оборудования, в состав которого входят, например, зубофрезерные .станки, моечная машина, устройство сортировки, маркировочное устройство и устройство сбора отсортированных изделий . Механизм подачи изделия сортировочного устройства 3 состоит из
штанги I2 с центрирующим элементом 15 с подпружиненной шпонкой 16 для фиксации и поворота изделия и двух рычагов 17, снабженных щупами 18, взаимодействующими с датчиками 20 управления маркировочного устройства. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ ТИПА ЗУБЧАТАЯ РЕЙКА | 1989 |
|
RU2023545C1 |
| Устройство для контроля и маркирования цилиндрических изделий | 1984 |
|
SU1268241A1 |
| Устройство для измерения диаметров малых отверстий | 1982 |
|
SU1057770A1 |
| Устройство для контроля и сортировки деталей обуви по длине | 1982 |
|
SU1063374A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2218260C2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ ДЛЯ МИНИАТЮРНЫХ ЦИЛИНДРИЧЕСКИХ НЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2700961C1 |
| МЕХАНИЧЕСКОЕ УСТРОЙСТВО длй КОНТРОЛЯи | 1972 |
|
SU343716A1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
Изобретение относится к станкостроению , в частности, к автоматическим линиям механической обработки зубчатых колес. Цель изобретения - расширение технологических возможностей автоматической линии - обеспечивается возможностью одновременной обработки с последующей сортировкой зубчатых колес с четным и нечетным количеством зубьев. Автоматическая линия состоит из расположенного в технологической последовательности оборудования, в состав которого входят, например, зубофрезерные станки, моечная машина, устройство сортировки, маркировочное устройство и устройство сбора отсортированных изделий. Механизм подачи изделия сортировочного устройства 3 состоит из штанги 12 с центрирующим элементом 15, с подпружиненной шпонкой 16 для фиксации и поворота изделия и двух рычагов 17, снабженных шупами 18, взаимодействующими с датчиками 20 управления маркировочного устройства. 3 ил.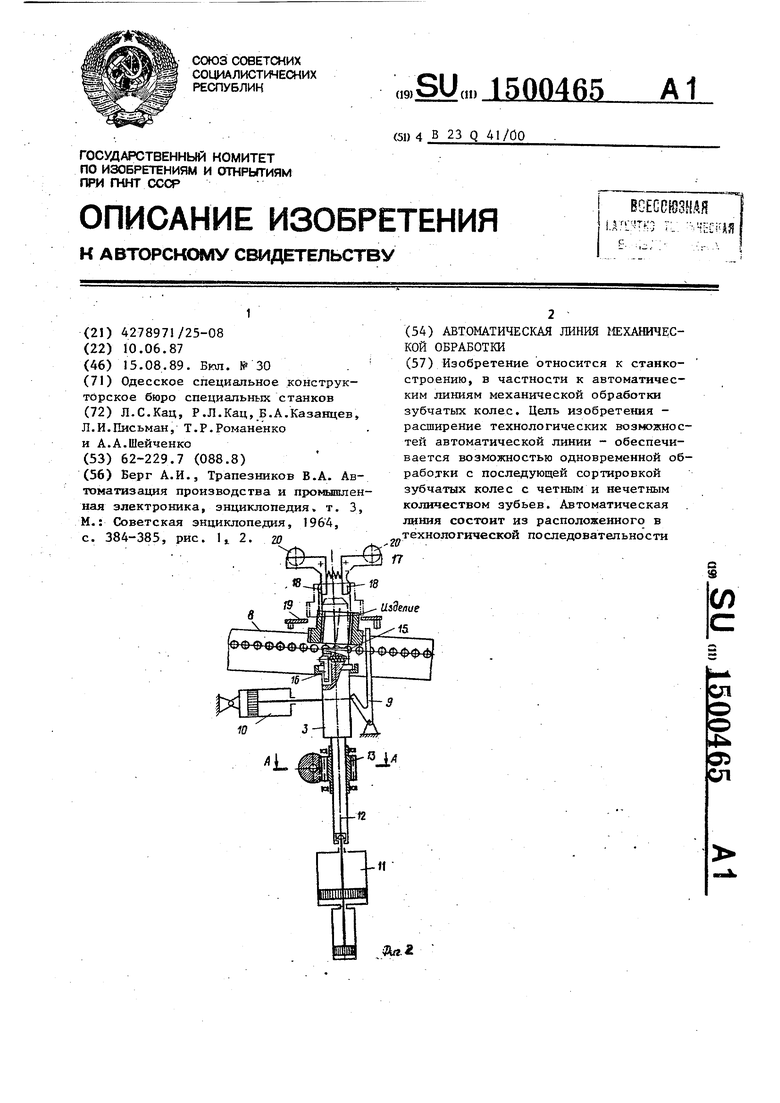
Изобретение относится, к станкостроению, в частности к автоматичес- КИМ линиям для обработки зубчатых колес.
Цель изобретения - расширение технологических возможностей автоматической линии - обеспечивается возмож- ностью одновременной обработки с последующей сортировкой зубчатых колес С четным и нечетным количеством зубьев .
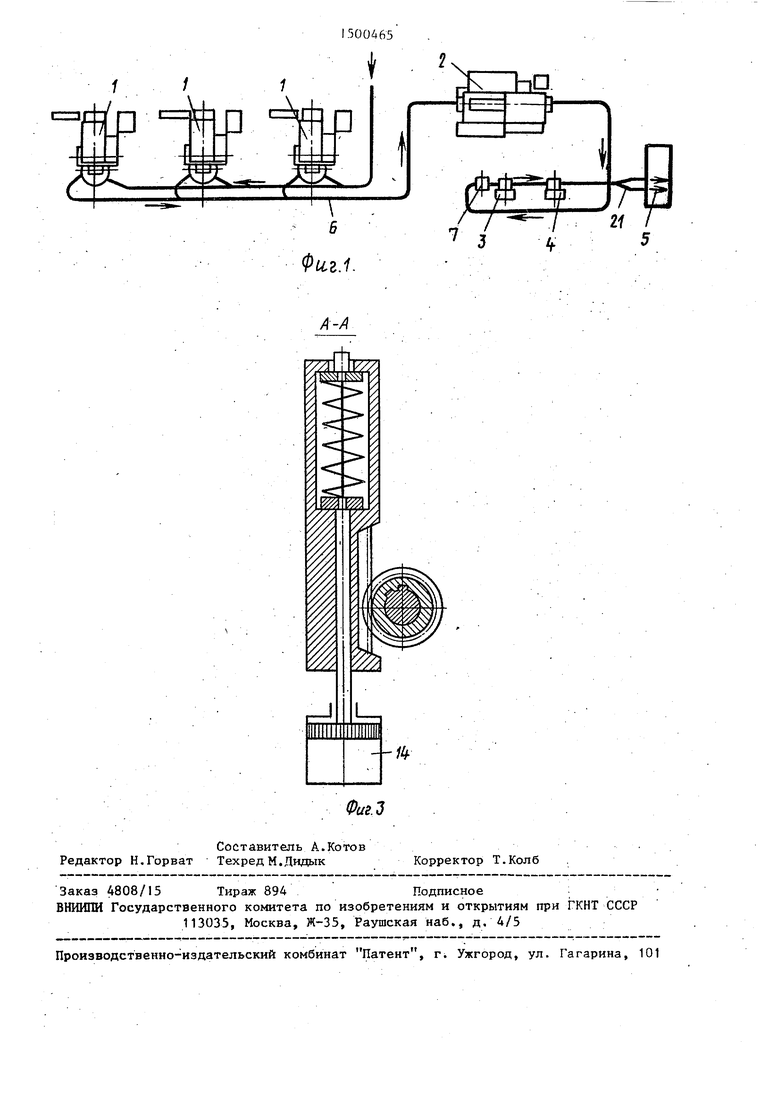
На фиг.1 дана компоновка автомати- ческой, линии; на фиг.2 - разрез цо сортировочному устройству автоматической линии; на фиг.З - разрез А-А на фиг,2.
Автоматическая линия состоит из расположенного Ё технологической поел едо в ательно сти оборудования, в состав которого входят, -например, зубофрезерные станки 1, моечная машина 2 устройство 3 сортировки, маркировоч- ное устройство 4 и устройство 5 сбора отсортированных изделий. Для связ между оборудованием автоматической линии служит г равитационная лотковая транспортная система 6 с датчиками системы управления. Стрелками ( на фиг.1) показано направление перемещения обрабатываемых в линии изделий. Устройство 3 сортировки находится между устройством 7 поштучной выдачи изделий и маркировочным устройством 4, Приемный 1ранспортный лоток 8 устройства 3 сортировки служит для подачи изделий до упора 9, управляемогЬ цилиндром 10, в рабочую зону устрой- ства. Механизм подачи изделий состоит из цилиндра 11 подъема изделия, . который служит для перемещения осе- подвижной штанги 12. Штанга 12 через зубчато-реечную передачу 13 связана с силовым цилиндром 14 поворота изделия . Штанга 12 снабжена центрирующим элементом 15, в пазе которого находится, подпружиненная западающая шпонка 16, служащая захватом изделия для ее фиксации и поворота. Два оппозит- но .размещенные подпружиненные двуплечие рычага 17 с щупами 18 непосредственно предназначены для распознавания изделий. Для возврата изделия в исходное положение служит подпружиненная рамка 19. С датчиками 20 управления маркировочным устройством 4 взаимодействуют рычаги 17 измерительного блока.
Автоматическая линия работает следующим образом.
В исходном положении.приемный транспортный лоток 8 сортировочного устройства 3. находится в нижнем положении, а упор 9 - в вертикальном. Деталь, прошедшая моечную машину 2, по лотку транспортной системы 6 попадает в приемный лоток 8 устройства 3 сортировки и подходит к упору 9. Датчик наличия детали в рабочей зоне (не показан) выдает команду на перемещение вверх посредством цилиндра 11 подъема штанги 12. При этом штанга 12 позволяет поворачиваться приемному лотку 8 до горизонтального положения, а деталь упирается в планки подпружи- йенной рамки 19. За счет дальнейшего перемещения штанги 12 центрирующий элемент 15 попадает в отверстие детали, а подпружиненная шпонка 16 утапливается в пазе, если не попадает ;во впадину шлица детали. Затем штанга 12 своим буртиком упирается в деталь и совместно с рамкой 19 поднимает ее над приемным лотком 8, обеспечивая насаживание детали на подпружиненные рычаги 17, при этом щупы 18 утапливаются, если не попадают во впадину .шлица изделия. После-этого цилиндр 14 поворота через зубчато-реечную пере- дачу 13 поворачивает штангу 12, при этом подпружиненная шпонка 16 попадает во впадину шлицевого отверстия изделия. Затем начинается поворот де тали до тех пор, пока один или два щупа 18 не попадут во впадину шлице- вого отверстия.
При попадании во впадину шлица одного щупа 18 датчик 20 измерительного блока выдает команду маркировочному устройству 4 об автоматической установке клейма на детали с числом шлиройство 4, проходит операцию клеймлекия и по своему транспортному потоку, установленному распределительной стрелкой 21, попадает на устройство 5 сбора отсортированных изделий.
Сортировка следующей детали осуществляется после прохождения данной , деталью путевого датчика (не покатоков после распределительной стрелки 21.
Формула изобретения
15
цен Z. При попадании во впадину обо- ю з) расположенного на одном из по- их щупов датчик 20 выдает -команду маркировочному устройству 4 на автоматическую установку клейма на детали с числом шлицев Ъ. /
Количество шлицев в обрабатываемых деталях может иметь любые значения, в том числе оба четных, оба нечетных, одно - четное, второе - нечетное. При оппозутном расположении рычагов возможна сортировка деталей с четным и нечетным количеством шлицев. Во всех остальных случаях угол расположения подпружиненных рычагов с6 Выбирается в зависимости от числа Z и Z2 по формуле
360 - k . ,
20
Автоматическая линия механической обработки, содержащая объединенные транспортной системой и расположенные в технологической последовательности обрабатывающее оборудование, устройство поштучной выдачи изделий, устройство сбора отсортированных изделий, сортировочное устройство., включающее в себя измерительный блок, 25 механизм подачи изделий к измерительному блоку с осеподвижной штангой, на которой закреплен центрирующий элемент, отличающаяся тем, что, с целью расширения технологических возможностей, линия снабжена расположенным между сортировочным устройством и устройством сбора отсортированных изделий маркировочным устройством, а механизм подачи изделий к измерительному блоку снабжен силовым цилиндром, на штоке которого закреплена зубчатая рейка, кинематически связанная с зубчатым колесом установленным на штангу с возможностью вращения последней относительно ее оси. При этом центрирующий элемент снабжен захватом изделия, выполненным в виде подпружиненной западающей шпонки, расположенной в пазу, образозначение k выбрано из ряда 1,2, / J условии, что
2п + 1 т.е.
п
«...-,
г
и п - число, ближайшее к целому или, если таких одинаково близких к целому несколько, то число k ближайшее к
.
.Дальнейший поворот детали прекращается, штанга 12 возвращается в исходное положение, а подпружиненная рамка 19 принудительно опускает деталь на приемный лоток 8, который буртиком штанги 12 опускается в исходное положение. После этого упор 9
цилиндром 10 поворачивается в. наклон-.с ванном вдоль образующей центрирукице- ное положение и изделие выкатывается го элемента, а измерительный блок вы- в лоток транспортной системы 6, упор полнен в виде двух оппозитно разме- 9 возвращается в исходное (вертикаль- щенных, связанных датчиками с марки- ное) положение.ровочным устройством, подпружиненных
Деталь по лотку транспортной сие- д двуплечих рычагов, на одном плече темы 6 попадает в маркировочное уст- кан$:гого из которых установлен mjm
461)6
ройство 4, проходит операцию клеймле, кия и по своему транспортному потоку, установленному распределительной стрелкой 21, попадает на устройство 5 сбора отсортированных изделий.
Сортировка следующей детали осуществляется после прохождения данной , деталью путевого датчика (не покатоков после распределительной стрелки 21.
Формула изобретения
з) расположенного на одном из по-
з) расположенного на одном из по-
Автоматическая линия механической обработки, содержащая объединенные транспортной системой и расположенные в технологической последовательности обрабатывающее оборудование, устройство поштучной выдачи изделий, устройство сбора отсортированных изделий, сортировочное устройство., включающее в себя измерительный блок, механизм подачи изделий к измерительному блоку с осеподвижной штангой, на которой закреплен центрирующий элемент, отличающаяся тем, что, с целью расширения технологических возможностей, линия снабжена расположенным между сортировочным устройством и устройством сбора отсортированных изделий маркировочным устройством, а механизм подачи изделий к измерительному блоку снабжен силовым цилиндром, на штоке которого закреплена зубчатая рейка, кинематически связанная с зубчатым колесом установленным на штангу с возможностью вращения последней относительно ее оси. При этом центрирующий элемент снабжен захватом изделия, выполненным в виде подпружиненной западающей шпонки, расположенной в пазу, образо
/4
| Берг А.И., Трапезников В.А | |||
| Автоматизация производства и промышленная злектроника, энциклопедия, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносный ветряный двигатель | 1922 |
|
SU384A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| w | |||
