Изобретение относится к литейному производству, а именно к получению магнитных литейных заготовок в разовых формах.
Цель изобретения - повышение шли- фуемости магнитных отливок за счет их поверхностного легирования фосфором и повышения термостойкости покрытия.
Краска для получения противопригарного покрытия на литейных формах и стержнях, используемых при получении литых магнитных заготовок,содержит, мас.%:
Фосфат кальция2,5- 7,5
Графит0,5- 1,5
Этилсиликат5 -15
Порошок дисульфида
молибдена45-55
Органический
растворительОстальное.
Оптимальный состав краски опробован в производственных условиях. Отливка магнитной заготовки диаметром 40 мм и высотой 30 мм из сплава ЮНДК35Т5 по ГОСТ 17809-72 проводится литьем по выплавляемым моделям, включающим подготовку исходных материалов, нанесения противопригарной краски на модель, формование огнеупорной оболочки из пылевидного кварца на поверхности модели, удаление модели из оболочки, формовку в наполнителе и прокалку формы.
Выплавляемая модель изготавливается из смеси парафина 50% и стеарина 50% методом запрессовки расплавленной массы в пресс-формы. После остывания массы модель извлекается из пресс-формы.
Выплавляемая модель перед формированием на ней огнеупорной оболочки за счет нанесения на ее поверхность суспензии из пылевидного кварца покрывается противопригарной краской со следующим содержанием компонентов, мас.%:
СП
о
N9
СЛ СЛ
4,75 0,9 11,5
33,85.
Фосфат кальция Графит
Этилсиликат-40 (с содержанием SiO
40,53-40,89 масЛ о)
Порошок дисульфида
молибдена
Этиловый спирт (органический растворитель)
Причем этилсиликат служит как необходимый связующий элемент в составе краски, а графит придает необходимые огнеупорные свойства в противопригарной краске.
В качестве огранического растворителя может быть использован метиловый спирт, толуол, керосин. Причем процентное содержание в краске указанных элементов является величиной юстоянной и равно 33,85%.
Краску готовят в мешалке для приготовления огнеупорной краски. В бак мешалки загружают 230 г гидролизированного этилсиликата и 667 г этилового сгшрта. После перемешивания последних в течение 2 мин в бак загружают 95 г фосфата кальция, 18 г графита и 980 г порошка дисульфида молибдена. Смесь перемешивают еш.е 3 мин, после чего готова для использования.
Отобран для лабораторных исследований состав краски, характеризующийся следующими технологическими свойствами:
Вязкость, Сп (при
,9-2,07 Г/СМ )
Время гелеобразования
суспензии, .мин
Время твердения,с
Напряжение сдвига. Н/м
Термопрочность, ЛАПа,
при температуре, °С 20 600 1000
Толщина слоя краски, мм
Средний термический коэффициент расширения, , в интерва.пе темпера55- 65
3
300 40
-600 60
0,43 0,31 0,18 0,3-0,6
тур.
°С: 0- 0- О -
200 400 800
0,75 0,19 0,11
0-10000,12
Кроющая способность хорошая, слой ровный без подтеков. Живучесть 68 ч. Покрытие краски на модели проводят окунанием их в краску заданного сос1ава с выдержкой на воздухе перед вторым погружением 30 с. После второго окунания делают
0
0
5
выдержку 5 мин, после чего на модели наносят огнеупорную суспензию из пылевидного кварца.
Затем производят удаление выплавляемой модели из образованной формы. Выплавляемая модель со сформированной на ней формой из противопригарной краски и огнеупорной суспензии погружается в горячую воду, в результате чего модельный состав легко отделяется от внутренних стенок формы и всплывает.
.Активное выделение фосфора начинается при - 950°С и выше.
Шлифуемость замеряется путем взвешивания от;|ивок до и после их обработки на плоскошлифовальном станке, а чистота поверхности (шероховатость) на приборе МИС-11 после шлифования отливок.
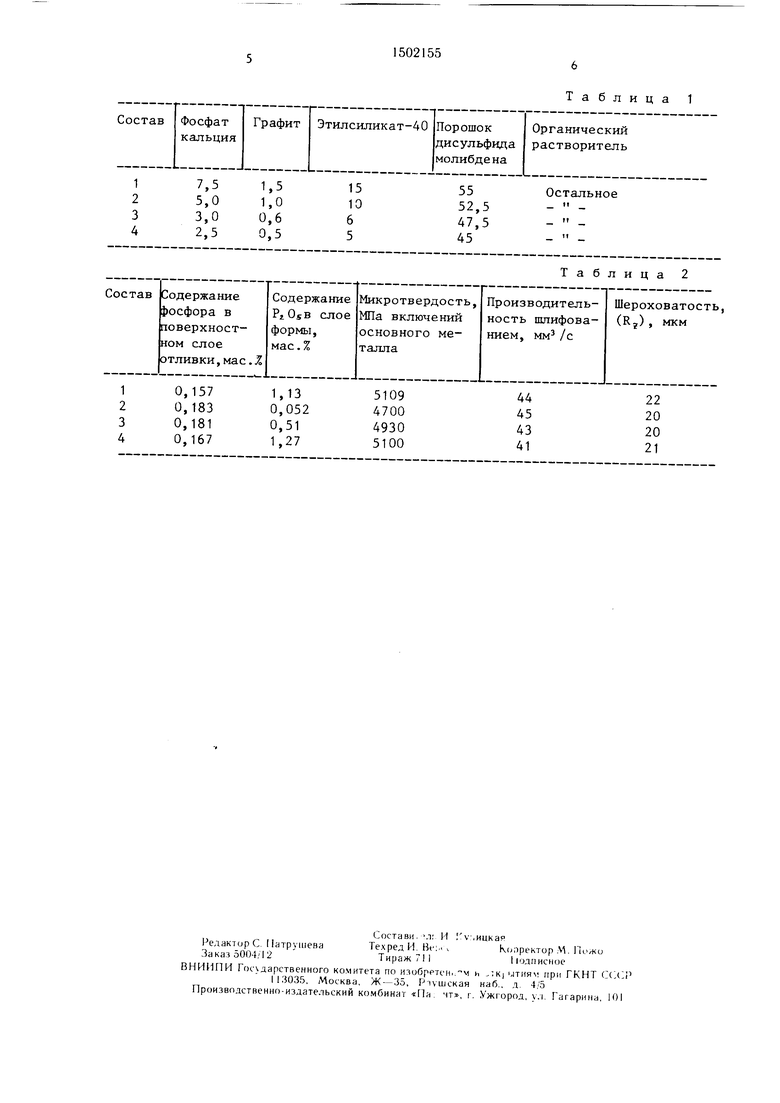
Предлагаемые составы приведены в табл. 1, а влияние фосфора на микротвердость и шлифуемость сплава ЮНДК35Т5 в табл. 2.
В результате проведенных исследований установлено, что на отливках из сплава ЮНДК35Т5 шлифуемость при насыщении поверхностного слоя отливки фосфором до 0,16-0,18 мас.% соответствует 41 --45 м.м /с, а шероховатость (Г 21 - 22 мкм.
Полученные экспериментальные данные 1:оответствуют требованиям ГОСТ 2789-73.
0
5
0
Формула изобретения
(листав для получения противопригарного юкрытия на литейных (|юрмах и стержнях, преимущественно используемый при получении литых магнитных заготовок, включающий дисульфид молибдена, органический растворитель и ог неупориый материал, отличающийся тем, что, с целью повышения шлифуемости магнитных отливок за счет их noBepxHocTHOi o ле ирования фосфором и io- выщения гермосгойкости покрытия, в качестве огнеупорного материала состав срдер- жит фосфат кальция и графит и дополнительно содержит этилсиликат при следующем соотношении ингредиентов.
5
Фосфат кальция
Графит
Этилсилика
Дисульфид молибдена
Органический
растворитель
мас.%: 2,5-7,5 0,5 - 1,5 5-15 45-55
Остальное.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРАМИ | 2014 |
|
RU2572118C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ НА ОСНОВЕ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1996 |
|
RU2098217C1 |
| Суспензия для лицевого слоя керамической формы литья по термоудаляемым моделям | 2021 |
|
RU2771419C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2358827C1 |
| ВОДНАЯ ПРОТИВОПРИГАРНАЯ ОГНЕУПОРНАЯ ПАСТА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2007 |
|
RU2378082C2 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| Смесь для изготовления литейных керамических форм и стержней | 1984 |
|
SU1163959A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412019C1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2151019C1 |
Изобретение относится к составам для получения противопригарного покрытия на литейных формах и стержнях, используемых при получении литых магнитных заготовок, обладающим повышенной термостойкостью и обеспечивающим повышение шлифуемости отливок. Краска содержит фосфат кальция, графит, этилсиликат, порошок дисульфида молибдена и органический растворитель. Введенный в состав краски фосфат кальция в количестве 2,5-7,5 мас.% позволяет повысить шлифуемость магнитных отливок за счет их поверхностного легирования фосфором, графит в количестве 0,5-1,5 мас.% придает краске огнеупорные свойства, а этилсиликат является термостойким и его содержание составляет 5-15 мас.% на отливках из сплава ЮНДК35Т5, шлифуемость при насыщении поверхностного слоя отливки фосфором до 0,16-0,18 мас.% соответствует 41-453/с, а шероховатость (RZ) - 21-22 мкм. 2 табл.
0,157 0,183 0,181 0,167
1,13
0,052
0,51
1,27
Таблица 2
44 45 43 41
22 20 20 21
| Состав для получения защитного покрытия на металлических формах | 1984 |
|
SU1215828A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 1183280, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
