Изобретение относится к металлургии и может быть использовано при термической обработке быстрорежущей стали,
Пелью изобретения является повышение стойкости инструмента за счет снижения карбидной неоднородности.
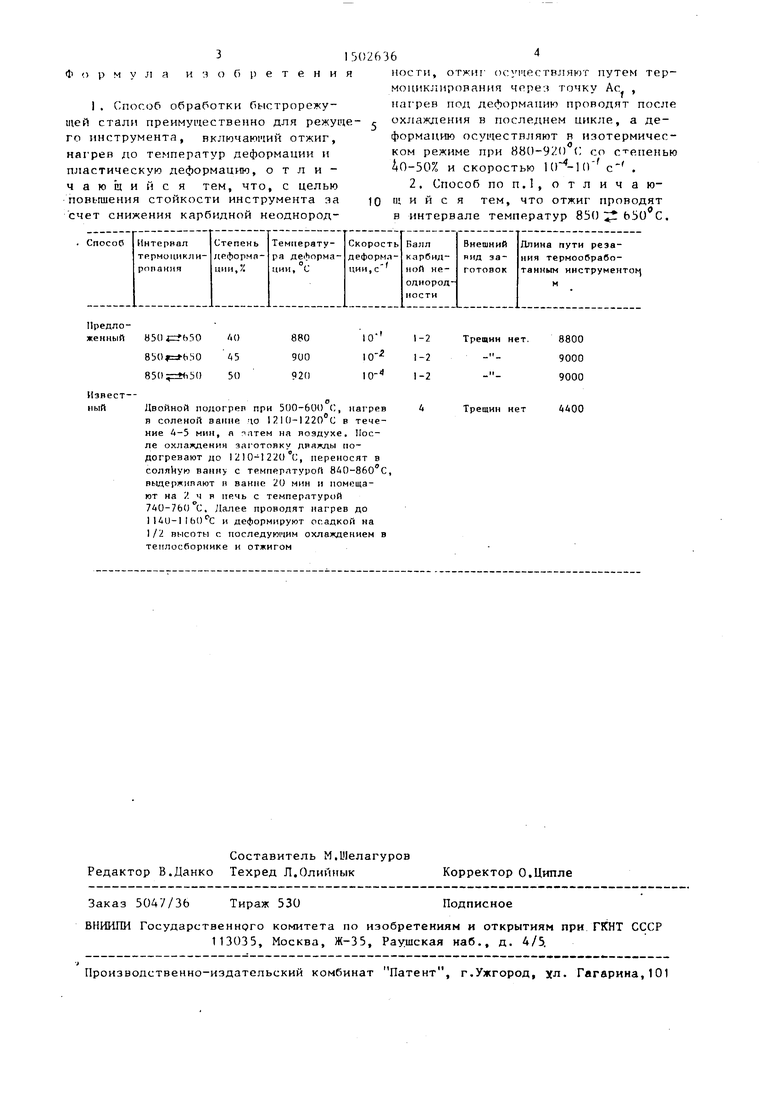
Пример. Слиток стали Р6М5 размерами 80x80 греют до 850 с и подвергают термоциклированию в интервале температур 850 650 (- с охлаждением на воздухе. Всего проводят 4-6 циклов. По окончании циклирования слиток греют до 880-920 С и деформируют в изотермических условиях в штамповом блоке, установленном на гидравлическом прессе усилием в
630 т с трех-четырех-кратным поворотом осей со степенью 40-50% и скоростью И) -1() с .
В таблице представлены данные по обработке заготовок быстрорежущей стали согласно предложенному и известному способам и, кроме того, данные по стойкости термообработанного инструмента из этих заготовок. (
Как следует из таблицы, применение предложенного способа позволит более, .чем. в 2 раза, снизить балл карбидной неоднородности, следствием чего является повышение эксплуатационной стойкости режущего инструмента.
СП
3150
Формула изобретения
1. Способ обработки быстрорежущей стали преимущественно для режур1е- го инструмента, включающий отжиг, нагрев до температур деформации и пластическую деформацию, отличающийся тем, что, с целью повышения стойкости инструмента за счет снижения карбидной неоднород64
ности, отжиг ocyi iecTBJiHKrr путем тер- моциклирорания чпре-л точку Ас , наг рев под деформацию проводят после охлаждения в последнем цикле, а деформацию осуществляют в изотермическом режиме при 880-920 С, со степенью 0-50% и скоростью Ю -Ю .
2, Способ ПОП.1, отличающийся тем, что отжиг проводят в интервале температур С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2337977C1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2002 |
|
RU2219255C1 |
| Способ изготовления режущего инструмента из быстрорежущей стали | 1989 |
|
SU1765211A1 |
| Способ производства полых изделий из быстрорежущих сталей | 1980 |
|
SU935152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ИНСТРУМЕНТА ТИПА ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2023526C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ получения инструментально-штамповых поковок | 1980 |
|
SU897866A1 |
Изобретение относится к области металлургии и может быть использовано при термической обработке быстрорежущей стали. Целью изобретения является повышение стойкости инструмента за счет снижения карбидной неоднородности. Слиток стали Р6М5 термоциклируют в интервале температур 650-850°С, проводя 4-6 циклов. По окончании циклирования слиток греют до 880-920°С и деформируют в изотермических условиях в штамповом блоке со степенью деформации 40-50% и скоростью 10-4-10-1с-1. Применение способа позволяет более чем в 2 раза снизить балл карбидной неоднородности, следствием чего является повышение эксплуатационной стойкости режущего инструмента. 1 табл.
и соленой ванне до 121(J-I220 С в течение it-5 мин, я рлтем на поэдухе. После охлаждении Зсчг отовку дважды подогревают до 1210-1220 °С, переносят в соляную ванн с темперлтуроО 8йО-860 с выдерживают и ванне 20 мин и помещают на 2 ч я печь с температурой 7 0-7ЬО с, Далее проводят нагрев до llAU-llbO C и деформируют осадкой на 1/2 высоты с последупиим охлаждением в теплосборнике и отжигом
Составитель М.Шелагуров Редактор В.Данко Техред Л.Олиииык
Заказ 5047/36
Тираж 530
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5.
1-2 1-2 1-2
Трещин нет.
Трещин нет
8800 9000 9000
00
Корректор О.Ципле
Подписное
| Базык А.С | |||
| и др | |||
| Вестник машиностроения | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1972 |
|
SU434110A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
