Изобретение относится к области холодной обработки металлов давлением, в частности к листовой штамповке и наиболее эффективно его использование при формообразовании деталей полой формы,
. Целью изобретения является повышение экономичности использования материала заготовки путем обеспечения в штампе обтяжки торможения продольных сторон заготовки отгибочными кромками с криволинейной поверхностью.
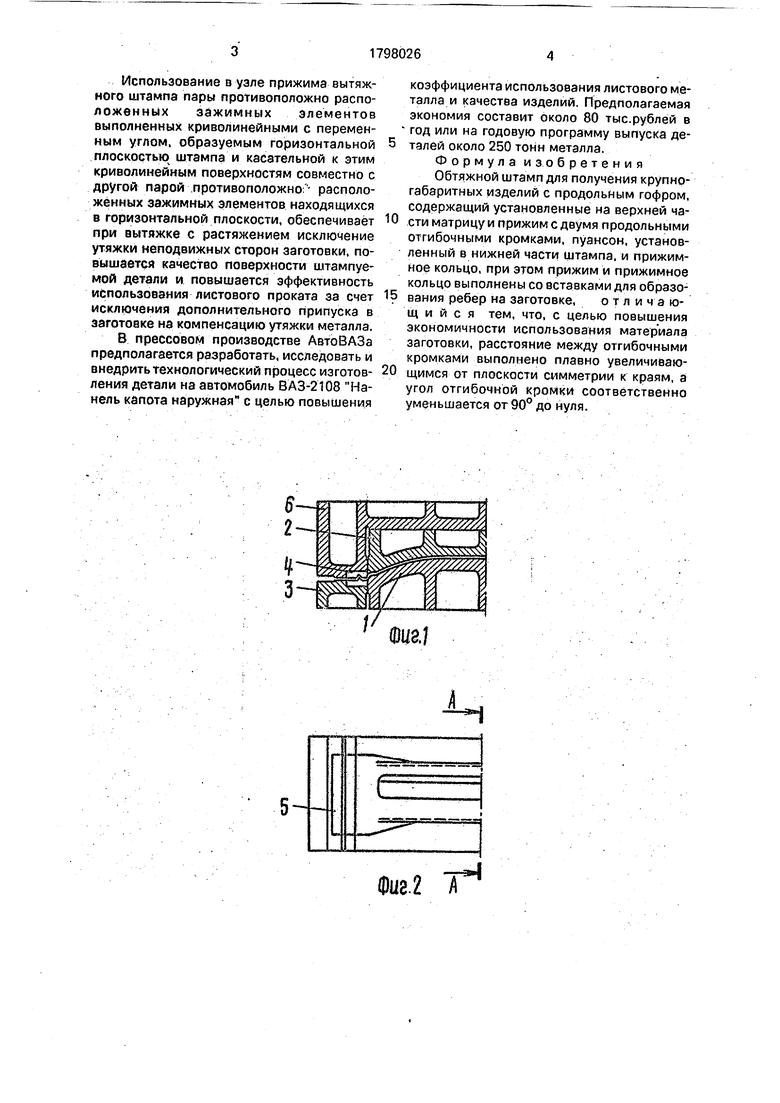
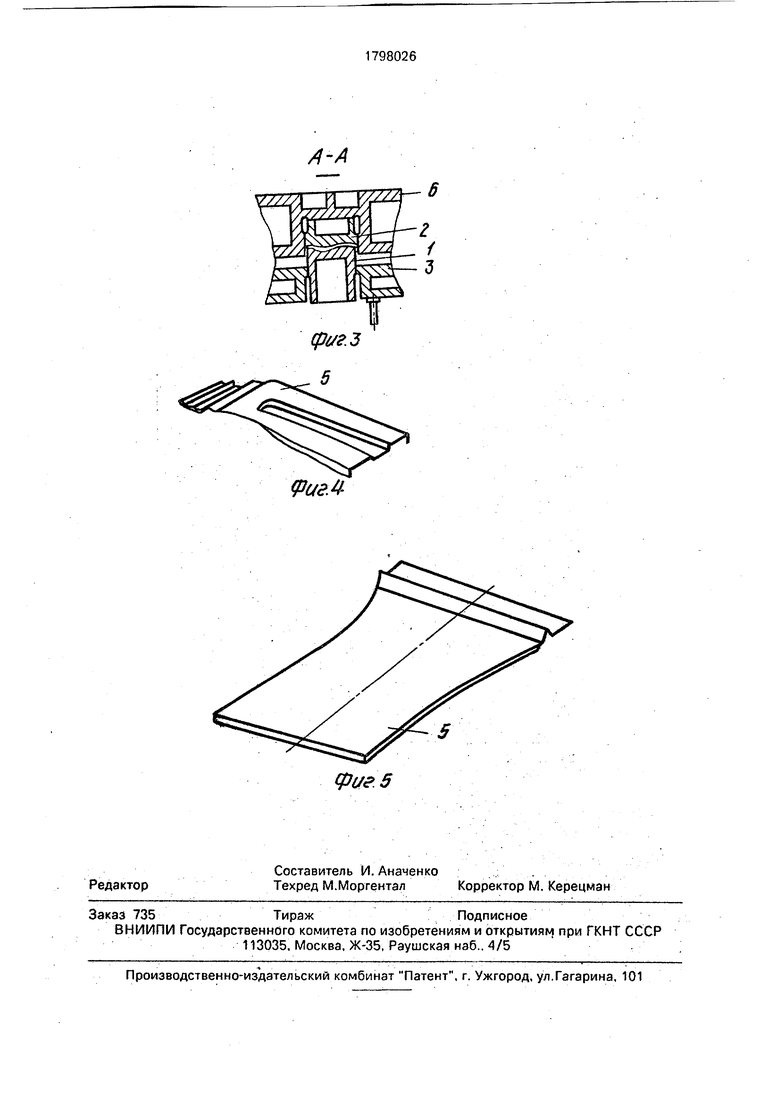
На фиг. 1 изображен продольный разрез штампа; нафиг.2 - вид на нижнюю половину штампа и отштампованную деталь;.на фиг.З - поперечный разрез штампа; на фиг.4 - отштампованная деталь; на фиг,5 - фланец заготовки в угловой зоне после завершения процесса обтяжки.
Штамп содержит пуансон 1, установленный в нижней половине, матрицу 2, нижнее прижимное кольцо 3, у которого с двух противоположных сторон встроены зажимные элементы 4. Нижнее прижимное кольцо имеет подпор для жесткого зажима и удержания припусков заготовки 5. Верхнее прижимное кольцо 6 соединено с матрицей 2. Верхний прижим 6 имеет с продольных сторон отгибочные кромки с криволинейной
поверхностью для перегиба незажатых продольных сторон припуска заготовки, а нижнее прижимное кольцо 3 - соответствующие выемки. Расстояние между отгибочными кромками выполнено плавно увеличивающимся от плоскости симметрии к периферии, а угол отгибочной кромки соответственно изменяется от 90 з центральной части заготовки до 0°.
Штамп работает следующим образом.
Заготовка 5 укладывается на нижнюю половину штампа. При опускании верхней половины штампа происходит зажим двух противоположных припусков заготовки 5 между нижним 3 и верхним 6 прижимными кольцами. Нижнее прижимное кольцо 3 находится под воздействием верхнего кольца 6 и силы противодавления. В результате припуск заготовки 5 жестко зажат. При дальнейшем опускании верхней половины штампа заготовка 5 обтягивается с растяжением по пуансону 1 и происходит перегиб незажатых двух других сторон припуска заготовки 5 верхним прижимом с помощью отгибочных кромок. При окончании формоизменения происходит доштамповка матрицей 2 углублений на пуансоне 1,
ел С
Ч|
ю
00
о
ю
Ov
Использование в узле прижима вытяжного штампа пары противоположно расположенных зажимных элементов выполненных криволинейными с переменным углом, образуемым горизонтальной плоскостью штампа и касательной к этим криволинейным поверхностям совместно с другой парой .противоположно расположённых зажимных элементов находящихся в горизонтальной плоскости, обеспечивает при вытяжке с растяжением исключение утяжки неподвижных сторон заготовки, повышается качество поверхности штампуемой детали и повышается эффективность использования листового проката за счет исключения дополнительного припуска в заготовке на компенсацию утяжки металла.
В прессовом производстве АвтоВАЗа предполагается разработать, исследовать и внедрить технологический процесс изготовления детали на автомобиль ВАЗ-2108 На- нель капота наружная с целью повышения
0
5
0
коэффициента использования листового металла и качества изделий. Предполагаемая экономия составит около 80 тыс.рублей в год или на годовую программу выпуска деталей около 250 тонн металла.
Формула изобретения Обтяжной штамп для получения крупногабаритных изделий с продольным гофром, содержащий установленные на верхней части матрицу и прижим с двумя продольными отгибочными кромками, пуансон, установленный в нижней части штампа, и прижимное кольцо, при этом прижим и прижимное кольцо выполнены со вставками для образования ребер на заготовке, отличающийся тем, что, с целью повышения экономичности использования материала заготовки, расстояние между отгибочными кромками выполнено плавно увеличивающимся от плоскости симметрии к краям, а угол отгибочной кромки соответственно уменьшается от90° до нуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| Штамп для формообразования крупногабаритных деталей из листовых заготовок | 1987 |
|
SU1438890A1 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
| Штамп для вытяжки с растяжением | 1990 |
|
SU1794544A1 |
| Способ формирования деталей | 1991 |
|
SU1811937A1 |
| Штамп для обтяжки с растяжением | 1990 |
|
SU1794545A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| Штамп для обтяжки с формовкой | 1991 |
|
SU1794535A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
Использование: для формообразования крупногабаритных полок изделий. Сущность изобретения: верхний прижим штампа выполнен с отгибочными кромками, расстояние между которыми выполнено плавно увеличивающимся от плоскости симметрии к краям, а угол отгибочной кромки соответственно уменьшается от 90° до нуля. 5 ил.
ч
фцг.2 Т
ФигЛ
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
