Изобретение относится к области металлургии и может быть использовано при термической обработке сверл, фрез, холодновысадной оснастки и других режущих инструментов, изготовленных из быстрорежущих сталей или заготовок для этих инструментов.
В процессе кристаллизации быстрорежущих сталей в структуре образуется устойчивая ледебуритная карбидная сетка и грубые карбиды внутри зерен. Из-за наличия этой сетки, литая сталь очень хрупка, при этом балл карбидной неоднородности равен 10.
При прокатке слитка карбидная сетка разрушается, карбиды измельчаются и более равномерно распределяются по структуре. После 30÷40 – кратного уменьшения сечения (степень деформации 97 – 98 %) устраняются остатки сетки и скоплений карбидов. Наблюдается только не очень выраженное полосчатое их расположение (балл карбидной неоднородности равен 2).
Карбидная неоднородность ухудшает многие механические свойства стали, особенно при переходе от балла 4 к баллам 5 и 6, снижается прочность, вязкость, предел выносливости, сопротивление контактной усталости. Скопление карбидов служат концентраторами напряжений, поэтому довольно часто можно наблюдать «вылеты зубьев» при эксплуатации сложно–режущего инструмента, наличие закалочных трещин и значительных деформаций.
Из источника В.К. Федюкин М.Е. Смагорский - Термоциклическая обработка металлов и деталей машин, Ленинград: Машиностроение 1989 г., известны способы и рекомендации, направленные на снижение карбидной неоднородности быстрорежущих сталей при проведении соответствующего режима ТЦО, однако не указывается конкретный режим его проведения. Известные способы термической обработки литых быстрорежущих сталей, направленны на изменение структурного состояния эвтектической карбидной фазы, однако в них не уделяют особое внимание такому виду брака, как «нафталинистый излом».
В производственной практике «нафталинистый излом» наблюдается у стали после ОМД, если в процессе был допущен перегрев и обработка давлением выполнялась без интенсивных обжатий. В этих условиях в каждом крупном зерне аустенита может возникнуть структура деформации. Следствием принципа ориентационного и размерного соответствия при фазовых превращениях является закономерная ориентировка продуктов превращения аустенита при охлаждении стали: мартенсита, феррита и карбидов относительно кристаллической решетки аустенита. В результате ориентированности превращения γ  α, каждое зерно аустенита при охлаждении переходит в кристаллографический упорядоченный комплекс кристаллов α – фазы, обуславливая тем самым появление внутрезеренной текстуры. Последняя, обнаруживается при изломах перегретой стали по специфическому блеску. Это первичный нафталинистый излом. Его следует различать от вторичного нафталинистого излома, внешне очень схожего с первым, но наблюдаемого после вторичной закалки перегретой стали, уже имевшей первичный нафталинистый излом. Причина образования вторичного нафталинистого излома заключается в том, что принцип ориентационного соответствия применим не только к фазовым превращениям при охлаждении, но и к фазовым превращениям при нагреве стали. Следствием является восстановление первичной внутризеренной текстуры, которая после охлаждения в изломе внешне проявляется как одно крупное зерно.
α, каждое зерно аустенита при охлаждении переходит в кристаллографический упорядоченный комплекс кристаллов α – фазы, обуславливая тем самым появление внутрезеренной текстуры. Последняя, обнаруживается при изломах перегретой стали по специфическому блеску. Это первичный нафталинистый излом. Его следует различать от вторичного нафталинистого излома, внешне очень схожего с первым, но наблюдаемого после вторичной закалки перегретой стали, уже имевшей первичный нафталинистый излом. Причина образования вторичного нафталинистого излома заключается в том, что принцип ориентационного соответствия применим не только к фазовым превращениям при охлаждении, но и к фазовым превращениям при нагреве стали. Следствием является восстановление первичной внутризеренной текстуры, которая после охлаждения в изломе внешне проявляется как одно крупное зерно.
Из авторского свидетельства SU 1014938 «Способ термической обработки литой быстрорежущей стали» (МПК C21D 9/22, C21D 1/26, опубликована 30.04.1983, Бюл. №16), известен способ термической обработки литой быстрорежущей стали, включающий предварительную и окончательную термообработку. Предварительную термическую обработку производят путем термоциклического нагрева до температуры на 20 – 50 °С ниже температуры плавления и охлаждения до 800 – 850 °С с изотермическими выдержками соответственно 5 – 12 и 10 – 25 с на 1 мм сечения.
Недостаток данного способа заключается в том, что термоциклирование до температуры на 20 – 50 °С ниже температуры плавления ведет к перегреву стали, следственно к значительному укрупнению зерна аустенита, что в свою очередь приводит к образованию угловатых карбидов, которые затем никакими другими видами термической обработки не устраняются, не измельчаются, что ведет после окончательной термообработки к низким показателям значений свойств стали.
Из авторского свидетельства SU 1516499 «Способ термической обработки быстрорежущей стали» (МПК С21D 9/22, опубликовано 23.10.1989, Бюл. № 39) известен способ термический обработки быстрорежущей стали согласно которому быстрорежущую сталь марки Р6М5 подвергают термоциклической обработке по режиму: нагрев в первом цикле проводят до температуры закалки, охлаждение до АС1 (210-215 °С), а обработку в последующих циклах проводят в интервале Ас1 (210-215 °С) ⇔ АСm + (35…40 °С).
Недостаток данного способа термической обработки быстрорежущей стали, характеризуется относительно невысокими значениями таких свойств инструмента как твердость, ударная вязкость, красностойкость необходимыми для качественной работы режущего инструмента.
Задача, на решение которой направлено заявленное изобретение заключается в уменьшении балла карбидной неоднородности в заготовках из быстрорежущей стали и предотвращением образования в них «нафталинового излома».
Технический результат, получаемый при осуществлении изобретения, заключается в создании способа термической обработки заготовок из быстрорежущей стали, позволяющего повысить механические свойства быстрорежущих сталей.
Указанный технический результат достигается, тем что в предложенном способе термической обработки заготовок из быстрорежущей стали, включающем высокотемпературную термоциклическую обработку путем нагрева и охлаждения в соляной ванне, высокотемпературную термоциклическую обработку проводят за 3-5 термоцикла, причем термоцикл включает нагрев до температуры Асm + (300 – 330 °С), выдержку 4-5 сек на 1 мм толщины заготовки, охлаждение до температуры Аr1 – (30 – 50 °С) и выдержку в течение 30 мин., дальнейший нагрев до температуры Асm + (300 – 330 °С), при этом после каждого термоцикла проводят двукратный отжиг сначала путем выдержки в соляной ванне при температуре Ar1– (20 – 40 °С), а затем путем нагрева до температуры Ас1 + (30 – 50 °С) и охлаждения до температуры Ar1– (20 – 40 °С).
Пример.
Быстрорежущую сталь марки Р6М5, содержащую, % : углерод 0,82 -0,9; вольфрам 5,5 - 6,5; хром 3,8; ванадий 1,8 - 2; молибден 4,8; марганец 0,5; Критические точки: Ac1=815°C; Acm=880°C; Ar1=730°C; Arm=790°C в виде заготовок для червячно-модульных фрез диаметром 80 мм, h = 90 мм., с исходным баллом карбидной неоднородности 7, подвергают термоциклической обработке по предлагаемому способу.
Заготовки нагревают и охлаждают в период термоциклирования в соляных ваннах. Нагрев до верхней температуры термоцикла осуществляется в первой высокотемпературной соляной ванне (100% BaCl), остальной нагрев и выдержку заготовок производят во второй соляной ванне (50% NaCl +50% KCl) по следующему режиму:
высокотемпературную термоциклическую обработку проводят за 3-5 термоцикла, причем термоцикл включает нагрев до температуры Асm + (300 – 330 °С), выдержку 4-5 сек на 1 мм толщины заготовки, охлаждение до температуры Аr1 – (30 – 50 °С) и выдержку в течение 30 мин., дальнейший нагрев до температуры Асm + (300 – 330 °С), при этом после каждого термоцикла проводят двукратный отжиг сначала путем выдержки в соляной ванне при температуре Ar1– (20 – 40 °С), а затем путем нагрева до температуры Ас1 + (30 – 50 °С) и охлаждения до температуры Ar1– (20 – 40 °С).
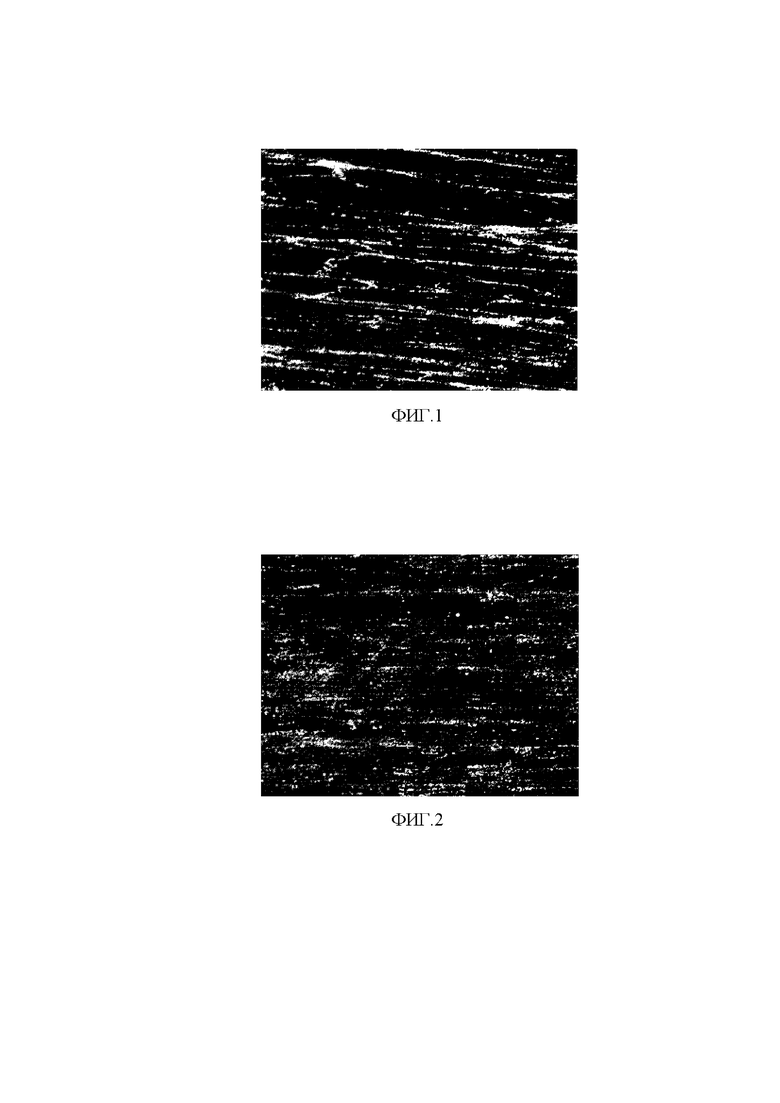
Для проверки склонности быстрорежущей стали после ТЦО к образованию «нафталинистого излома», а также определения балла карбидной неоднородности, на микроисследование были отправлены два образца, где образец 1 (фиг. 1) – исходная сталь; образец 2 (фиг. 2) – сталь после ТЦО выполненному заявленным способом. Карбидная неоднородность образцов стали оценивалась по шкалам ГОСТ 19265-73 «Прутки и полосы из быстрорежущей стали. Технические условия». Средство измерений и испытательное оборудование: объект – микрометр ОМО к инвертированному микроскопу OLYMPUS GX-51.
Результаты исследования показали, что предлагаемый способ термической обработки быстрорежущей стали позволил уменьшить балл карбидной неоднородности с балла 7 (исходная сталь - фиг. 1), до балла 3 (предлагаемый режим ТЦО – фиг. 2).
На образце с условным номером 1 карбидная фаза распределилась в виде сетки, разорванной в отдельных местах и скоплений, балл 7
На образце с условным номером 2 карбидная фаза распределилась в виде остатков разорванной карбидной сетки. Сетка с раздробленными карбидами, балл 3Б.
Последующая поломка образцов показала отсутствие «нафталина» и твердость 64 HRC.
Таким образом, благодаря термическим и фазовым напряжениям и процессу рекристаллизации наклепанного аустенита, возможно разрушить устойчивую ледебуритную карбидную сетку, уменьшить балл карбидной неоднородности с 7 балла до балла 3, а применение двукратного отжига после каждого высокотемпературного термоцикла позволяет предупредить образование «нафталинистого» излома и даже ликвидировать его, если он возник ранее.
Из полученных данных следует, что применение предлагаемого способа термической обработки быстрорежущей стали, в частности для режущего инструмента, позволяет уменьшить балл карбидной неоднородности, что в свою очередь обеспечивает повышение всего комплекса механических свойств режущего инструмента.
Предлагаемый способ термической обработки быстрорежущей стали применяется в области металлургии машиностроительного производства, в частности инструментального, для термической обработки быстрорежущей стали при изготовлении режущих инструментов, и подтвердил свою технико-экономическую эффективность, по сравнению с ранее используемыми способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ | 2015 |
|
RU2672718C2 |
| Способ термической обработки режущего инструмента из быстрорежущей стали | 1989 |
|
SU1837079A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ ШТАМПОВЫХ СТАЛЕЙ | 2008 |
|
RU2371488C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
RU2024627C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ МНОГОФАЗНЫХ ДЕФОРМИРОВАННЫХ ЖЕЛЕЗНЫХ СПЛАВОВ | 2003 |
|
RU2241768C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1991 |
|
RU2017838C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПОДШИПНИКОВ ИЗ ТЕПЛОСТОЙКОЙ ПОДШИПНИКОВОЙ СТАЛИ (ВАРИАНТЫ) И ДЕТАЛЬ ПОДШИПНИКА, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2021 |
|
RU2776341C1 |
Изобретение относится к области металлургии и может быть использовано при термической обработке заготовок сверл, фрез, холодновысадной оснастки и других режущих инструментов, изготовленных из быстрорежущих сталей. Способ термической обработки заготовок из быстрорежущей стали включает высокотемпературную термоциклическую обработку путем нагрева и охлаждения в соляной ванне. Высокотемпературную термоциклическую обработку проводят за 3-5 термоциклов, причем термоцикл включает нагрев до температуры Асm +(300-330 °С), выдержку 4-5 сек на 1 мм толщины заготовки, охлаждение до температуры Аr1 –(30–50 °С) и выдержку в течение 30 мин, дальнейший нагрев до температуры Асm +(300-330 °С), при этом после каждого термоцикла проводят двукратный отжиг сначала путем выдержки в соляной ванне при температуре Ar1 –(20–40 °С), а затем путем нагрева до температуры Ас1 +(30–50 °С) и охлаждения до температуры Ar1 –(20–40 °С). Обеспечивается повышение механических свойств быстрорежущих сталей. 2 ил., 1 пр.
Способ термической обработки заготовок из быстрорежущей стали, включающий высокотемпературную термоциклическую обработку путем нагрева и охлаждения в соляной ванне, отличающийся тем, что высокотемпературную термоциклическую обработку проводят за 3-5 термоциклов, причем термоцикл включает нагрев до температуры Асm +(300-330 °С), выдержку 4-5 сек на 1 мм толщины заготовки, охлаждение до температуры Аr1 –(30–50 °С) и выдержку в течение 30 мин, дальнейший нагрев до температуры Асm +(300-330 °С), при этом после каждого термоцикла проводят двукратный отжиг сначала путем выдержки в соляной ванне при температуре Ar1 –(20–40 °С), а затем путем нагрева до температуры Ас1 +(30–50 °С) и охлаждения до температуры Ar1 –(20–40 °С).
| Способ термической обработки быстрорежущей стали | 1987 |
|
SU1516499A1 |
| СПОСОБ ПОВЫШЕНИЯ ТВЕРДОСТИ БОЛЕЕ 68,0 HRC В ИЗДЕЛИЯХ ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2007 |
|
RU2349651C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| 1971 |
|
SU411161A1 | |
| JP 55037570 B, 29.09.1980. | |||

