фиб.1
- 1489870
Изобретение относится к обработке металлов давлением и может быть использовано на непрерывных трубоэлект- росварочных агрегатах.
В качестве исходной заготовки для производства труб на непрерывных трубосварочных агрегатах используются . смотанные в рулоны полосы (штрипсы), из которых сваривается встык непре- Ю
рывная полоса, задаваемая в трубофор- мовочный стан.
. При изготовлении штрипса на прокат- ных станах зачастую возникают дефекПоместим- начало системы координат Oxyz в точку контакта короткой кромки полосы с поверхностью первого по ходу ролика 4 гибочно-натяжного устройства 2 как показано на фиг. 2. При этом ось Ог. направлена к дополты, обусловленные спецификой процесса 15 нительной паре роликов 1 и совпадает
которого является короткая кромка, высотой цилиндра - длина короткой кромки 1, а радиусом основания цилиндра будет ширина полосы Ъ (фиг.2).
Формула, по которой определяют угол скручивания серповидности полосы.
Поместим- начало системы координат Oxyz в точку контакта короткой кромки полосы с поверхностью первого по ходу ролика 4 гибочно-натяжного устройства 2 как показано на фиг. 2. При этом ось Ог. направлена к дополнительной паре роликов 1 и совпадает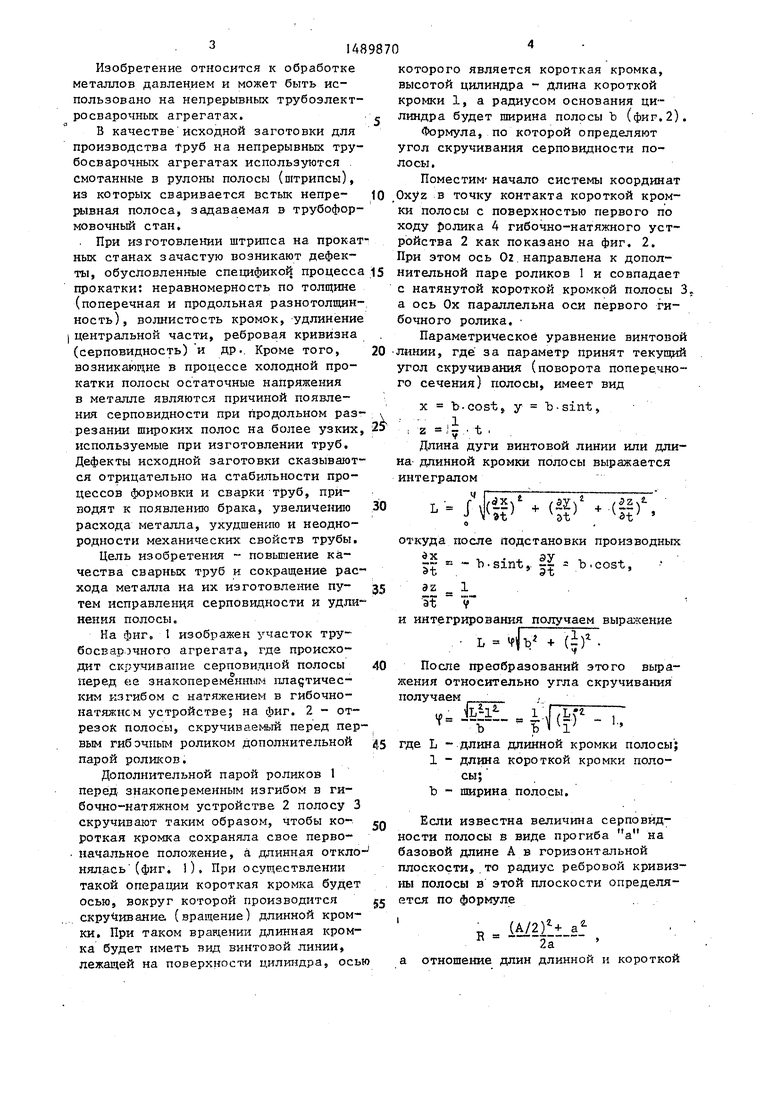
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| Способ изготовления труб на непрерывных трубосварочных агрегатах | 2022 |
|
RU2798210C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| Способ изготовления сварных труб и стан для его осуществления | 1985 |
|
SU1301516A1 |
| Способ изготовления сварных труб и агрегат для его осуществления | 1989 |
|
SU1648585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2010 |
|
RU2412016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2013 |
|
RU2540057C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
| Способ производства сварных труб | 1984 |
|
SU1194527A1 |
Изобретение относится к обработке металлов давлением и может быть использовано на непрерывных трубоэлектросварочных агрегатах. Цель изобретения - повышение качества сварных труб и сокращение расхода металла на их изготовление за счет уменьшения серповидности и исключения "закусывания" полосы в гибочно-натяжном устройстве в процессе изготовления сварных труб. Отдельные рулоны штрипса сваривают в непрерывную полосу 3. Перед формовкой осуществляют натяжение полосы с одновременным знакопеременным изгибом в гибочно-натяжном устройстве 2. Затем формуют полосу 3 в трубную заготовку и сваривают ее кромки. Перед знакопеременным изгибом с натяжением полосу 3 скручивают вокруг ее короткой кромки на заданный угол. При этом обеспечивается постоянное прилегание обеих кромок полосы 3 к поверхности входного ролика 4 гибочно-натяжного устройства 2. 2 ил.
рокатки: неравномерность по толщине (поперечная и продольная разнотолщин- ость), волнистость кромок, удлинение центральной части, ребровая кривизна серповидность) и др.. Кроме того, возникающие в процессе холодной про катки полосы остаточные напряжения в металле являются причиной появления серповидности при продольном разрезании широких полос на более узких, используемые при изготовлении труб. Дефекты исходной заготовки сказываются отрицательно на стабильности процессов формовки и сварки труб, приводят к появлению брака, увеличению расхода металла, ухудшению и неоднородности механических свойств трубы.
Цель изобретения повышение качества сварных труб и сокращение расхода металла на их изготовление путем исправления серповидности и удлинения полосы.
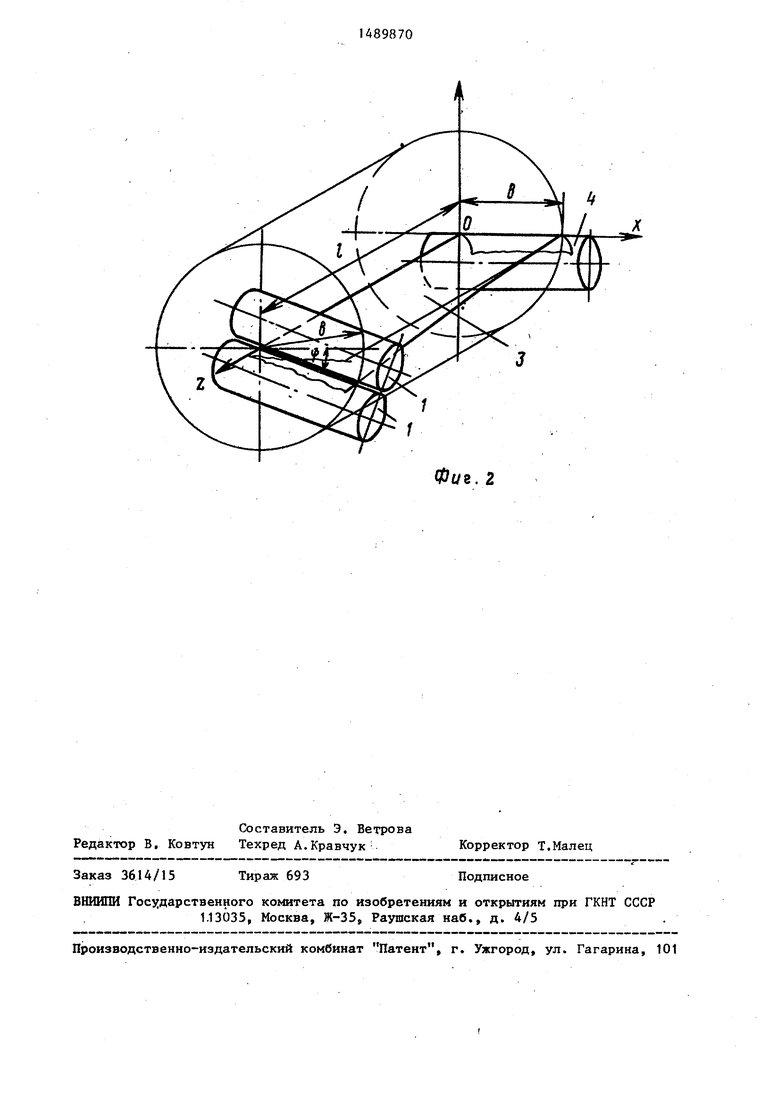
На фиг. 1 изображен участок тру- босварэчного агрегата, где происхо™ дит скручивание серповидной полосы перед ее знакопеременным пла тичес- ким изгибом с натяжением в гибочно- натяжнсм устройстве; на фиг. 2 - от- резой полосы, скручиваемый перед первым гибэчпьм роликом дополнительной парой роликов.
Дополнительной парой роликов 1 перед знакопеременным изгибом в ги- бочно-натяжном устройстве 2 полосу 3 скручивают таким образом, чтобы короткая кромка сохраняла свое перво- начальное положение, а длинная откло- нялась (фиг. ). При осуществлении такой операции короткая кромка будет осью, вокруг которой производится скручивание, (вращение) длинной кромки. При таком врар;ении длинная кромка будет иметь вид винтовой линии, лежащей на поверх ости цилиндра, осью
с натянутой короткой кромкой полосы 3. а ось Ох параллельна оси первого гибочного ролика.
Параметрическое уравнение винтовой линии, где за параметр принят текущий угол скручивания (поворота поперечного сечения) полосы, имеет вид
X b-GOst, у b-sint,
Z ii, t .
Длина дуги винтовой линии или длина длинной кромки полосы выражается интегралом
b-/te) Mg)
П
(--)
5
откуда после подстановки производных
Ъ.cost,
- « - Ъ. sint il - s+ n-sin-c,. -:
at
Э2 1
.w : „
at V
и интегрирования получаем выраз:ение
I л L
f Ъ
(i) N
После преобразований этого вьфа- жения относительно угла скручивания получаем
f
i R
где
L - длина длинной кромки полосы; 1 - длина короткой кромки полосы;Ъ - ширина полосы.
Если известка величина серповидности полосы в виде прогиба а на базовой длине А в горизонтальной плоскости, то радиус ребровой кривизны полосы в этой плоскости определяется по формуле.
R
2а
а отношение длин длинной и короткой
кромок полосы при ее ширине Ъ будет равно
ь . Ъ,
1 RR
Учитывая два последних выражения, получаем формулу для отношения длин кромок полосы
L 1 л. ъ 2а
При колебании величины серповид- ности изменяется отношение Ь/1,и, соответственно, угол , При серповид- Ности обратного знака длинная и короткая кромки меняются местами, ме- няет знак и угол f. При отсутствии серповидности полосы длины ее кромок
X
равны между собой гг 1), поэтому
ее скручивание не производят ( О).
Способ осуществляют следующим об- разом.
Серповидная полоса 3, у которой приподнята длинная, например, правая кромка после выхода из накопителя поступает в устройство, например пару роликов 1, перемещающее по высоте длинную кромку. После этой пары роликов полоса поступает в гибочно- натяжное устройство 2 (фиг. 1), расстояние между парой скручивающих по- лесу роликов и первым роликом гибоч- но-натяжного устройства 1, Короткая кромка натянута на этом промежутке и ее длииа также равна 1, Длинная кромка под действием скручивающего устройства начинает вращаться вокруг короткой и отклоняется вниз (или вверх, в зависимости от характера охвата полосой первого гибочного ролика) , причем угол отклонения от положения, когда длины кромок равны, составляет У (фиг. 2).
Затем полоса поступает в формовоч- HHti стан, где формуется в трубную заготовку, кромки которой свариваются в сварочном узле. В калибровочных кле- т ях формуется диаметр готовой трубы.
Пример осуществления способа при изготовлении труб размером 102 к X 3,0 мм из щтрипса 312 я 3,2 мм.
Полоса с величиной серповидности,. выраженной в виде прогиба а 20 мм на базовой длине А 3000 мм в горизонтальной плоскости перед знакрпере
менным изгибом с натяжением в гибочно- натяжном устройстве, подвергается скручиванию роликовой парой, отстоящей от первого по ходу ролика гибоч- но-катяжного устройства на расстоянии 1 135 мм. При этом короткая кромка в указанном промежутке натянута и длина ее также составляет 135 мм.
Отношение длины дли1{ной к длине короткой кромки составляет
i 3 ЧУ41о °° 5Угол, на который нужно будет скрутить полосу, чтобы полоса плотно при- легаЯа к входному ролику гибочно-на- тяжного устройства, равен
4- 312
1,0055 - 1
0,0456 рад. или 2,6.
Таким образом, скручивание роликовой парой, расположенной в 135 мм от первого гибочного ролика, полосы шириной 312 мм с вьшеуказанной серповид- ностью на угол 2,6 позволяет исключить излом длинной кромки на первом гибочном ролике и закусьгаание ее в последующих по ходу роликах гибочно- натяжного устройства при их плотном расположении.
Формула изобретения
Способ изготовления сварных труб, 35 включающий сварку отдельных рулонов штрипса в непрерывную полосу, ее натяжение перед формовкой с одновременным знакопеременным пластическим изгибом, формовку полосы в трубную заготовку и сварку ее кромок, отличающийся тем, что, с целью повышения качества сварных труб и сокращения расхода металла на их изготовление путем исправления серповидности и удлинения полосы, перед знакопеременным пластическим изгибом с натяжением полосу скручивают вокру ее короткой кромки на уголц), опреде- ляемьгй из выражения
40
45
50
С
.iL
Ъ L - длииа длинной кромки полосы; 1 - длина короткой кромки полосы; Ъ - ширина полосы.
Редактор В, Ковтун
Составитель Э. Ветрова Техред А.Кравчук
Заказ 3614/15
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 1.13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
ФУ8. 2
Корректор Т.Малец
Подписное
| Установка для непрерывной правки полосы | 1975 |
|
SU703180A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления сварных труб и стан для его осуществления | 1985 |
|
SU1301516A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
