Изобретение относится к измерительно-сортировочной технике в машиностроении и может быть использовано для контроля диаметра, кривизны и сортировки цилиндрических деталей.
Известен автомат для контроля деталей цилиндрической формы (а.с. СССР 1466815, В 07 С), содержащий шаговый механизм, накопитель, многоручьевую кассету, загрузочное устройство, роликовую призму, сортировочное устройство, прижимные рычаги, оптический преобразователь, транспортировочный механизм, распределительный вал, кулачок. Недостатком автомата являются многопозиционный контроль деталей, невозможность определения кривизны изделий, сложность технологической схемы и устройства сравнения сигналов, требующая наличия роботов и манипуляторов.
Наиболее близким по технической сущности и достигаемому результату является взятое за прототип измеряющее и сортирующее устройство для контроля и классификации деталей массового производства (патент Швейцария 665144, В 07 С), содержащее приемные бункеры для бракованных и качественных деталей, загрузочный бункер с наклонным транспортером, захватывающее приспособление, выполненное в виде призмы, датчик для выделения управляющих сигналов, транспортный канал, выполненный с наклоном в строну приемных бункеров, имеющий направляющий элемент с рычагом, манипулирующее устройство. К основным недостаткам устройства можно отнести:
- контроль и измерение только в определенных точках детали;
- отсутствие осевого центрирования;
- невозможность определения кривизны изделия.
Изобретение направлено на повышение точности определения отклонения по диаметру, определение кривизны и сокращение времени контроля цилиндрических деталей.
Поставленная задача достигается тем, что автомат для контроля и сортировки цилиндрических деталей, содержащий приемные бункеры для бракованных и качественных деталей, загрузочный бункер с наклонным транспортером, захватывающее приспособление, выполненное в виде призмы, датчик для выделения управляющих сигналов, транспортный канал, выполненный с наклоном в строну приемных бункеров, имеющий направляющий элемент с рычагом, манипулирующее устройство, дополнительно оснащен станиной в виде рамы, размещенными внутри рамы коробчатым вертикальным лотком, верхняя часть которого выполнена с наклоном в сторону транспортного канала и имеющим боковое отверстие для приема деталей, примыкающее к выходному отверстию транспортера, клапаном, установленным на верхнем конце коробчатого лотка, электродвигателем, червячным редуктором, кривошипом, цепной и ременной передачами, воздушным трубопроводом, краном двойного действия, установленным посередине воздушного трубопровода, размещенными на внешней стороне рамы передним поводковым центром с отверстием, выполненным в виде усеченного конуса, роликом и штоком, соединенным с датчиком для выделения управляющих сигналов посредством подпружиненного рычага, задним центром и направляющим элементом, снабженными пружинами, пневмоцилиндром, соединенным с задним центром, при этом передний поводковый центр соединен с червячным редуктором цепной передачей, а червячный редуктор с электродвигателем - ременной передачей, кривошип закреплен на червячном редукторе и шарнирно соединен с захватывающим приспособлением, к нижней части которого прикреплен толкатель, направленный в сторону воздушного трубопровода, датчик расположен в центре верхней части рамы, а в транспортном канале выполнено отверстие, расположенное над бункером для приема бракованных деталей, манипулирующее устройство выполнено в виде соленоида, шарнирно соединенного с рычагом направляющего элемента.
Наличие новых конструктивных элементов, таких как станина, коробчатый вертикальный лоток, клапан, электродвигатель, червячный редуктор, кривошип, цепная и ременная передачи, воздушный трубопровод, кран двойного действия, передний поводковый центр с отверстием, выполненным в виде усеченного конуса, задний центр с пружиной, ролик, шток, подпружиненный рычаг, датчик для выделения управляющих сигналов, толкатель, и взаимосвязи между ними свидетельствует о соответствии заявляемого технического решения критерию "новизна". Новые элементы конструкции работают на достижение технического результата, который обуславливает изобретательский уровень заявленного технического решения следующим образом.
Станина в виде рамы предназначена для закрепления всех элементов и их одновременного взаимодействия в процессе работы.
Коробчатый вертикальный лоток необходим для направления перемещения захватывающего приспособления.
Клапан, имеющий наклон в сторону транспортного канала и установленный на верхнем конце коробчатого вертикального лотка, предназначен для открытия и закрытия верхнего отверстия коробчатого вертикального лотка и для направления цилиндрической детали после контроля к транспортному каналу.
Выполнение переднего поводкового центра с отверстием в виде усеченного конуса и заднего центра с пружиной обеспечивает закрепление, расфиксирование, центрирование и поворот цилиндрической детали. Отверстие в виде усеченного конуса в переднем паводковом центре необходимо для точного центрирования цилиндрической детали. Пружина в заднем центре предназначена для расфиксирования измеренной цилиндрической детали. Данное решение необходимо для точного определения отклонения по диаметру и определения максимальной кривизны. Использование вместо переднего поводкового центра с отверстием, выполненным в виде усеченного конуса, и заднего центра с пружиной другого механизма значительно увеличит время настройки и точность базирования.
Манипулирующее устройство, выполненное в виде соленоида, расположено над приемным бункером качественных деталей и предназначено для фиксирования направляющего элемента с рычагом в положение "открыто-закрыто". Направляющий элемент служит для подачи бракованных цилиндрических деталей в приемный бункер. Соединение соленоида с направляющим элементом упрощает электрическую схему автомата, так как не требуется система датчиков для управления сортировкой цилиндрических деталей.
Ролик и шток, контактирующий с датчиком при помощи подпружиненного рычага, расположены в верхней части рамы. Они служат для измерения отклонения по диаметру и кривизны изделия при контакте с вращающейся цилиндрической деталью. Причем датчик выделяет сигналы для управления процессом сортировки. Цилиндрическая форма ролика существенно снижает силу трения при контакте с цилиндрической деталью. Замена ролика другими измерительными элементами, например стационарным, будет менее надежной и менее точной вследствие его износа.
Электродвигатель, расположенный внутри рамы, используется для вращения червячного редуктора при помощи ременной передачи. Червячный редуктор при этом одновременно приводит в действие кривошип и цепную передачу, при помощи которой через передний поводковый центр с отверстием, выполненным в виде усеченного конуса, осуществляется вращение цилиндрической детали, а кривошип придает возвратно-поступательное движение подающему приспособлению. Данное решение является наиболее оптимальным для одновременного взаимодействия всех элементов.
Толкатель, прикрепленный к нижней части подающего приспособления и направленный в сторону воздушного трубопровода, необходим для переключения крана двойного действия.
Кран двойного действия, расположенный посередине трубопровода, используя подачу воздуха из воздушного трубопровода, управляет пневмоцилиндром. Когда расстояние между осевыми линиями детали и центров достигает 0,5-1,0 мм, срабатывает кран двойного действия, и воздух из центральной магистрали через воздушный трубопровод попадает в пневмоцилиндр. При этом происходит закрепление цилиндрической детали в центрах.
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной и смежных областях техники не позволило выявить техническое решение, сходное с совокупностью отличительных признаков заявляемого технического решения.
Новый механизм взаимодействия элементов обуславливает новое свойство заявляемого устройства: точное определение отклонения по диаметру и максимальной кривизны цилиндрической детали в момент поворота. Это позволяет признать предложенное решение соответствующим критерию "изобретательский уровень", поскольку в объекте, к которому относится решение, проявляется новое свойство, обеспечивающее достижение технического результата.
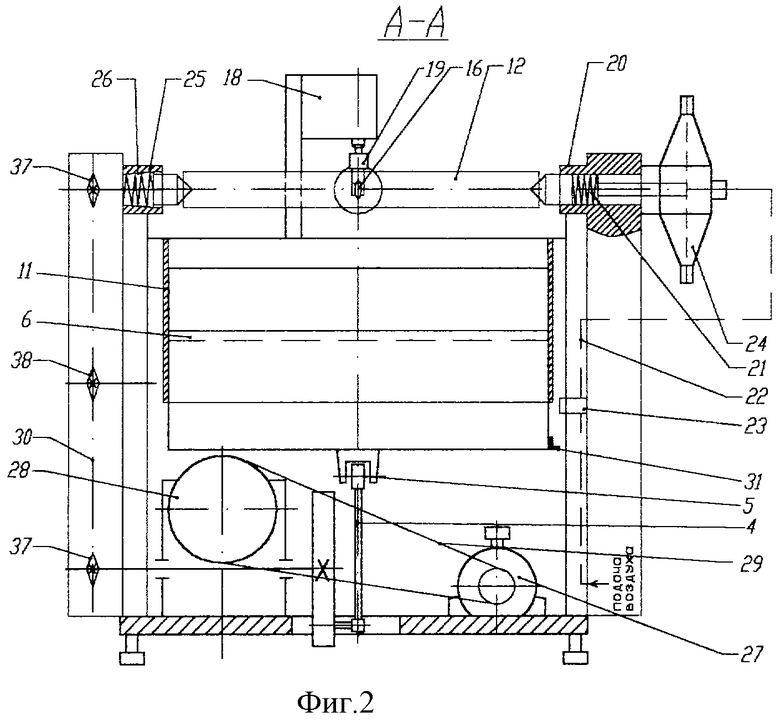
Изобретение поясняется чертежами, где на фиг.1 представлен вид автомата для контроля и сортировки цилиндрических деталей сбоку, на фиг.2 - вид спереди.
Автомат для контроля и сортировки цилиндрических деталей состоит из рамы 1 с загрузочным бункером 2, соединенным с транспортером 3. К нижней части рамы 1 прикреплен кривошип 4, с которым шарнирно 5 соединено захватывающее приспособление 6. К верхней части рамы прикреплено манипулирующее устройство 7, шарнирно 8 соединенное с направляющим элементом 9 посредством рычага 10. Внутри рамы размещен коробчатый вертикальный лоток 11. Направляющий элемент 9 служит для подачи цилиндрической детали 12 в бункер "брак" 13 или приемный бункер 14 для качественных деталей. Направляющий элемент 9 соединен с пружиной 15. Вращающийся ролик 16 закреплен на штоке 17, который взаимодействует с датчиком 18, расположенным в центре верхней части рамы 1, при помощи подпружиненного рычага 19. В верхней части рамы 1 расположен задний центр 20 с пружиной 21, соединенный с воздушным трубопроводом 22, на котором установлен кран двойного действия 23. Пружина 21 прикрепляется к заднему центру 20 для расфиксирования пневмоцилиндра 24, который служит для прижатия цилиндрической детали 12 к переднему поводковому центру 25, в котором выполнено конусное отверстие 26. В нижней части корпуса расположен электродвигатель 27, который соединен с червячным редуктором 28 при помощи ременной передачи 29. Передний поводковый центр 25 соединен с цепной передачей 30. К нижней части захватывающего приспособления 6 прикреплен толкатель 31. Наклонный транспортер 31 имеет выходное отверстием 32, которое сопряжено с боковым отверстием 33 коробчатого вертикального лотка 11. Транспортный канал 34 имеет отверстие 35, расположенное над бункером 13. Транспортный канал 34 соединен с клапаном 36, который расположен в верхней части вертикального коробчатого лотка 11. Цепная передача содержит две цепные звездочки 37 и одну натяжную 38.
Автомат работает следующим образом.
При включении электродвигателя 27 движение передается на червячный редуктор 28 и регулируемый кривошип 4. Загрузка цилиндрической детали 12 происходит при скатывании из загрузочного бункера 2 по наклонному транспортеру 3 в захватывающее приспособление 6, находящееся в коробчатом вертикальном лотке 11. Кривошип 4 поднимает захватывающее приспособление 6 на уровень центров 20 и 25. Когда расстояние между осевыми линиями детали и центров 20 и 25 достигает 0,5-1,0 мм, срабатывает кран двойного действия 23 после взаимодействия с толкателем 31, и воздух из центральной магистрали через воздушный трубопровод 22 попадает в пневмоцилиндр 24. При этом задний подвижный центр 20 центрирует и поджимает деталь 12 к переднему поводковому центру 25, который сжимает пружину 21 до тех пор, пока торец детали 12 не войдет в конусное отверстие 26 переднего поводкового центра 25. После этого деталь 12 начинает поворачиваться относительно центральной оси, так как поводковый центр 25 постоянно получает вращение от электродвигателя 27 через цепную передачу 30. При вращении образующая поверхность детали 12 соприкасается с вращающимся роликом 16, смонтированным на штоке 17. Перемещаясь в осевом направлении, шток 17 перемещает подпружиненный рычаг 19, который соединен с датчиком 18, настроенный на заданные минимальные отклонения, соответствующие техническим требованиям на прогиб. Если прогиб детали не превышает заданного значения, то датчик 18 не срабатывает. В этом случае при обратном ходе захватывающего приспособления 5 кран двойного действия 23 переключается и давление в пневмоцилиндре 24 сбрасывается. Под действием пружины 21 задний центр 20 перемещается и освобождает деталь 12, которая падает на клапан 36, а затем скатывается в приемный бункер 14 для качественных деталей по транспортному каналу 34. Если прогиб достигает предельной величины, срабатывает контакт датчика 18 и посылается сигнал на соленоид 7, который передвигает направляющий элемент 9. При этом деталь 12 попадает в бункер 13 "брак", через отверстие транспортного канала 35.
Использование автомата для контроля и сортировки цилиндрических деталей позволяет с высокой точностью определить отклонение по диаметру и кривизну цилиндрической детали с минимальными потерями времени. Конструкция разработана так, что происходит самопроизвольное отсекание деталей при работе захватывающего приспособления. Данный автомат компактен, прост в использовании и конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛИБРОВОЧНЫЙ АВТОМАТ | 1996 |
|
RU2101159C1 |
| СТАНОК ДЛЯ РЕДУЦИРОВАНИЯ КОНЦЕВЫХ УЧАСТКОВ ВАЛОВ | 2002 |
|
RU2214313C1 |
| КАЛИБРОВОЧНЫЙ СТАНОК | 1996 |
|
RU2094147C1 |
| СТАНОК ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2124431C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1997 |
|
RU2123899C1 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ УПАКОВОК | 1996 |
|
RU2094340C1 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| МАШИНА ДЛЯ ПРАВКИ И УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2146598C1 |
| Устройство для размерной сортировки цилиндрических изделий | 1985 |
|
SU1299630A1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
Изобретение относится к измерительно-сортировочной технике в машиностроении и может быть использовано для контроля диаметра, кривизны и сортировки цилиндрических деталей. Автомат содержит приемные бункеры для бракованных и качественных деталей, загрузочный бункер с наклонным транспортером, захватывающее приспособление в виде призмы, датчик для выделения управляющих сигналов, манипулирующее устройство и транспортный канал, выполненный с направляющим элементом с рычагом и с наклоном в сторону приемных бункеров. Автомат снабжен станиной в виде рамы, внутри которой размещены коробчатый вертикальный лоток с установленным на его верхнем конце клапаном, червячный редуктор, электродвигатель, цепная и ременная передачи, кривошип, закрепленный на червячном редукторе и шарнирно соединенный с захватывающим приспособлением, воздушный трубопровод с установленным посередине краном двойного действия и толкатель, прикрепленный к захватывающему приспособлению в направлении воздушного трубопровода. С внешней стороны рамы размещены передний поводковый центр с отверстием в виде усеченного конуса, ролик и шток, соединенный посредством подпружиненного рычага с датчиком для выделения управляющих сигналов. Автомат также снабжен задним центром с пружиной и связанным с ним пневмоцилиндром. При этом червячный редуктор связан с передним поводковым центром посредством цепной передачи, а с электродвигателем - посредством ременной передачи. Вертикальный коробчатый лоток выполнен в своей верхней части с наклоном в сторону транспортного канала и с боковым отверстием для приема деталей, примыкающим к выходному отверстию транспортера. Транспортный канал выполнен с отверстием, расположенным над бункером для приема бракованных деталей, а манипулирующее устройство - в виде соленоида, шарнирно соединенного с рычагом направляющего элемента, выполненного с пружиной, причем датчик для выделения управляющих сигналов расположен в центре верхней части рамы. Использование такой конструкции ведет к повышению точности определения отклонения по диаметру и кривизны, сокращению времени контроля цилиндрических деталей. 2 ил.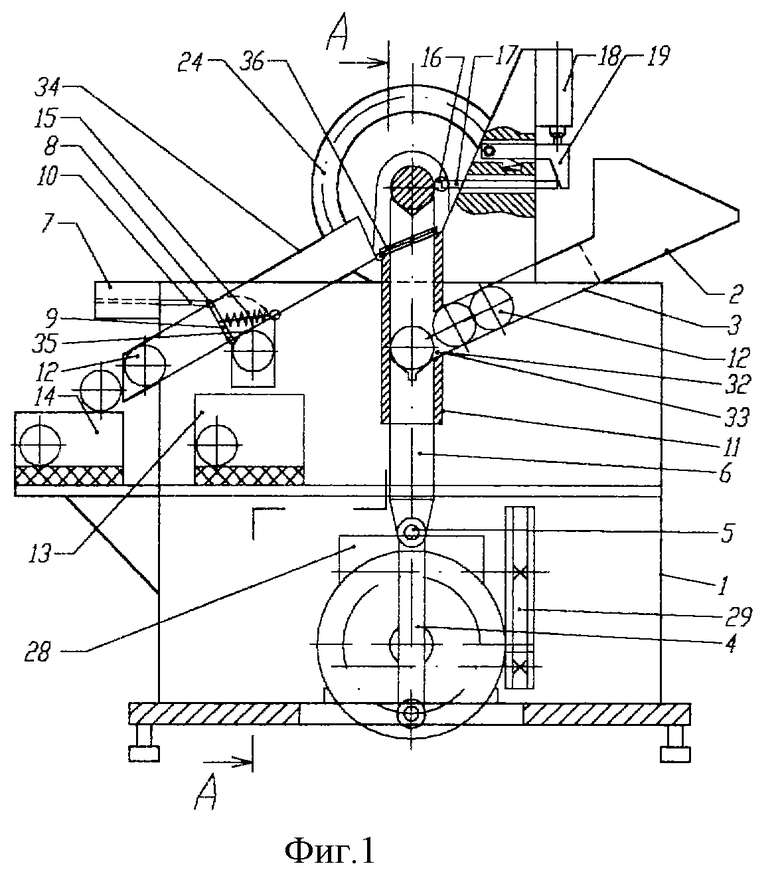
Автомат для контроля и сортировки цилиндрических деталей, содержащий приемные бункеры для бракованных и качественных деталей и загрузочный бункер с наклонным транспортером, захватывающее приспособление, выполненное в виде призмы, датчик для выделения управляющих сигналов, транспортный канал, выполненный с наклоном в сторону приемных бункеров, имеющий направляющий элемент с рычагом, и манипулирующее устройство, отличающийся тем, что он оснащен станиной в виде рамы, размещенными внутри рамы коробчатым вертикальным лотком, верхняя часть которого выполнена с наклоном в сторону транспортного канала и имеющим боковое отверстие для приема деталей, примыкающее к выходному отверстию транспортера, клапаном, установленным на верхнем конце коробчатого лотка, электродвигателем, червячным редуктором, кривошипом, цепной и ременной передачами, воздушным трубопроводом, краном двойного действия, установленным посередине воздушного трубопровода, размещенными на внешней стороне рамы передним поводковым центром с отверстием, выполненным в виде усеченного конуса, роликом и штоком, соединенным с датчиком для выделения управляющих сигналов посредством подпружиненного рычага, задним центром и направляющим элементом, снабженными пружинами, пневмоцилиндром, соединенным с задним центром, при этом передний поводковый центр соединен с червячным редуктором цепной передачей, а червячный редуктор с электродвигателем - ременной передачей, кривошип закреплен на червячном редукторе и шарнирно соединен с захватывающим приспособлением, к нижней части которого прикреплен толкатель, направленный в сторону воздушного трубопровода, датчик расположен в центре верхней части рамы, а в транспортном канале выполнено отверстие, расположенное над бункером для приема бракованных деталей, манипулирующее устройство выполнено в виде соленоида, шарнирно соединенного с рычагом направляющего элемента.
| Электромагнитная муфта | 1978 |
|
SU665144A1 |
| Устройство для пневматического транспортирования в псевдоожиженном слое порошковых материалов | 1979 |
|
SU1148556A3 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| СПОСОБ РАЗРАБОТКИ КРУТЫХ УГОЛЬНЫХ ПЛАСТОВ С ЗАКЛАДКОЙ ВЫРАБОТАННОГО ПРОСТРАНСТВА | 1994 |
|
RU2064580C1 |

