Изобретение относится к области листовой штамповки и может быть использовано в серийном производстве при изготовлении деталей пологой формы для легковых автомобилей.
Известен штамп для вытяжки с растяжением, содержащий пуансон с выступами на периферии рабочего торца с наклонными боковыми наружной и внутренней стенками (1).
Недостатком известного штампа является невозможность интенсивного растяжения донной, плоской и недеформированной области детали. Это происходит вследствие того, что изгиб периферийной части заготовки до образования вертикального борта, происходит при незажатом крае заготовки. Кроме этого штампу присущ большой расход листового металла.
Целью изобретения является экономия листового металла и повышение качества деталей пологой формы.
Для достижения поставленной цели наружная боковая стенка выступа пуансона наклонена к плоскости разъема штампа под углом 75-80°, а внутренняя - под углом 30- 45°. Высота выступов определяется из соотношения:
,73А-Рп-Вм. где А и Б - размеры частей рабочей поверхности пуансона:
Б(еП -е Ј1) + (Rn +Рм)(1.73 ) А 2 --------
RM и Rn - радиусы скругления рабочих кромок матрицы и пуансона;
n (In п/Ј1 - 1) + Ј1 - 1,05/ 0 (1-n/e)ee-d-e
n - показатель упрочнения, fi - коэффициент трения,
10
с
1 о
4
ел
N
4
Ј1 - деформация металла.
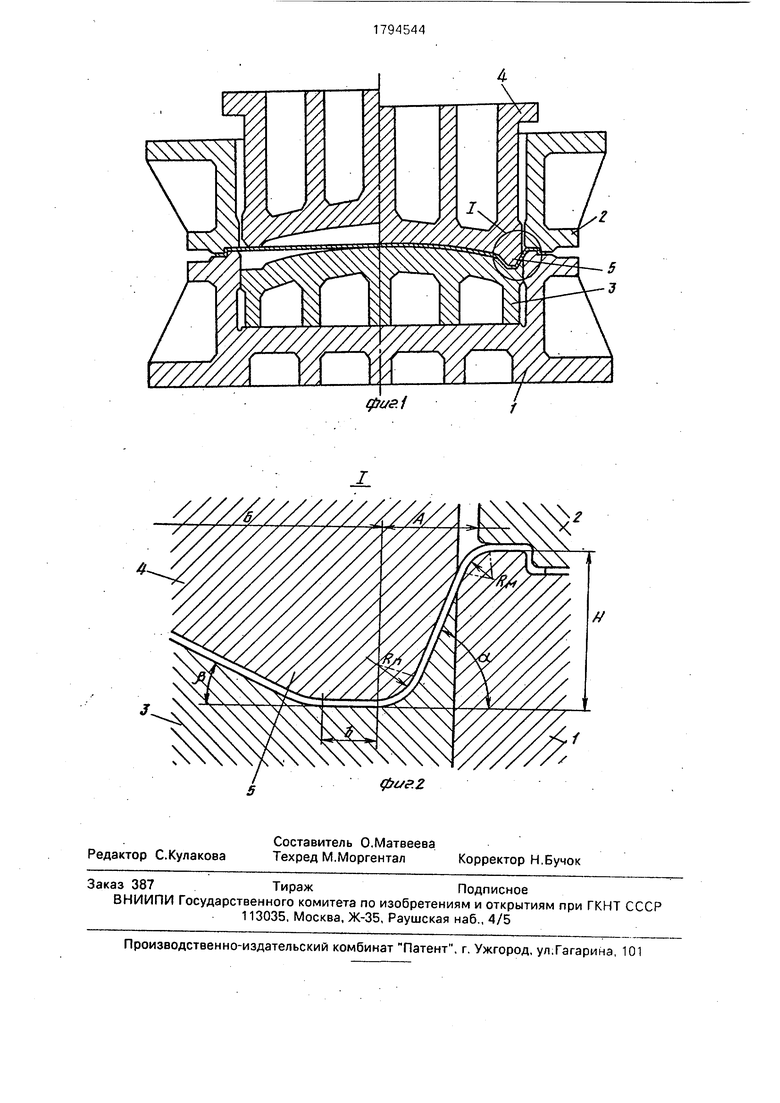
На фиг.1 изображен разрез штампа в момент деформации заготовки выступами пуансона; на фиг. 2 - в увеличенном масштабе узел выступов пуансона.
. Штамп состоит из верхней и нижней половин, в которые входят прижимные кольца 1 и 2, матрица 3, пуансон 4 с выступами 5.
Штамп работает следующим образом.
Заготовку укладывают на прижимное кольцо 1, При движении вниз наружного ползуна пресса происходит зажим фланца между прижимными кольцами 1 и 2.
Затем, на первой стадии формообразования происходит формовка углублений, сопровождаемая растяжением в зонах А и Б заготовки. В зоне А величины деформаций больше, чем в зоне Б и могут приближаться к критическим для данного материала.
В зоне Б деформации примерно равны 50% и должны обеспечить предварительное увеличение площади поверхности заготовки, необходимое для получения детали нужного качества.
Величины деформаций в зонах А и Б зависят от геометрии инструмента и механических характеристик материала заготовки. Основные параметры инструмента,
влияющие на величину и распределение деформаций в плоскости заготовки являются высота Н выступов заготовки на пуансоне радиусы скруглений на матрице и пуансоне RM и Rn. Угол « 75-80°. Размер плоского
участка в вершины выступа определяется величиной загибаемого фланца и припуском на обрезку и примерно равен (30-40)Z0 - зазор между пуансоном и матрицей.
Радиусы пуансона и матрицы определяются в результате наладки и примерно равны RM(15-10)Z0, Rn(30-50)Z0, ,185. 0,15.
На втором этапе происходит доштам- повка мелких углублений.
Повышение качества деталей и экономия металла происходит за счет увеличения деформации, жесткости детали, уменьшения ее толщины. Уменьшается размер технологического припуска, что приводит к
уменьшению веса деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обтяжки с растяжением | 1990 |
|
SU1794545A1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА РАСТЯЖЕНИЕ, ИЗГИБ И ПРУЖИНЕНИЕ (ВАРИАНТЫ) | 2005 |
|
RU2344404C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
Использование: при изготовлении деталей пологой формы для легковых автомобилей. Сущность изобретения:, штамп .содержит прижимы, матрицу и пуансон с выступами на рабочем торце, при этом наружная боковая стенка выступа наклонена к плоскости разъема под углом 75-80°, а внутренняя - под углом 30-45°. Высота выступа определяется по расчетной зависимости. Штамповка происходит в два этапа: сначала формовка углублений выступами пуансона, сопровождаемая растяжением заготовки, а затем доштамповка между углублений. 1 з.п. ф-лы, 2 ил.
Ф о р м у л а и з о б р е т е н и я
,73A-Rn-RM.
где А и Б - размеры частей рабочей поверхности пуансона;
Б(еп en ei) + (Rn + RMX1,73 -ЗД
А2-d1
JL
RM и Rn - радиусы скругления кромок матрицы и пуансона;
n(lnn/ci -1)+ei -1,05/г-О
р )ее -d-Ј
п - показатель упрочнения; fi- коэффициент трения; е - деформация металла.
| Штамп для вытяжки | 1982 |
|
SU1147477A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
