Изобретение относится к термомеханической обработке металлов, в частности к обработке металлов давлением, и может быть использовано в инструментальной промышленности для получения заготовок инструмента из быстрорежущих сталей и других сталей этой группы (Р6М5, Р6М5Ф3, 10РМ5Ф3, 10Р6М5-МП, Р6М5К5, Р6АМ5, Р6АМ5Ф).
Известен способ обработки быстрорежущей стали, включающий отжиг, нагрев до температуры деформации и пластическую деформацию, при этом отжиг осуществляют путем термоциклирования через точку Aс1, a деформацию осуществляют в изотермическом режиме при температуре 880-920oС со степенью 40-50% и скоростью 10-4-10-1 с-1 (а.с. 1502636, МПК3 C 21 D 9/22, 1987г.).
Недостатком известного способа является высокая энергоемкость процесса, наличие последующего смягчающего отжига заготовок, невысокая стойкость деформирующего инструмента, окисление и потери металла на повышенные допуски, снижающие коэффициент использования металла.
Наиболее близким (прототипом) к предложенному изобретению по технической сущности является способ обработки быстрорежущей стали, включающий нагрев до температуры деформации и пластическую деформацию в изотермическом режиме со скоростью 10-4-10-1 с-1, которую осуществляют при температуре на 5-40o ниже точки Ac1 в процессе метастабильного фазового перехода (а.с. 2002822, МПК5 С 21 D 9/22, БИ 41, 1993 г.).
Недостатком известного изобретения является недостаточно высокий коэффициент использования металла, невысокая износостойкость инструмента, полученного таким способом, узкая температурная область сверхпластичности, повышенная энергоемкость процесса, недостаточная твердость заготовки.
Задачей предложенного изобретения является повышение коэффициента использования металла, увеличение износостойкости инструмента, обеспечение ширины температурной области сверхпластичности, снижение энергоемкости процесса, достижение необходимой твердости заготовки.
Поставленная задача решается таким образом, что в предложенном способе обработки быстрорежущей стали, включающем нагрев до температуры деформации и пластическую деформацию в изотермическом режиме со скоростью 10-4-10-1 с-1, в процессе метастабильного фазового перехода проводят при температуре 760-770o с предельной степенью 92%.
На чертеже показаны линии равных значений относительного удлинения стали Р6М5 при испытаниях на растяжение при разных температурах и скоростях деформации. Анализ математических моделей позволил выявить закономерности исследуемых процессов. При всех исследованных скоростях деформации сопротивление деформированию сталей Р6М5 при повышении температуры снижается, достигает минимума вблизи температуры фазового перехода, а затем возрастает. Из анализа проведенного после исследований ясно, что в стали Р6М5 выявлены четкие области пластичности. Так, при температуре 760-770o сталь проявляет пластичность, измеряемую относительным удлинением, не превышает 90% при скоростях деформации l0-3 c-1. Поверхность пластичности ограничена линиями равных значений относительного удлинения.
Необходимо отметить, что при температурах выше 770oС и ниже 760oС максимальная пластичность исследуемых образцов на 30-40% ниже максимальной, что ограничивает их практическое применение, т.к. снижается ресурс деформационной способности стали, что и не позволяет получать заготовки сложной формы за малое число переходов. Аналогичная поверхность пластичности, полученная при растяжении стали Р6М5 представлена на чертеже в области температур 820-840oС и скоростей деформации 10-4-10-3 с -1. При температурах 835oС и скоростях деформации 10-4 с-1 расположена узкая область максимального проявления эффекта сверхпластичности стали, ограниченная линиями равной пластичности δ= 107%. Результаты исследований, представленные на чертеже, получены экспериментально с использованием оптимального планирования, статистической обработки экспериментальных данных и математического моделирования процессов изотермического деформирования и сверхпластичности.
По синтезированным точным D оптимальным планом экспериментов в каждой исследуемой точке факторного пространства температурно-скоростного поля, представленного на чертеже, проводили по 3-4 эксперимента на растяжение и сжатие образцов из стали Р6М5 при различных скоростях и температурах. Затем данные экспериментов обрабатывали по программе регрессионного анализа. Получали адекватные математические модели зависимости критериев процесса от факторов. Проводили контрольные эксперименты. Строили графические зависимости исследуемых критериев. Устанавливали закономерности их изменения в температурных скоростных полях и определяли условия проявления эффекта сверхпластичности.
Данные, приведенные на чертеже, имеют важное прикладное значение, так как они определяют границы проявления эффекта повышенной пластичности и сверхпластичности и являются основой для создания базы данных изменения пластичности в сопряженных температурных и скоростных полях.
Способ обработки быстрорежущей стали заключается в следующем. Сначала заготовку нагревают до температуры 765oС, выдерживают до полного прогрева заготовки, затем осуществляют пластическую деформацию в изотермическом режиме со скоростью 10-3 с-1 при температуре 765oС со степенью деформации до 92%. На заготовку из стали Р6М5 перед нагревом наносят защитно-смазочное покрытие из стеклографитовой смеси для защиты от обезуглероживания, окисления и смазки при пластической деформации в нагретом состоянии.
В таблице представлены общие сведения, т.е. полученные данные, и отражены данные прототипа.
Пример 1.
Проводили изготовление дисковых резаков из стали Р6М5 ГОСТ 19265-73 в состоянии после отжига с исходной твердостью НВ 250, пределом прочности σв = 770 МПа и относительным удлинением δ=15%.
Заготовки диаметром 16 мм и высотой 22 мм с защитно-смазочным покрытием, нанесенным на них и подвергнутым сушке, нагревали в камерной электрической печи до 750oС. Затем нагретые заготовки переносили в изотермический штамп с температурой 750oС и деформировали в изотермических условиях со скоростью 10-3 с-1 и со степенью деформации 75% в штамповом блоке, который изготовлен из жаропрочного никелевого сплава ЖС-6К и установлен на гидравлическом прессе усилием 400 кН. При степени деформации Σ<75% на боковой поверхности образца появляются трещины и происходит нарушение сплошности материала и разрушение образца.
Пример 2.
Проводили изготовление дисковых резаков из стали Р6М5 ГОСТ 19265-73 в состоянии после отжига с исходной твердостью НВ 250, пределом прочности σв = 770 МПа и относительным удлинением δ=15%.
Заготовки диаметром 16 мм и высотой 22 мм с защитно-смазочным покрытием, нанесенным на них и подвергнутым сушке, нагревали в камерной электрической печи до 765oС. Затем нагретые заготовки переносили в изотермический штамп с температурой 765oС и деформировали в изотермических условиях со скоростью 10-3 с-1 со степенью деформации до 92% в штамповом блоке, изготовленном из жаропрочного никелевого сплава ЖС-6К, установленном на гидравлическом прессе усилием 400 кН. При этом не происходит разрушение образца и образование трещин на боковой поверхности заготовки дисковых резаков из стали Р6М5. После деформирования заготовка имеет твердость НВ 247, не превышающую исходную.
Пример 3.
Проводили изготовление дисковых резаков из стали Р6М5 ГОСТ 19265-73 в постоянном после отжига с исходной твердостью НВ 250 пределом прочности σв = 770 МПа и относительным удлинением δ=15%.
Заготовки диаметром 16 мм и высотой 22 мм с защитно-смазочным покрытием, нанесенным на них и подвергнутым сушке, нагревали в камерной электрической печи до 790oС. Затем нагретые заготовки переносили в изотермический штамп с температурой 780oС и деформировали в изотермических условиях со скоростью 10-3 с-1 в штамповом блоке, изготовленном из жаропрочного никелевого сплава ЖС-6К и установленном на гидравлическом прессе усилием 400 кН. При этом степень деформации не может превышать 70-75% из-за нарушения сплошности материала образца и его разрушения.
По сравнению с существующим способом предлагаемый имеет ряд преимуществ.
1. Более широкая температурная область сверхпластичности, чем при 835oС, что не требует дорогостоящих высокоточных регулирующих пирометров.
2. Более низкая температура процесса, на 70oС ниже существующего, что снижает энергоемкость и скорость образования окалины.
3. Практическое отсутствие обезуглероживания получаемой заготовки.
4. После формообразования заготовка имеет твердость 240 НВ, т.е. находится в отожженном состоянии и не требует подготовки структуры перед закалкой и хорошо обрабатывается резанием.
5. Меньшее напряжение текучести стали (усилие деформирования).
6. Использование технологий изотермического и сверхпластического деформирования позволяет снизить вредное воздействие на природную среду за счет уменьшения объемов выбросов, сопровождающих технологические процессы.
7. При этом повышение экономии дорогостоящих быстрорежущих сталей и дефицитных легирующих добавок: ванадия, молибдена, хрома и особенно стратегического элемента - вольфрама позволяет отнести процессы обработки давлением с использованием эффекта сверхпластичности к процессам рационального природопользования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2337977C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1988 |
|
RU2024631C1 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| Способ сварки трением | 1987 |
|
SU1512740A1 |
| Способ изготовления изделий из железо-углЕРОдиСТыХ СплАВОВ | 1979 |
|
SU852946A1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
| Способ высокотемпературной термомеханической обработки быстрорежущей стали | 1981 |
|
SU1006510A1 |
| Способ термической обработки слитков | 1980 |
|
SU905297A1 |

Изобретение относится к области инструментальной промышленнности, в частности к обработке металлов давлением. Техническим результатом изобретения является повышение коэффициента использования металла, увеличение износостойкости инструмента, обеспечение ширины температурной области сверхпластичности, снижение энергоемкости процесса, достижение необходимой твердости заготовки. Для достижения технического результата заготовку из быстрорежущей стали нагревают до температуры деформации 760-770oС и при этой температуре проводят пластическую деформацию в изотермическом режиме со скоростью 10-4-10-1 с-1 в процессе метастабильного фазового перехода с предельной степенью деформации 92%. 1 табл.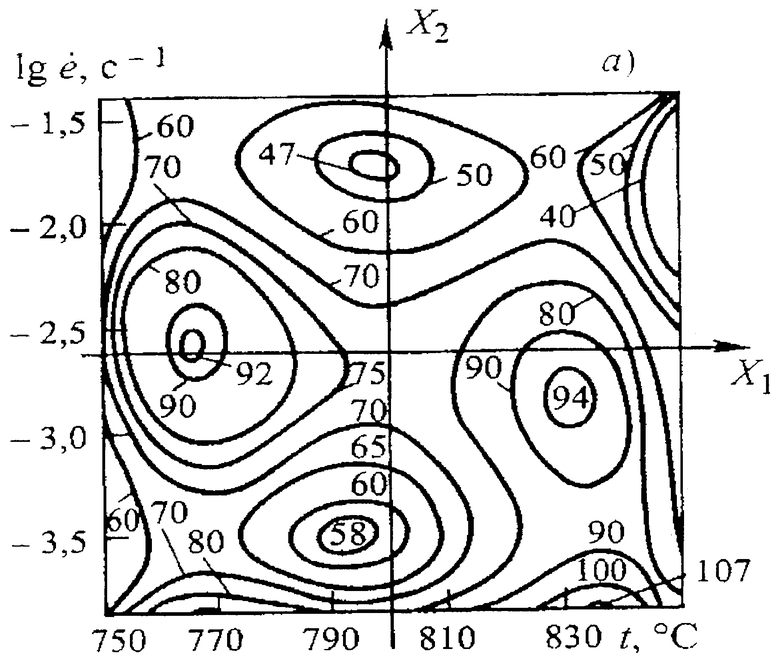
Способ обработки быстрорежущей стали, включающий нагрев до температуры деформации и пластическую деформацию в изотермическом режиме со скоростью 10-4 - 10 -1 с-1 в процессе метастабильного фазового перехода, отличающийся тем, что пластическую деформацию осуществляют при температуре 760-770°С с предельной степенью деформации 92%.
| RU 2002822 C1, 15.11.1993 | |||
| Металловедение и термическая обработка металлов | |||
| Машиностроение, 1981, №3, с.22-24 | |||
| Способ обработки быстрорежущей стали | 1987 |
|
SU1502636A1 |
| Способ высокотемпературной термомеханической обработки высоколегированных сталей | 1972 |
|
SU440431A1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1988 |
|
RU2024631C1 |

