С
9
ел
о о ел
о
00
;г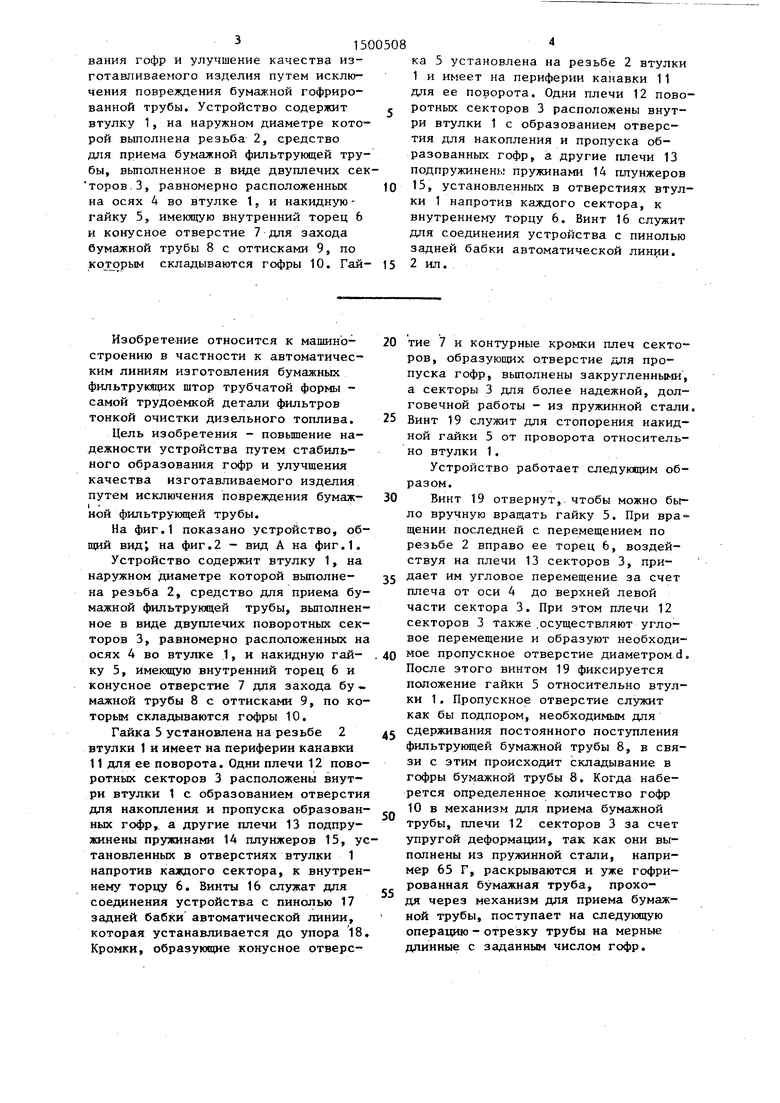
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки отверстий | 1961 |
|
SU143638A1 |
| Вращающийся центр | 1991 |
|
SU1796345A1 |
| Устройство для резки бумажных гофрированных трубчатых изделий | 1976 |
|
SU640864A1 |
| Приспособление к токарному станку для нарезания резьбы | 1986 |
|
SU1404218A1 |
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| УСТРОЙСТВО ЦЕНТРИРОВАНИЯ И ЗАГРУЗКИ С УЗЛОМ ПРИЕМА И ПОДАЧИ ЧУРАКА В ЗОНУ ЦЕНТРОВКИ И МЕХАНИЗМОМ СИНХРОНИЗАЦИИ | 2008 |
|
RU2378107C1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Механизм поперечных подач | 1976 |
|
SU603572A1 |
| Устройство для обработки конических поверхностей | 1990 |
|
SU1726141A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
Изобретение относится к машиностроению , в частности, к автоматическим линиям изготовления бумажных фильтрующих штор трубчатой формы - самой трудоемкой детали фильтров тонкой очистки дизельного топлива. Цель изобретения - повышение надежности устройства путем стабильного образования гофр и улучшение качества изготавливаемого изделия путем исключения повреждения бумажной гофрированной трубы. Устройство содержит втулку 1, на наружном диаметре которой выполнена резьба 2, средство для приема бумажной фильтрующей трубы, выполненное в виде двуплечих секторов 3, равномерно расположенных на осях 4 во втулке 1, и накидную гайку 5, имеющую внутренний торец 6 и конусное отверстие 7 для захода бумажной трубы 8 с оттисками 9, по которым складываются гофры 10. Гайка 5 установлена на резьбе 2 втулки 1 и имеет на периферии канавки 11 для ее поворота. Одни плечи 12 поворотных секторов 3 расположены внутри втулки 1 с образованием отверстия для накопления и пропуска образованных гофр, а другие плечи 13 подпружинены пружинами 14 плунжеров 15, установленных в отверстиях втулки 1 напротив каждого сектора, к внутреннему торцу 6. Винт 16 служит для соединения устройства с пинолью задней бабки автоматической линии. 2 ил.
J 15 14
Фм.1
3150
вания гофр и улучшение качества изготавливаемого изделия путем исключения повреждения бумажной гофрированной трубы. Устройство содержит втулку 1, на наружном диаметре которой выполнена резьба 2, средство для приема бумажной фильтрующей трубы, вьтолненное в виде двуплечих сек торов.3, равномерно расположенных на осях А во втулке 1, и накидную- гайку 5, имекяцую внутренний торец 6 и конусное отверстие 7 для захода бумажной трубы 8 с оттисками 9, по которым складываются гофры 10. Гай-
Изобретение относится к машиностроению в частности к автоматическим линиям изготовления бумажных фильтрукяцих штор трубчатой формы - самой трудоемкой детали фильтров тонкой очистки дизельного топлива.
Цель изобретения - повьшение надежности устройства путем стабильного образования гофр и улучшения качества изготавливаемого изделия
путем исключения повреждения бумажI
ной фильтрующей трубы.
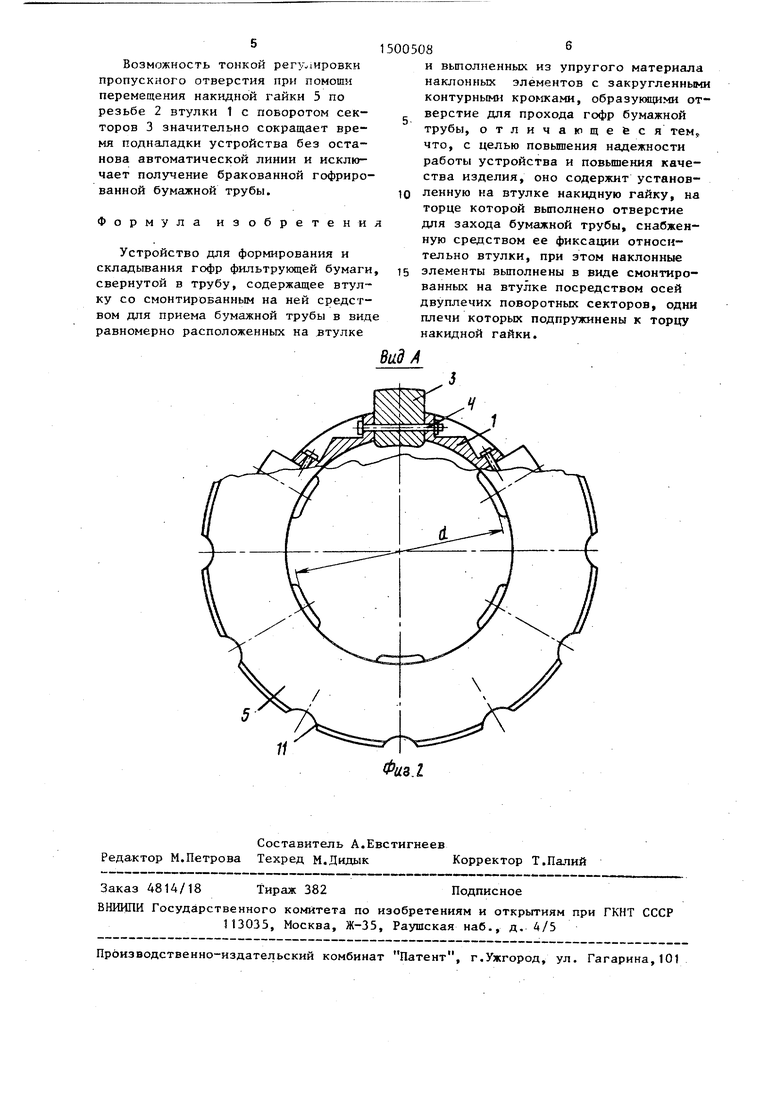
На фиг,1 показано устройство, общий вид; на фиг.2 - вид А на фиг,1.
Устройство содержит втулку 1, на наружном диаметре которой выполнена резьба 2, средство для приема бумажной фильтрукицей трубы, выполненное в виде двуплечих поворотных секторов 3, равномерно расположенных на осях 4 во втулке 1, и накидную гай- ку 5, имеющую внутренний торец 6 и конусное отверстие 7 для захода бу - мажной трубы В с оттисками 9, по которым складываются гофры 10,
Гайка 5 установлена на резьбе 2 втулки 1 и имеет на периферии канавки
I1для ее поворота. Одни плечи 12 поворотных секторов 3 расположены внутри втулки 1 с образованием отверстия для накопления и пропуска образованных гофр, а другие плечи 13 подпружинены пружинами 14 плунжеров 15, установленных в отверстиях втулки 1 напротив каждого сектора, к внутреннему торцу 6. Винты 16 служат для соединения устройства с пинолью 17 задней бабки автоматической линии, которая устанавливается до упора 18 Кромки, образующие конусное отверска 5 установлена на резьбе 2 втулки
1и имеет на периферии канавки 11 для ее поворота. Одни плечи 12 поворотных секторов 3 расположены внутри втулки 1 с образованием отверстия для накопления и пропуска образованных гофр, а другие плечи 13 подпружинены пружинами 14 плунжеров 15, установленных в отверстиях втулки 1 напротив каждого сектора, к внутреннему торцу 6, Винт 16 служит для соединения устройства с пинолью задней бабки автоматической линии,
2ил.
тие 7 и контурные кромки плеч секторов, образуюш 1х отверстие для пропуска гофр, выполнены закругленными, а секторы 3 для более надежной, долговечной работы - из пружинной стали,
Винт 19 служит для стопорения накидной гайки 5 от пр-оворота относительно втулки 1.
Устройство работает следукяцим образом,
Винт 19 отвернут,, чтобы можно было вручную вращать гайку 5, При вращении последней с перемещением по резьбе 2 вправо ее торец 6, воздействуя на плечи 13 секторов 3, придает им угловое перемещение за счет плеча от оси 4 до верхней левой части сектора 3. При этом плечи 12 секторов 3 также .осуществляют угловое перемещение и образуют необходимое пропускное отверстие диаметром d. После этого винтом 19 фиксируется положение гайки 5 относительно втулки 1, Пропускное отверстие служит как бы подпором, необходимым для
сдерживания постоянного поступления фильтруннцей бумажной трубы 8, в связи с этим происходит складывание в гофры бумажной трубы 8, Когда наберется определенное количество гофр 10 в механизм для приема бумажной трубы, плечи 12 секторов 3 за счет упругой деформации, так как они выполнены из пружинной стали, например 65 Г, раскрываются и уже гофрированная бумажная труба, проходя через механизм для приема бумажной трубы, поступает на следующую операцию - отрезку трубы на мерные длинные с заданным числом гофр.
5
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
| Чертеж | |||
| Чугуевский завод прецизионного оборудования | |||
| Чугуев, 1975. | |||
