СП
Фиг. 2
31503
Изобретение относится к обработке металлов давлением, в частности к листовой (ртамповке, и может быть ис- польэовано в различных отраслях ма- шиностроения при изготовлении патрубков .
Цель изобретения - экономия металла за счет уменьшения технологического припуска и снижение трудоемкости изготовления.
На фиг,1 представлена исходная листовая заготовка с выступами в зоне наименьшей деформации А; иафиг.2 - формовка элемента патрубка в штампе; на фиг.З - то же, схема} на фиг,4 - заготовка с обрезанным технологическим припуском; на фиг.З - патрубок после сварки его элементов; на фиг.6 то же, вид сбоку.
Способ осуществляется следующим образом.
Из листа или полосы производят вырубку исходной заготовки с двумя выступами, расположенными с двух сторон в зоне наименьшей деформации (фигЛ). Вырубленную заготовку 1 укладывают на прижим 2 и матрицу 3 и фиксируют выступами в пазах прижи- ма. Пуансон А прижимает к прижиму и
0
5
0
25
30
деформирует деталь (фиг,2 и 3). На заключительной операции обрезают выступы (фиг,4), после чего производят сварку двух половинок патрубка (фиг.5 и 6),
Пример, Исходную заготовку толщиной 2 мм вырубают с вьютупами в месте контакта прижима и пуансона. Выступ имеет ширину 3 мм и высоту 4 мм. Заготовку помещают в штамп, зажимая по выступам. Формуют полупатрубок, обрезают выступы и сваривают готовый патрубок из двух элементов.
Формула изобретения Способ изготовления патрубков путем получения листовой заготовки с технологическим припуском, зажима заготовки по этому припуску, формовки, обрезки припуска и сварки элементрв патрубка, отличающийся тем, что, с целью экономии металла за счет уменьшения технологического припуска и снижения трудоемкости изготовления, технологический припуск вьтолняют в виде по крайней мере двух выступов, расположенных в зоне наименьшей деформации, а формовку осуществляют за одни переход.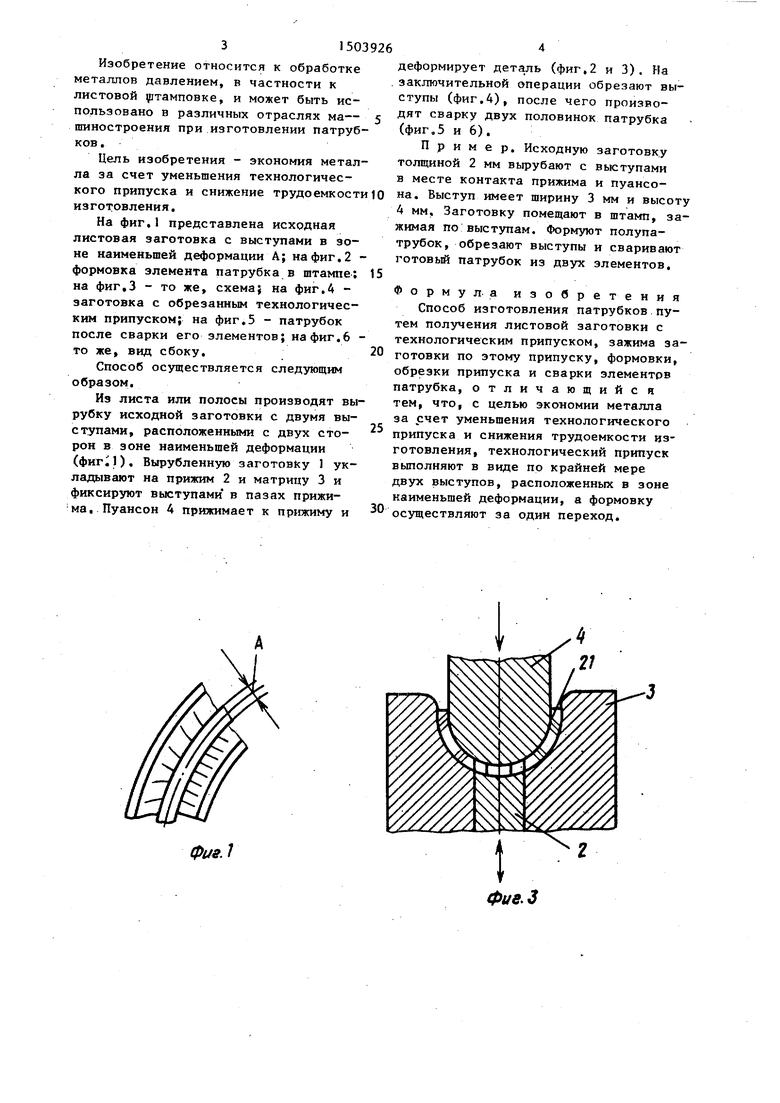
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| Штамп для обтяжки с растяжением | 1990 |
|
SU1794545A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ СПОСОБОМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2012 |
|
RU2525010C1 |
| Штамп для вытяжки с растяжением | 1990 |
|
SU1794544A1 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| Обтяжной штамп для получения крупногабаритных изделий | 1989 |
|
SU1798026A1 |

Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении патрубков. Цель изобретения - экономия металла за счет уменьшения технологического припуска и снижение трудоемкости изготовления. Листовую заготовку 1 выполняют с выступами в зоне наименьшей деформации А. Затем заготовку укладывают на прижим 2 в матрицу, фиксируют выступами в пазах прижима, штампуют элемент патрубка. Далее обрезают выступы, производят сварку патрубка из двух элементов. 6 ил.
фие. 1
фивЛ
Составитель Е.Гурьева Редактор Т.Парфенова Техред М.Ходанич Корректор Л.Бескна
Заказ 5184/12
Тираж 693
ВНИИПИ Государственного коьштета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
/И
(риг5
фи9.6
Подписное
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ ТРУБОПРОВОДОВ | 0 |
|
SU370993A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
