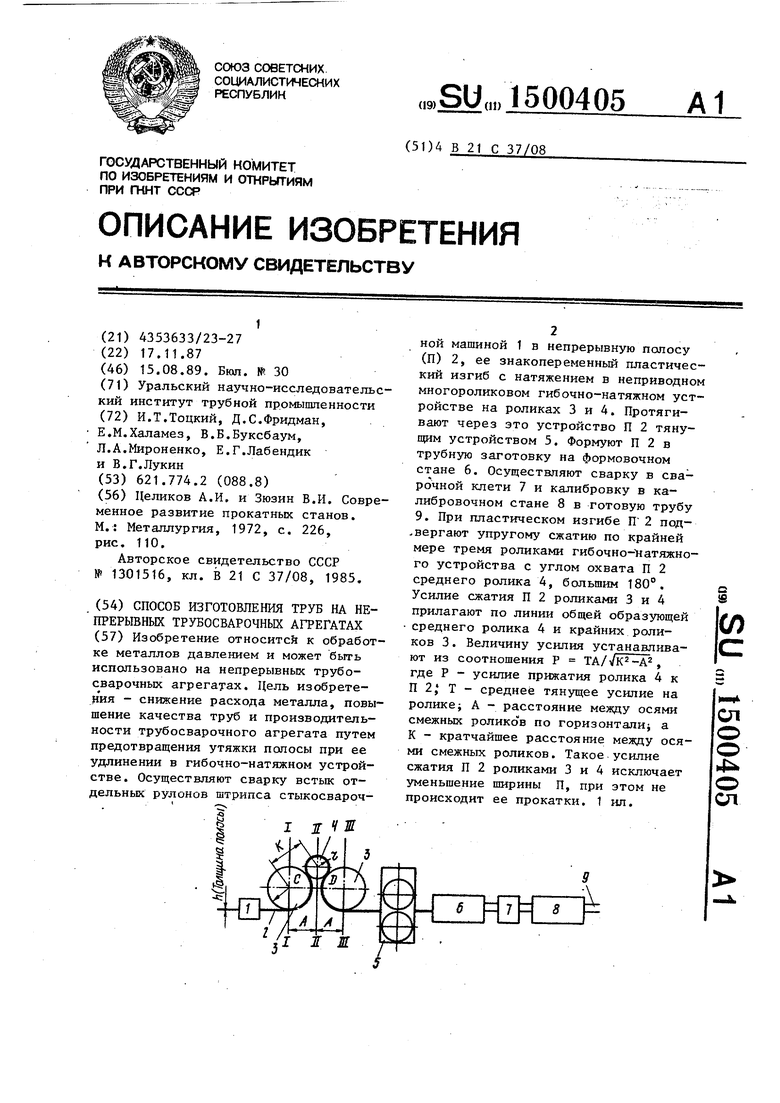
| Целиков А.И | |||
| и Зюзин В.И | |||
| Современное развитие прокатных станов | |||
| М.: Металлургия, 1972, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Способ изготовления сварных труб и стан для его осуществления | 1985 |
|
SU1301516A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
