Группа изобретений относится к деревообрабатывающей промышленности по производству лущеного шпона, в частности к узлам центрирования чураков и подачи их в лущильный станок.
Известно устройство для центрирования и загрузки, содержащее раму, на которой смонтирован стол подачи чураков, механизмы горизонтального и вертикального центрирования мерных бревен и механизм подачи последних в лущильный станок, при этом механизм горизонтального центрирования выполнен в виде вертикальных центрирующих штанг, убирающихся под плоскость стола подачи мерных бревен одновременно с их разделением. См. описание к авторскому свидетельству SU №370046 от 17.08.71. Опубл. 15.02.73. Бюл. №11. Конструкция данного устройства является металлоемкой, сложной и предполагает перенос и перехват чурака в процессе его обработки.
Известно принятое за прототип устройство для центрирования и загрузки, состоящее из двух пневмоцилиндров, свободно поворачивающихся на осях, прикрепленных к станине лущильного станка. На выступающих ступицах нижних шестерен укреплены рычаги с разрезными хомутами, что позволяет крепить рычаги на ступице в любом положении. Рычаги шарнирно соединены со штоками поршней пневмоцилиндров. Поднимают и центрируют чураки поворотом рукоятки двухходового крана. При этом сжатый воздух поступает в пневматические цилиндры. При подъеме поршней штоки поворачивают рычаги, которые при помощи шестерен и зубчатых секторов сводят клещевые захваты до соприкосновения их с поверхностью чурака. Во время зажима чурака шпинделями происходит его осевое смещение. Неровности чурака могут несколько разводить губки клещевых захватов за счет компрессии воздуха в цилиндрах, не создавая в звеньях механизма дополнительных усилий. Скорость сжатия клещевых захватов регулируют степенью открытия воздушного крана. Клещевые захваты разводят под действием грузов, закрепленных на концах рычагов, или пружинами. Повернув рукоятку двухходового крана, открывается отверстие для выхода воздуха. Приспособление работает при давлении в сети 4-4,5 ати. Верхние и нижние клещи закреплены на валах с помощью сквозных призматических шпонок в соответствующих положениях по отношению к зубчатым секторам. Взаимное расположение верхних и нижних клещей, обеспечивающее симметричность их движения, регулируют при помощи особого устройства. Верхние секторы этого устройства двойные. Один сектор без зубцов жестко скреплен с осью верхней клешни, а зубчатый сектор сидит на оси свободно и связан с верхней шестерней. Он может смещаться относительно сектора без зубцов и жестко скрепляться с ним в нужном положении. Для повышения точности центровки угол вилок доведен до 90°, нижние вилки жестко соединены с клещами, а верхние оставлены свободно вращающимися в пальцах. См. И.И.Михеев и др. «Производство лущеного и строганого шпона». Учебник для подготовки рабочих на производстве. - М.: «Высшая школа», 1979, стр.77, рис.42. Хотя конструкция данного устройства уже не предполагает перехват чурака в процессе его обработки, она является металлоемкой и сложной, что сказывается на себестоимости конечного продукта.
Известен узел приема и подачи чурака в зону центровки в виде платформы, который состоит из двух опор в виде V-образных призм, установленных на перемещающихся перпендикулярно оси лущения основаниях. Основания расположены на двух направляющих в виде треугольных призм, по которым они перемещаются, имея снизу соответствующие ответные части. Направляющие в виде треугольных призм расположены на пластинах, установленных на раме лущильного станка между бабками. Основания с опорами объединены рамой узла приема и подачи, образуя платформу. См. И.И.Михеев, В.А.Воронов и др. «Производство лущеного и строганого шпона». Учебник для подготовки рабочих на производстве. - М.: «Высшая школа», 1970, стр.112, рис.56. Укладка чурака с конвейера на платформу с двумя V-образными призмами и подача его в зону центровки осуществляются с помощью подсобной рабочей силы. На практике при скатывании бревна с подающего конвейера возможно подпрыгивание бревна вместе с платформой. В это время между направляющими и соответствующими ответными частями платформы забивается мусор в виде отходов лущения, что приводит к преждевременному износу и выходу из строя направляющих. Возможен и сход платформы с направляющих, что приводит в итоге к сбою работы лущильного станка. А при сбрасывании карандаша после обработки чурака возможно его попадание в рабочую зону хода платформы, которая в итоге при подаче следующего бревна вытолкнет его из зоны обработки. Но возможно и нештатное расположение сброшенного карандаша, что может препятствовать перемещению платформы и в конечном итоге опять приводит к сбою работы лущильного станка.
Известен принятый за прототип узел приема и подачи чурака в зону центровки, который состоит из двух опор в виде V-образных призм, установленных на перемещающихся перпендикулярно оси лущения основаниях. Основания расположены на двух направляющих в виде треугольных призм, по которым они перемещаются, имея снизу соответствующие ответные части. Направляющие в виде треугольных призм расположены на пластинах, установленных на раме лущильного станка между бабками. Основания с опорами объединены рамой узла приема и подачи, образуя платформу. Перемещение платформы осуществляется при помощи пневмоцилиндра. См. Е.Е.Гербер, П.И.Колотушкин, М.С.Рудник, Н.О.Дунаев, Ш.А.Гольденберг. «Деревообрабатывающее оборудование». Каталог-справочник. - М.: «Лесная промышленность», 1965, стр.282, рис.320. Хотя установленный пневмоцилиндр позволяет исключить применение подсобной рабочей силы и несколько погасить подпрыгивание платформы и сход ее с направляющих, при этом сам пневмоцилиндр приходит раньше времени в непригодность из-за дополнительных изгибающих нагрузок, воздействующих на шток пневмоцилиндра. При этом не исключается попадание мусора в виде отходов лущения между направляющими и соответствующими ответными частями платформы, что приводит к преждевременному износу и выходу из строя направляющих. Для удобства работы обслуживающего персонала по уборке, обследованию, наладке и переналадке узлов лущильного станка предусмотрена узкая технологическая площадка между конвейером подачи чурака на платформу и платформой с лицевой стороной лущильного станка. Это приводит к негативным последствиям, таким как попадание более тонкого бревна между конвейером и платформой при малой скорости конвейера. При увеличении скорости конвейера возможно перекатывание бревна через платформу. И в том и другом случае происходит сбой в работе лущильного станка.
Известен механизм синхронизации, состоящий из двух узлов механизма синхронизации, расположенного между правой горизонтальной штангой в виде тяги и левой горизонтальной штангой. Штанги выполняют роль толкателей с выступами. Левый узел механизма синхронизации содержит пружину для левой штанги, а правый узел механизма синхронизации содержит ступенчатый цилиндр с другой пружиной. Вторая пружина установлена на штоке с накидной гайкой, который совмещен с левым механизмом синхронизации. При этом на правую штангу в виде тяги установлена контргайка. Механизм синхронизации включает два -образных рычага, верхние полки которых направлены в одну сторону и шарнирно соединены с вертикальными тягами. См. Е.Е.Гербер, П.И.Колотушкин, М.С.Рудник, Н.О.Дунаев, Ш.А. Гольденберг. «Деревообрабатывающее оборудование». Каталог-справочник. - М.: «Лесная промышленность», 1965, стр.282, рис.320. Наличие двух узлов синхронизации и объединяющего штока усложняет конструкцию механизма синхронизации и сборку, снижает надежность системы.
Известен взятый за прототип механизм синхронизации, состоящий из узла механизма синхронизации, расположенного между правой горизонтальной штангой в виде тяги и левой горизонтальной штангой. Узел механизма синхронизации состоит из цилиндрического стакана, на наружном диаметре которого имеется резьба и в полость которого установлена одна пружина с упором в выступ и дно стакана. Вторая пружина установлена на тяги в полости накидной гайки и в полости цилиндрического стакана с упором в торец, образованный внутренним резьбовым отверстием накидной гайки, и в другую сторону выступа. При этом накидная гайка навернута на резьбу ступенчатого цилиндра и законтрена контргайкой. Механизм синхронизации включает два -образных рычага, шарнирно соединенные с тягами, верхние полки которых направлены в одну сторону и шарнирно соединены с вертикальными тягами. См. И.И.Михеев, В.А.Воронов и др. «Производство лущеного и строганого шпона». Учебник для подготовки рабочих на производстве. - М.: «Высшая школа», 1979, стр.78, рис.42. Наличие одного узла синхронизации повышает надежность системы. Но изготовление и монтаж правой горизонтальной штанги в виде короткой тяги предполагает наличие длинной, до трех метров, левой штанги и делает эти тяги неидентичными. Выступ, расположенный внутри накидной гайки, предполагает его крепление к правой штанге после расположения штанги внутри накидной гайки, что крайне неудобно и нетехнологично. Снижается надежность и ремонтоспособность этого узла, а значит, и всего устройства в целом. Регулировка компенсации погрешности изготовления и достижение определенного размера между нижними отверстиями -образных рычагов, которые служат образованию шарнирных соединений для правой и левой горизонтальных тяг, производится за счет поджатия пружин, что не позволяет использовать их полный потенциал.
Задачей группы изобретений является создание более простого и надежного устройства, исключающего перенос бревна после центрирования, решение которой позволит исключить перехват бревна при установке его в захваты лущильного станка.
Технический результат группы изобретений заключается в упрощении конструкции и повышении надежности, что сказывается на себестоимости конечного продукта, в устранении погрешности центровки, связанной с переносом чурака и применением дополнительной энергии для переноса, повышении точности центровки и, как следствие, уменьшении отходов шпона - рванины - при окорке.
Поставленная цель достигается тем, что устройство для центрирования и загрузки, состоящее из узла приема и подачи чурака в зону центровки, двух пневмоцилиндров, свободно поворачивающихся в шарнирных соединениях, установленных на раме лущильного станка с узлами центрирования и загрузки, шарнирно соединенными со штоками пневмоцилиндров, отличается тем, что верхние и нижние клещевые захваты закреплены на валах с помощью сквозных призматических шпонок в соответствующих положениях, при этом взаимное расположение верхних и нижних клещевых захватов обеспечивает симметричность их движения механизмом синхронизации, причем нижние вилки жестко соединены с клещами захватами, а верхние оставлены свободно вращающимися по оси, при этом сверху и снизу на валах установлены короткие рычаги, которые имеют одинаковые расстояния между параллельными осью отверстий кронштейна и осью соединения с размерной тягой, а длина размерной тяги между ее осями крепления является постоянной, при этом все размеры расчетные и зависят от выбранного диаметра образцового чурака, максимального и минимального размеров обрабатываемых чураков, конкретных размеров конструкции захватов и рычагов.
Поставленная цель достигается тем, что узел приема и подачи чурака в зону центровки, состоящий из двух опор в виде V-образных призм, установленных на основаниях, перемещающихся в горизонтальной плоскости перпендикулярно вертикальной плоскости, проходящей через ось вращения шпинделей лущильного станка, отличается тем, что основания с опорой объединены рамой, образуя подвижную платформу, которая расположена на двух направляющих в виде треугольных призм, по которым она перемещается, имея снизу на основаниях соответствующие ответные части, при этом направляющие снизу имеют пластины, прикрепленные к раме лущильного станка между левой и правой бабками в горизонтальной плоскости и пневмоцилиндра, установленного под рамой подвижной платформы по оси симметрии между направляющими, при этом узел приема и подачи чурака дополнительно имеет ограничитель вертикального отрыва подвижной платформы от направляющих, состоящий из реборды, в виде выступающих пластин, установленных снизу к основанию и с выступом вовнутрь треугольного паза с внешних сторон, а направляющие по всей длине с внешних сторон имеют соответствующие пазы, в которых перемещаются выступающие части пластин, а опоры со стороны поступления чурака имеют удлинители, перекрывающие технологическую зону, и с другой стороны ограничители.
Поставленная цель достигается тем, что механизм синхронизации состоит из двух -образных рычагов, верхние полки которых направлены в одну сторону и шарнирно соединены с вертикальными тягами и левой горизонтальной штангой и правой горизонтальной штангой, между которыми расположен узел механизма синхронизации, который состоит из ступенчатого цилиндра, на наружном диаметре которого имеется резьба и в полость которого установлена одна пружина с упором в выступ и глухую вставку, а вторая пружина установлена в полости накидной гайки и в полости ступенчатого цилиндра с упором в торец, образованный внутренним резьбовым отверстием накидной гайки, и в другую сторону выступа, при этом накидная гайка навернута на резьбу ступенчатого цилиндра и законтрена контргайкой, при этом правая горизонтальная штанга со стороны узла механизма синхронизации дополнительно имеет полую вставку с внутренней резьбой, в которую ввернут толкатель с пружиной, проходящий через сквозное отверстие в торце накидной гайки, и на резьбовом удлиненном конце толкателя расположена контргайка с упором в полую вставку.
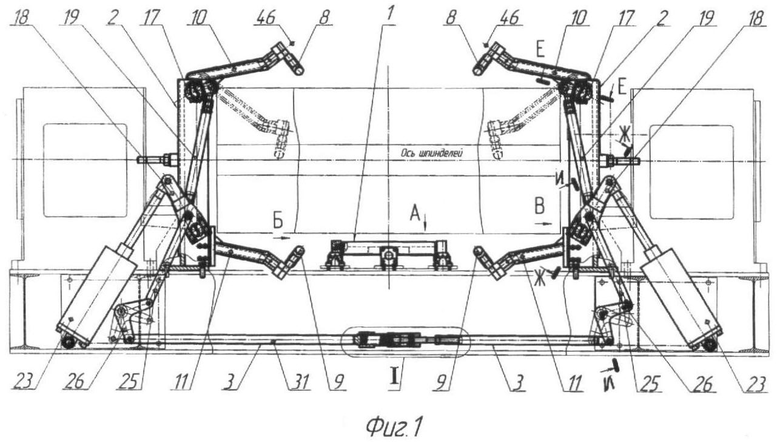
На фиг.1 представлен общий вид устройства спереди.
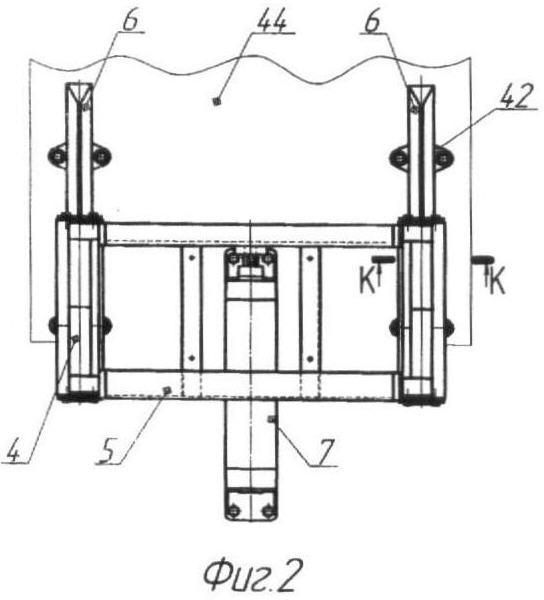
На фиг.2 - вид по стрелке А на узел приема сверху.
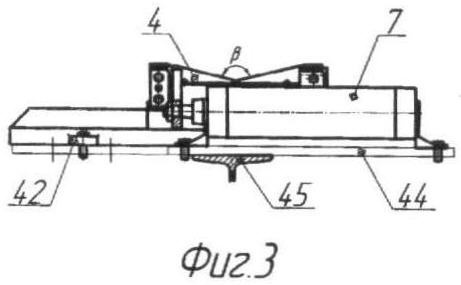
На фиг.3 - вид по стрелке Б на узел приема сбоку.
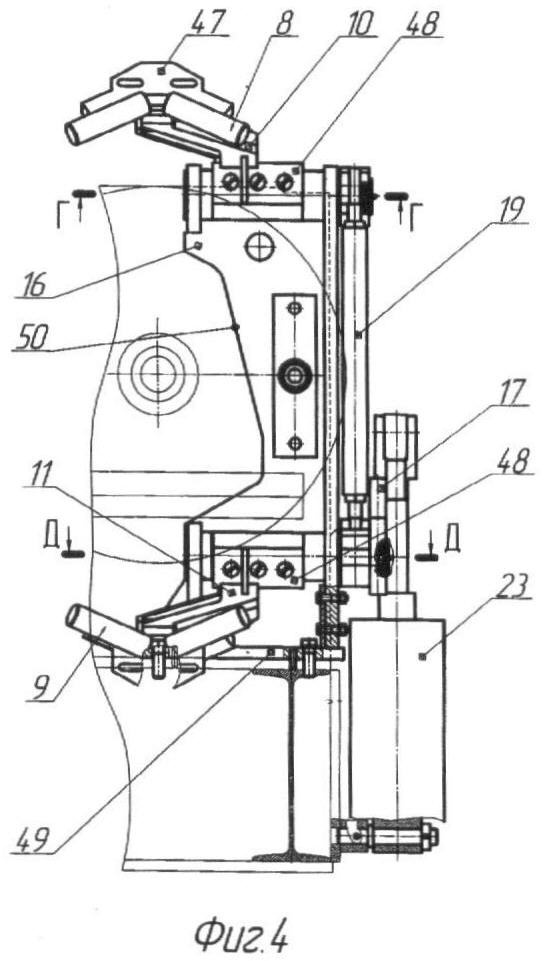
На фиг.4 - вид по стрелке В вдоль оси лущения на правый узел центрирования и загрузки.
На фиг.5 - сечение Г-Г. Крепление верхнего рычага захвата в отверстиях кронштейна.
На фиг.6 - сечение Д-Д. Крепление нижнего рычага захвата в отверстиях кронштейна.
На фиг.7 - сечение Е-Е. Крепление стяжки захвата с кронштейном и с разрезным верхним хомутом.
На фиг.8 - сечение Ж-Ж. Крепление стяжки захвата с кронштейном, с разрезным нижним хомутом и штангой механизма синхронизации.
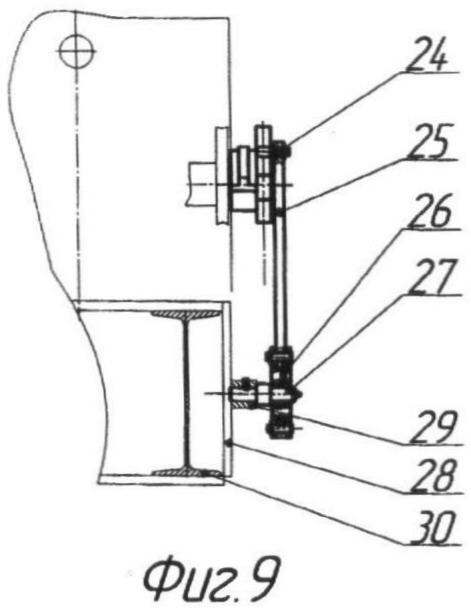
На фиг.9 - сечение И-И. Крепление элементов механизма синхронизации.
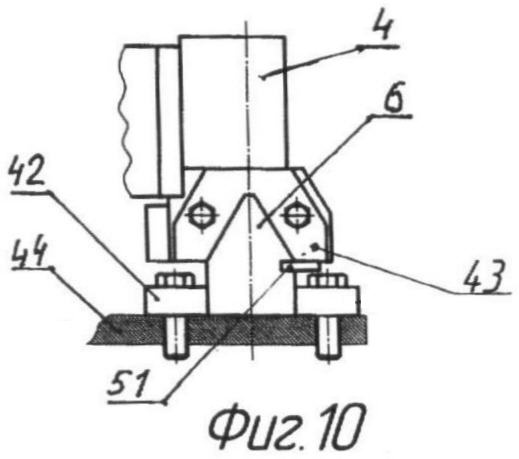
На фиг.10 - сечение К-К.
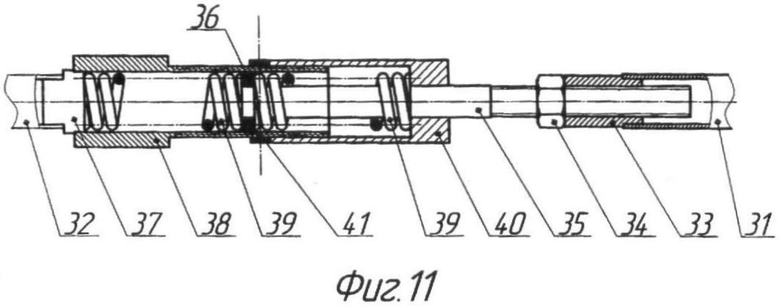
На фиг.11 - выносной элемент I узла механизма синхронизации (увеличено).
Устройство центрирования и загрузки включает узел приема и подачи чурака в зону центровки 1, узел центрирования и загрузки 2 в шпиндели лущильного станка с механизмом синхронизации 3. Узел приема и подачи чурака в зону центрирования расположен снизу между левой и правой бабками лущильного станка и состоит из двух опор 4 в виде V-образных призм (см. фиг.2, 3), установленных на перемещающейся перпендикулярно оси лущения платформе 5. Платформа 5 расположена на двух направляющих 6 в виде треугольных призм, по которым она перемещается, имея снизу соответствующие ответные части. Перемещение платформы 5 осуществляется при помощи пневмоцилиндра 7.
Узел центрирования и загрузки 2 чурака в шпиндели лущильного станка состоит из расположенных напротив друг друга, слева и справа, верхних 8 и нижних 9 захватов, образующих вилки V-образного вида (см. фиг.1, 4). Захваты 8 и 9 установлены на рычагах захватов 10 и 11 соответственно с возможностью вращения вместе с верхним валом 12 и нижним валом 13 (см. фиг.5 и 6) вокруг осей отверстий 14 и 15 кронштейна 16, в которые установлены эти валы. Концы валов 12 и 13, расположенные наружу от лицевой стороны лущильного станка, удлинены, и на них установлены сверху и снизу короткие рычаги 17 (см. фиг.1, 7 и 8) с разрезными хомутами, а снизу на конец удлиненного нижнего вала 13 дополнительно установлены удлиненные нижние рычаги 18 с разрезными хомутами. Короткие рычаги 17, расположенные сверху и снизу, соединены между собой размерной тягой 19 (см. фиг.1, 7 и 8) через оси 20, установленные в отверстия кротких рычагов 17. При этом удлиненный нижний рычаг 18, дополнительно установленный на конец нижнего вала 13, через серьгу 21 с осью 22 шарнирно соединен со штоком пневмоцилиндра 23.
На удлиненный рычаг 18 между осью нижнего вала 13 и осью 22 наружу от лицевой стороны лущильного станка установлен цилиндрический палец 24 для установки тяги 25 механизма синхронизации 3, второй конец которого шарнирно соединен с концом верхней полки -образного рычага 26. -образные рычаги 26 установлены таким образом, что их горизонтальные полки смотрят в одну сторону. -образный рычаг 26 (см. фиг.9) установлен имеющимся отверстием в углу полок на оси 27 с возможностью вращаться вокруг нее и закреплен на вертикальной пластине 28 с втулкой 29, прикрепленными к раме 30 лущильного станка. Нижний конец -образного рычага 26 шарнирно соединен с правой горизонтальной штангой 31 (см. фиг.11) и через узел механизма синхронизации соединен с левой горизонтальной штангой 32, которая имеет аналогичную конструкцию, крепление и систему соединения правой части механизма синхронизации 3. Захваты 8 и 9 с рычагами захватов 10 и 11, установленные на верхнем валу 12 и нижнем валу 13 (см. фиг.4) кронштейна 16, расположенные справа лущильного станка, на практике называются соответственно верхней правой клешней и нижней правой клешней, а расположенные слева лущильного станка - верхней левой клешней и нижней левой клешней. Детали и узлы правой верхней и нижней клешни аналогичны деталям и узлам левой верхней и нижней клешни, которые установлены идентично.
Узел механизма синхронизатора расположен между правой горизонтальной штангой 31 и левой горизонтальной штангой 32 и состоит из полой вставки 33 с контргайкой 34, расположенных на резьбовом удлиненном конце толкателя 35 с выступом 36. На другом конце компенсатор имеет глухую вставку 37 со ступенчатым цилиндром 38, на наружном малом диаметре которого имеется резьба и в полость которого установлена одна пружина 39 с упором в выступ 36. Вторая пружина 39 установлена на штоке 35 с другой стороны его выступа 36, расположенного в полости ступенчатого цилиндра 38 с упором в торец внутреннего резьбового отверстия накидной гайки 40 с удлиненной резьбой. Накидная гайка 40 навернута на наружный малый диаметр ступенчатого цилиндра 38 и законтрена контргайкой 41, расположенной по центру между осями 27, на которых расположены -образные левый и правый рычаги 26 (см. фиг.1).
Изготавливается и собирается устройство для центрирования и загрузки с узлом приема и подачи чурака в зону центровки и механизмом синхронизации следующим образом. Из чугуна отливают треугольные призмы с элементами крепления 42 (см. фиг.2, 3) под болт М12, получая, таким образом, направляющие 6 длиной 580.0 мм из чугуна СЧ15 ГОСТ 1412-85. Из уголков 75×50×6-В, ГОСТ 8510-93, ст.3, и пластин изготавливается платформа 5 с поперечинами. Сверху к платформе 5 на основание вдоль направляющих 6 крепятся V-образные призмы 4 (крепление не показано), которые изготавливаются из листа ст.3 толщиной основания 85.0 мм, а угол β1 V-образных призм находится в пределах 150°. Расстояние между направляющими 6 и соответственно опорами 4 было взято 620 мм. Снизу к платформе 5 крепятся (крепление не показано) соответствующие направляющим 6 ответные части 43, являющиеся основаниями платформы (см. фиг.10). К платформе 5 по оси симметрии между направляющими 6 крепится шток пневмоцилиндра 7 серии 61М2Р080В0250 фирмы "CAMOZZI". Платформа 5 и пневмоцилиндр 7 установлены на горизонтальной плоскости рамы лущильного станка и крепятся к листам 44 металла толщиной 20.0 мм, расположенным на двутавре 45, №36, ГОСТ 8239-89, (см. фиг.3), болтами.
Верхние 8 и нижние 9 захваты узла центрирования и загрузки 2 чурка в шпиндели лущильного станка, образующие вилки V-образного вида (см. фиг.4), выполнены из ст.3 и имеют угол β2 вилки равным 120°, при этом нижние захваты 9 жестко соединены с нижними рычагами захватов 11 при помощи сварки, а верхние захваты 8 соединены с верхними рычагами захватов 10 с возможностью вращаться вокруг оси 46 (см. фиг.1), расположенной в вертикальной плоскости, проходящей через ось шпинделей лущильного станка, и максимальных радиусов, описываемых перемещением точки образования угла β2 вилки и биссектрисы этого угла, находящейся в этой плоскости для нижних захватов 9. Для верхних захватов 8 условие нахождения биссектрисы угла β2 вилки в вертикальной плоскости, проходящей через ось шпинделей лущильного станка, необязательно, т.к. эти захваты 8 установлены с возможностью вращаться вокруг оси 46. Это позволяет при зажиме и центрировании бревна обеспечить зажим бревна верхней клешней и нижней клешней по четырем точкам как правыми, так и левыми. Сами захваты выполнены в виде фигурного листа 47 толщиной 50.0 мм, на которые устанавливаются накладки в виде отрезка трубы диаметром 50.0 мм и длиной 160.0 мм либо отрезка той же длины трубы большего диаметра, например трубы 114×9, в виде ее сектора высотой 30.0 мм с накладкой из листа толщиной 20.0 мм с размерами 160×100, которая размещена между сектором трубы большого диаметра и фигурным листом 47 захватов 8 и 9. Рычаги захватов 10 и 11 выполнены из листа толщиной 15.0 мм и имеют с одной стороны стыковочные поверхности, соответствующие стыковочным поверхностям захватов 8 и 9. С другой стороны они приварены к ступице 48, выполненной из прямоугольного сечения профиля 90×100 и длиной 168.0 мм со сквозным отверстием диаметром 50.0 мм по всей длине. На практике захваты 8 или 9 в сборе с рычагами захватов 10 или 11 соответственно и ступицей 48 называются клешнями.
Валы 12 и 13 (см. фиг.5 и 6) выточены из стали ст.45 длиной 350.0 и 380.0 мм соответственно с диаметром 50.0 мм. Правый кронштейн 16, как и аналогичный левый, выполнены из листа толщиной 20.0 мм, высотой 920.0 мм, П-образного сечения в местах формирования отверстий под валы 12 и 13, установленного на пластину 49, изготовленную из листа 375×230×20 из ст.3 в виде сварной конструкции с фигурным вырезом 50 со стороны шпинделей лущильного станка. Ось отверстия под нижний вал 13 проходит на высоте 195.0 мм от нижнего горизонтального основания, образованного пластиной 49, а расстояние между осями отверстий под верхний вал 12 и под нижний вал 13 равняется 670.0 мм. Ширина отверстий 14 и 15 кронштейна 16 формируется за счет втулок, длина которых 70.0 мм и 50.0 мм соответственно. Вначале кронштейн 16 изготавливается сваркой, при этом внутренний диаметр отверстия втулок имеет припуск, отверстие после всех сварочных работ растачивается под соответствующий диаметр вала 12 и 13. Отверстия растачиваются таким образом, чтобы их оси были параллельны между собой и основанию кронштейна 16, при этом при установке они должны быть перпендикулярны вертикальной плоскости, проходящей через ось вращения шпинделей лущильного станка. Детали узла центрирования и подачи 2 в виде рычагов, штанг и тяг изготавливаются традиционным образом из соответствующего материала для данной группы изделий. При этом короткие рычаги 17 установлены на правые и левые верхние и нижние выступающие концы валов 12 и 13. Верхние правые и левые короткие рычаги 17 установлены таким образом, чтобы угол β3 равнялся 15°, где угол β3 - угол между прямой, проходящей через оси отверстий рычага 17, и горизонтальной плоскостью, когда клешни находятся в крайнем разомкнутом положении. В это время максимальное значение между самой высокой точкой фигурного листа 47 захватов 8 и самой нижней точкой фигурного листа 47 захватов 9 у правой и у левой клешни равняется 1220.0 мм. При этом ось размерной тяги 19 находится в плоскости, параллельной перпендикулярной вертикальной, проходящей через ось вращения шпинделей лущильного станка, и образует угол 15° с вертикальной плоскостью, проходящей через верхние и нижние оси отверстий 14 и 15 кронштейна 16. Расстояние между верхней и нижней осями отверстий 14 и 15 кронштейна 16 выбрано в нашем случае равным 670.0 мм и делится пополам осью вращения шпинделей лущильного станка. Это позволяет обрабатывать чурак с номинальным наибольшим диаметром 700.0 мм. Удлиненный нижний рычаг 18 имеет серьгу 21 и одевается на конец нижнего вала 13. К серьге 21 через ось 22 шарнирно подсоединен шток пневмоцилиндра 23. Исходя из реальных условий дорабатываемой конструкции лущильного станка и использования имеющегося задела расстояние между осями отверстия нижнего вала 13 и осью отверстия в серьге 21 для штока пневмоцилиндра 23 было принято равным 270.0 мм. В качестве реального пневмоцилиндра 23 установлены два пневмоцилиндра серии 41M2P160L0250 фирмы "CAMOZZI", который шарнирно вторым концом состыкован с силовой рамой лущильного станка. На удлиненный нижний рычаг 18 наружу от лицевой стороны лущильного станка установлен цилиндрический палец 24 для установки тяги 25 механизма синхронизации 3. Цилиндрический палец 24 установлен между осью вала 13 и осью 22 на расстоянии 80.0 мм.
Изготавливается механизм синхронизации следующим образом. Из стали ст.20 изготавливаются трубчатые элементы механизма синхронизации с полой вставкой 33, из стали ст.45 - накидная гайка и -образные рычаги. Пружины изготовлены из проволочной стали 50ХФА. Правая и левая горизонтальные штанги 31 и 32 изготавливались из трубы диаметром 40.0 мм и такой расчетной длины, чтобы зажатый образцовый (эталонный) чурак имел экономическую ось, совпадающую с осью лущения. При этом длина правой горизонтальной штанги составляет в нашем случае 750.0 мм вместе с приваренной к ней полой вставкой 33 с внутренней резьбой М24. Толкатель 35 выполнен из трубы диаметром 25.0 мм, длиной 250 мм. С одной стороны к трубе толкателя 35 приварен выступ 36 в виде шайбы, а с другой стороны на этой трубе имеется проточка длиной 150.0 мм, на которой нарезана наружная резьба М24. Накидная гайка 40 выполнена из прутка диаметром 70.0 мм, имеет внутреннюю резьбу М56×2 и сквозное отверстие диаметром 25.0 мм для установки в это отверстие трубы толкателя 36. Длина левой горизонтальной штанги составляет в нашем случае 1360.0 мм вместе с приваренной к ней вставкой 37 и с приваренным к вставке 37 ступенчатым цилиндром 38. -образные рычаги 26 выполнены из листа толщиной 40.0 мм и установлены таким образом, чтобы верхние полки этих рычагов были направлены в одну сторону, в нашем случае вправо.
Собирается и устанавливается механизм синхронизации следующим образом. На вертикальную пластину 28 (см. фиг.9) с втулкой 29, прикрепленной к силовой раме 30 лущильного станка, устанавливается -образный рычаг 26 имеющимся отверстием в углу полок на ось 27 с возможностью вращаться вокруг нее. Расстояние в горизонтальной плоскости между левой и правой осью 27 или осями втулок 29 равно 2300.0 мм. Устанавливаются -образные рычаги 26 таким образом, чтобы горизонтальные полки рычагов 26 смотрели в одну сторону. Затем, например, нижний конец правого -образного рычага 26 шарнирно соединяют с правой горизонтальной штангой 31. Внутрь полости накидной гайки 40 вставляют одну пружину 39 и через эту пружину и отверстие торца, на который опирается пружина, по оси пропускают конец толкателя 35 с резьбой. Наворачивают на резьбу толкателя 35 контргайку 34. Наворачивают контргайку 34 на 2/3 длины резьбы и выступающую часть резьбы вворачивают во вставку 33, приваренную к правой горизонтальной штанге 31. Вся длина резьбы на толкателе 35 составляет 150.0 мм. На ступенчатый цилиндр 38 в сборе с левой горизонтальной штангой 32 и вставкой 37 наворачивают контргайку 41 на 1/2 длины резьбы, вставляют во внутрь вторую пружину 39 и выступающую часть резьбы вворачивают во внутрь полости накидной гайки 40, где находится толкатель 35 с первой пружиной использования ключей при вворачивании, на ступенчатом цилиндре 38 и накидной гайке 40 предусмотрены соответствующие лыски. Свободный конец левой горизонтальной штанги 32 шарнирно соединяют с нижним концом левого -образного рычага 26. Затем верхние концы правого и левого -образных рычагов 26 шарнирно соединяют с правой и левой тягами 25. Свободные концы правой и левой тяг 25 шарнирно соединены с пальцем 24 устройства узла центрирования и загрузки 2.
Чурак с конвейера подачи чурака поступает на опоры 4 в виде V-образных призм, к которым могут быть приварены удлинители в виде прутка металла прямоугольного сечения 40×40 и длиной, перекрывающей технологическую площадку между конвейером подачи чурака и опорами 4. Удлинители могут быть выполнены и как накладки на поверхности опор 4 V-образных призм (не показаны). Для исключения вертикального перемещения узла приема и подачи можно использовать реборду 51 (см. фиг.10), которая снизу крепится к внешнему краю основания 43 с образованием выступа вовнутрь его треугольного паза. В этом случае в направляющих 6 по всей длине с внешних сторон делается соответствующий паз, что будет препятствовать вертикальному перемещению узла приема и подачи. Чурак под своим весом фиксированно устанавливается на опорах 4. При этом узел приема и подачи одновременно движется в зону центровки, осуществляя подачу чурака к захватам узла центрирования и загрузки. Движение узла приема и подачи осуществляется за счет скольжения нижней части основания 43 по верхним соответствующим частям направляющих 6. При этом предусмотрена смазка между направляющими и основанием, которая поступает с торцевых частей основания, закрытых крышками с двух сторон.
Дается команда на пневмоцилиндры 23. Один из штоков пневмоцилиндра 23 начинает опускаться вниз, поворачивая палец 24 (см. фиг.8) вокруг оси отверстия нижнего вала 13 в данном случае по часовой стрелке. Если по каким-то причинам первым тронулся шток правого пневмоцилиндра 23, то без синхронизатора он так и будет двигаться, пока не коснется чурака и не остановится. В это время начнет свое движение шток левого пневмоцилиндра 23. Это объясняется тем, что трение покоя в два раза больше трения скольжения. Но при наличии синхронизатора при начале движения правого пневмоцилиндра 23 поворотом вокруг оси отверстия нижнего вала 13 тяга 25 опускается вниз и воздействует через верхнее отверстие на -образный рычаг 26, заставляя поворачиваться его за счет шарнирного соединения вокруг оси 27 по часовой стрелке. При этом по часовой стрелке поворачивается на ту же величину нижнее отверстие -образного рычага 26, заставляя перемещаться влево правую горизонтальную штангу 31. Так как все движения происходят на больших скоростях, то движение принимает форму удара, который гасится за счет воздействия толкателя 36 штанги 35 на левую пружину 39, и перемещает нижнее отверстие левого -образного рычага 26 влево, при этом верхнее отверстие левого -образного рычага 26 опускается вниз и увлекает за собой вниз левую тягу 25, принуждая шток левого пневмоцилиндра 23 опускаться вниз практически одновременно с правым. Но так как чурак по длине имеет конусность, то один из верхних рычагов захвата первый касается чурака сверху и создает усилие сжатия с одновременным совмещением экономической оси чурака с осью шпинделей. Нижние рычаги захватов, как левого, так и правого, практически одновременно касаются чурака снизу, т.к. если бы чурак, имеющий конусность, положили на горизонтальную плоскость, то его нижняя образующая располагается по горизонтали. Предположим, что диаметр чурака в месте его сжатия слева больше, чем диаметр чурака в месте его сжатия справа. В этом случае клешни слева первыми сожмут чурак и движение левой тяги 25 вниз прекратится, а движение правой тяги 25 вниз будет продолжаться до совмещения экономической оси чурака с осью шпинделей с одновременным сжатием диаметра чурака справа, но в этом случае необходимо преодолеть воздействие левой пружины. Совмещения экономической оси чурака с осью шпинделей с одновременным сжатием диаметра чурака обеспечивает узел устройства центрирования и загрузки. Это происходит потому, что установленные сверху и снизу короткие рычаги 17 имеют одинаковые расстояния между параллельными осью отверстий 14 и 15 кронштейна 16 и осью 20 (см. фиг.7, 8). В нашем случае оно выбрано равным 146.0 мм, а длина размерной тяги 19 между осями 20 является постоянной и равна в нашей конструкции 656.0 мм. Все размеры расчетные и зависят от выбранного диаметра образцового чурака, максимального и минимального размеров обрабатываемых чураков, конкретных размеров конструкции захватов и разрезных рычагов. Разрезные рычаги могут быть и цельными, если они выполнены со шлицами. Как только чурак поднимается за верхний вертикальный габарит платформы 5, дается команда на пневмоцилиндр 7 и шток движется в обратном направлении, увлекая узел приема и подачи в исходное положение, где производится прием следующего чурака. Далее после процесса лущения и сброса карандаша на полозы производится подача следующего чурака пневмоцилиндром 7 в зону захвата, и процесс продолжается по вышеописанному алгоритму.
Таким образом, результатом группы изобретений явилось создание более простого и надежного устройства, исключающего перенос бревна после центрирования. Предлагаемые технические решения позволят исключить перехват бревна при установке его в захваты лущильного станка с одновременным упрощением конструкции и повышением надежности, что сказывается на себестоимости конечного продукта. Исключена дополнительная энергия для переноса, повышена точность центровки и, как следствие, уменьшено количество отходов шпона - рванины - при окорке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ОБРАБОТКИ МЕРНЫХ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ ЧУРАКОВ МАКСИМАЛЬНОГО ОБЪЕМА, СПОСОБ ИХ ОБРАБОТКИ, ВКЛЮЧАЯ СПОСОБ ЦЕНТРИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2368493C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗ ЧУРАКА ЦИЛИНДРА МАКСИМАЛЬНОГО ОБЪЕМА С МЕХАНИЗМОМ ПРИЕМА, ПОДАЧИ И УДАЛЕНИЯ, МЕХАНИЗМОМ ЗАХВАТА И КООРДИНАЦИИ С СИСТЕМОЙ ИЗМЕРЕНИЯ И МЕХАНИЗМОМ ОБРАБОТКИ С ФРЕЗОЙ И МУФТОЙ ПОДСОЕДИНЕНИЯ ЕЕ К ПРИВОДУ, ВКЛЮЧАЯ МОНТАЖНУЮ СХЕМУ УСТАНОВКИ ПРИВОДА | 2010 |
|
RU2480328C2 |
| УСТРОЙСТВО для ЦЕНТРИРОВАНИЯ и ПОДАЧИ ЧУРАКОВ В ЛУЩИЛЬНЫЙ СТАНОК | 1973 |
|
SU370046A1 |
| Лущильный станок | 1987 |
|
SU1435433A1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА И ПЕРЕНОСА ЦИЛИНДРА | 2011 |
|
RU2465130C1 |
| Приспособление для центрирования чураков при закреплении их на центрах лущильного станка | 1944 |
|
SU65034A1 |
| ЛУЩИЛЬНЫЙ СТАНОК И СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2020 |
|
RU2800524C2 |
| ЛИНИЯ ДЛЯ ТРАНСПОРТИРОВКИ ЛУЩЕНОГО ШПОНА, РУБКИ И УКЛАДКИ ЛИСТОВ В СТОПУ | 2007 |
|
RU2348516C1 |
| ЛУЩИЛЬНЫЙ СТАНОК | 1995 |
|
RU2084336C1 |
| Лущильный станок | 1990 |
|
SU1724468A1 |
Изобретение относится к деревообрабатывающей промышленности по производству лущеного шпона, в частности к узлам центрирования чураков и подачи их в лущильный станок. Устройство для центрирования и загрузки состоит из узла приема и подачи чурака в зону центровки двух пневмоцилиндров, свободно поворачивающихся в шарнирных соединениях, установленных на раме лущильного станка с узлами центрирования и загрузки, шарнирно соединенными со штоками пневмоцилиндров. Верхние и нижние клещевые захваты закреплены на валах с помощью сквозных призматических шпонок в соответствующих положениях. Взаимное расположение верхних и нижних клещевых захватов обеспечивает симметричность их движения механизмом синхронизации. Нижние вилки жестко соединены с клещами захватами, а верхние оставлены свободно вращающимися по оси. На вращающиеся оси сверху и снизу установлены короткие рычаги, которые имеют одинаковые расстояния между параллельными осью отверстий кронштейна и осью соединения с размерной тягой, а длина размерной тяги между ее осями крепления является постоянной. Узел приема и подачи чурака в зону центровки состоит из двух опор в виде V-образных призм, установленных на основаниях, перемещающихся в горизонтальной плоскости перпендикулярно вертикальной плоскости, проходящей через ось вращения шпинделей лущильного станка. Основания с опорами объединены рамой, образуя подвижную платформу, которая расположена на двух направляющих в виде треугольных призм, по которым она перемещается, имея снизу на основаниях соответствующие ответные части. Узел имеет ограничитель вертикального отрыва подвижной платформы от направляющих, состоящий из реборды, в виде выступающих пластин, установленных снизу к основанию и с выступом вовнутрь треугольного паза с внешних сторон. Направляющие по всей длине с внешних сторон имеют соответствующие пазы, в которых перемещаются выступающие части пластин. Опоры со стороны поступления чурака имеют удлинители, перекрывающие технологическую зону, и с другой стороны ограничители. Механизм синхронизации состоит из двух -образных рычагов, верхние полки которых направлены в одну сторону и шарнирно соединены с вертикальными тягами левой горизонтальной штангой и правой горизонтальной штангой, между которыми расположен узел механизма синхронизации, который состоит из ступенчатого цилиндра, на наружном диаметре которого имеется резьба и в полость которого установлена одна пружина с упором в выступ и дно стакана, а вторая пружина установлена в полости накидной гайки и в полости ступенчатого цилиндра с упором в торец, образованный внутренним резьбовым отверстием накидной гайки, и в другую сторону выступа. Правая горизонтальная штанга со стороны узла механизма синхронизации дополнительно имеет полую вставку с внутренней резьбой, в которую ввернут толкатель с пружиной, проходящий через сквозное отверстие в торце накидной гайки, и на резьбовом удлиненном конце толкателя расположена контргайка с упором в полую вставку. Технический результат изобретения заключается в упрощении конструкции и повышении надежности, что сказывается на себестоимости конечного продукта, повышении точности центровки и как следствие уменьшении отходов шпона - рванины - при окорке. 3 н.п. ф-лы, 11 ил.
1. Устройство для центрирования и загрузки, состоящее из узла приема и подачи чурака в зону центровки, двух пневмоцилиндров, свободно поворачивающихся в шарнирных соединениях, установленных на раме лущильного станка с узлом центрирования и загрузки, шарнирно соединенными со штоками пневмоцилиндров, верхние и нижние клещевые захваты закреплены на валах с помощью сквозных призматических шпонок в соответствующих положениях, при этом взаимное расположение верхних и нижних клещевых захватов обеспечивает симметричность их движения механизмом синхронизации, причем нижние вилки жестко соединены с клещами захватами, а верхние оставлены свободно вращающимися по оси, отличающееся тем, что сверху и снизу на валах установлены короткие рычаги, которые имеют одинаковые расстояния между параллельными осью отверстий кронштейна и осью соединения с размерной тягой, а длина размерной тяги между ее осями крепления является постоянной, при этом все размеры расчетные и зависят от выбранного диаметра образцового чурака, максимального и минимального размеров обрабатываемых чураков, конкретных размеров конструкции захватов и рычагов.
2. Узел приема и подачи чурака в зону центровки, состоящий из двух опор в виде V-образных призм, установленных на основаниях, перемещающихся в горизонтальной плоскости перпендикулярно вертикальной плоскости, проходящей через ось вращения шпинделей лущильного станка, основания с опорами объединены рамой, образуя подвижную платформу, которая расположена на двух направляющих в виде треугольных призм, по которым она перемещается, имея снизу на основаниях соответствующие ответные части, при этом направляющие снизу имеют пластины, прикрепленные к раме лущильного станка между левой и правой бабками в горизонтальной плоскости и пневмоцилиндра, установленного под рамой подвижной платформы по оси симметрии между направляющими, отличающийся тем, что он дополнительно имеет ограничитель вертикального отрыва подвижной платформы от направляющих, состоящий из реборды, в виде выступающих пластин, установленных снизу к основанию и с выступом вовнутрь треугольного паза с внешних сторон, а направляющие по всей длине с внешних сторон имеют соответствующие пазы, в которых перемещаются выступающие части пластин, а опоры со стороны поступления чурака имеют удлинители, перекрывающие технологическую зону, и с другой стороны - ограничители.
3. Механизм синхронизации, состоящий из двух -образных рычагов, верхние полки которых направлены в одну сторону и шарнирно соединены с вертикальными тягами и левой горизонтальной штангой и правой горизонтальной штангой, между которыми расположен узел механизма синхронизации и который состоит из ступенчатого цилиндра, на наружном диаметре которого имеется резьба и в полость которого установлена одна пружина с упором в выступ и глухую вставку, а вторая пружина установлена в полости накидной гайки и в полости ступенчатого цилиндра с упором в торец, образованный внутренним резьбовым отверстием накидной гайки, и в другую сторону выступа, при этом накидная гайка навернута на резьбу ступенчатого цилиндра и законтрена контргайкой, отличающийся тем, что правая горизонтальная штанга со стороны узла механизма синхронизации дополнительно имеет полую вставку с внутренней резьбой, в которую ввернут толкатель с пружиной, проходящий через сквозное отверстие в торце накидной гайки, и на резьбовом удлиненном конце толкателя расположена контргайка с упором в полую вставку.
| МИХЕЕВ И.И | |||
| и др | |||
| Производство лущеного и строганого шпона | |||
| - М.: Высшая школа, 1979, с.77, 78, 112 | |||
| УСТРОЙСТВО для ЦЕНТРИРОВАНИЯ и ПОДАЧИ ЧУРАКОВ В ЛУЩИЛЬНЫЙ СТАНОК | 0 |
|
SU370046A1 |
| Система для подачи чураков в лущильный станок | 1988 |
|
SU1703461A1 |
| ЛУЩИЛЬНЫЙ ТОКАРНЫЙ СТАНОК И СПОСОБ ОБРАБОТКИ ДЕРЕВЯННЫХ БРЕВЕН НА ЛУЩИЛЬНОМ ТОКАРНОМ СТАНКЕ (ВАРИАНТЫ) | 2004 |
|
RU2279972C1 |
| DE 4419325 C1, 11.05.1995. | |||

