Изобретение относится к комбинированным металлам обработки, сочетающим механическое и электрическое воздействие на обрабатьгоаемую заготовку, в частности к электроабразив-ному шлифованию токопроводящих материалов.
Целью изобретения является повышение износостойкости кругов путем управления злектрическим режимом обработки.
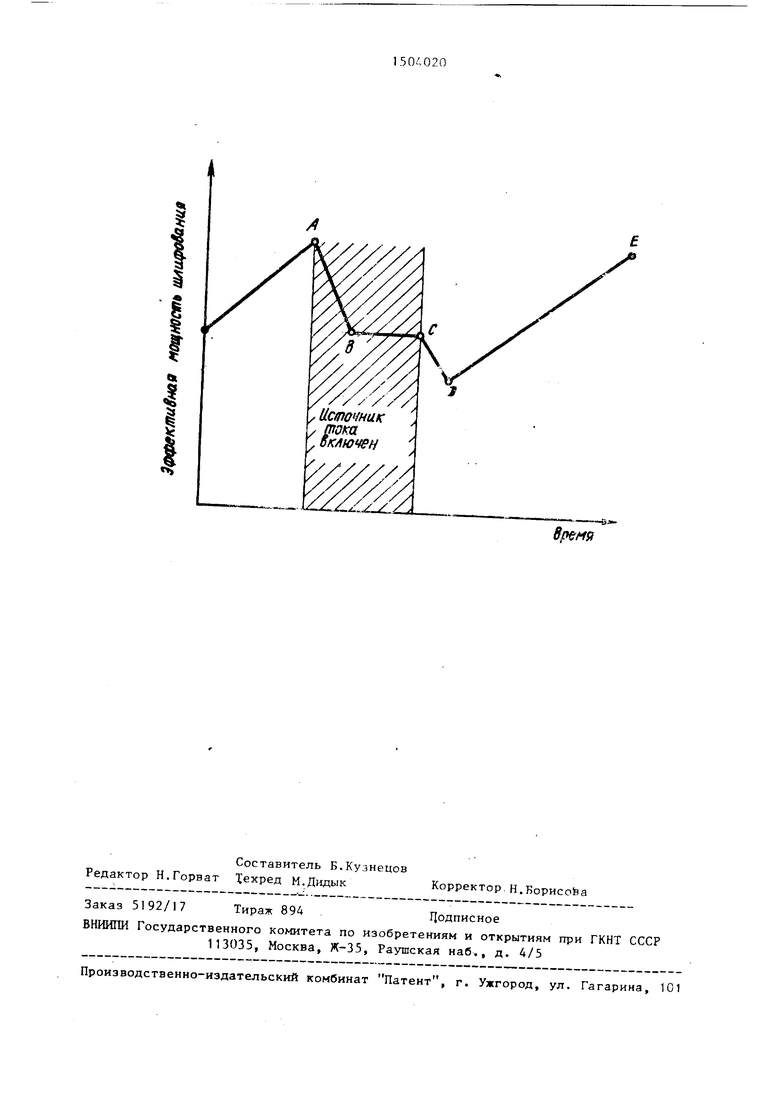
На чертеже показано зависимость изменения эффективной мощно.сти шлифования.
Способ осуществляют следующим образом.
Токопроводящий шлифовальный круг устанавливают на оправку шпинделя шлифовального станка. Обрабатываемое изделие закрепляют в зажимном устройстве и сообщают ему возвратно- поступательное движение продольной подачи от периферии круга к его центру, а также поперечную подачу На глубину обработки. При вращении круга электролит поступает в зону шлиАования . Источник технологического тока подключен положительным полюсом к обрабатьтаемому изделию и отрицательным - к кругу. В процессс- обработки в связи с защламлением рожу щей поверхности круга отходами шлиСП
о
4
О
to
фования и затуплением зерен эффективная мощность возрастает.При достижении мощности, максимально допустимой по качеству обработки, включают источник технологического тока. Наличие электроэрозионных разрядов в зоне шлифования способствует улучшению режущей способности круга, эффекзации по отношению ко времени сниже ния мощности должно быть не менее 3,0, иначе катодные пленки будут то кими и не позволят получить эффект j понижения мощности при отключении источника тока. При превьшшнии этог отношения CBbmie 8,0 пленки будут сформированы, однако режущая поверх
ти вная мощность на участке АВ (фиг. 1) jg ность круга подвергнется избыточнозации по отношению ко времени снижения мощности должно быть не менее 3,0, иначе катодные пленки будут тон кими и не позволят получить эффект j понижения мощности при отключении источника тока. При превьшшнии этого отношения CBbmie 8,0 пленки будут сформированы, однако режущая поверхность круга подвергнется избыточно
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| Способ управления абразивно-электроэрозионной обработкой | 1979 |
|
SU872164A1 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ электроабразивной обработки | 1980 |
|
SU956216A1 |
| Карандаш для правки кругов | 1987 |
|
SU1509204A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2389597C1 |
Изобретение относится к комбинированным методам обработки, сочетающим механическое и электрическое воздействие на обрабатываемую заготовку, и в частности к электроабразивному шлифованию токопроводящих материалов. Целью изобретения является повышение износостойкости кругов путем управления электрическим режимом обработки. Способ осуществляют с периодическим включением источника тока при возрастании мощности шлифования до установленного предела, например, из условий качества обрабатываемой поверхности и отключением тока после снижения и стабилизации мощности. При этом в процессе обработки поддерживают отношение времени стабилизации мощности по времени ее снижения в пределах 3...8. 1 ил.
падает и затем, когда поверхность круга очищена от шлама, стабилизируется на участке ВС. При отношении времени стабилизации ко времени снижения мощности из диапазона 3-8, например 4 источник тока отключают. Яа время стабилизации мощности воздействию злектроэрозионных разрядов подвергается уже связка круга, создается необходимьй вылет зерен СТМ. Это способствует снижению мощности . на участке CD, Далее режущая поверхность круга зашламляется продуктами шлифования, абразивные зерна затупляются и эффективная мощность воз- растает.
Физическая сущность заключается в следующем. При достижении максимально допустимой по качеству обработки (пркжог, трещины сколы) мощности шлифования включается источник технологического тока. За счет электроэрозионных разрядов, возникающих в зоне контакта круга с обрабатываемым материалом, производится удаление стружки и галама с поверхности абразивного инструмента. При этом эффективная мощность шлифования снижается и далее стабилизируется. В период стабилизации мощности происходит формирование развитого рельефа режущей поверхности круга, а также формирование анодных и катодных окисных пленок, наличие которых является фак тором процесса электроабразивного шлифования. Поэтому время стабилиму воздействию электроэрозионных разрядов, что не позволит получить эффект снижения относительно расхода абразива в кругах. После отключения источника технологического тока анодная пленка на обрабатьшаемом изделии исчезает, а катодная пленка сохраняется. В связи с отсутствием взаимодействия двух пленок сила трения во фрикционном контакте режущая поверхность круга - обрабатьта- емый материал снижается, поэтому вначале снижается и мощность шлифования . В дальнейшем при зашламлении режущей поверхности круга и затуплении зерен эффективная мощность возрастает и в дальнейшем необходимо включение источника тока.
Реализация предложенного способа позволяет повысить износостойкость кругов из кубического нитр1ща бора в 1,1-1,6 раза.
Формула изобретения
Способ электроабразивного шлифования с периодическим включением источника тока при возрастании мощности шлифования до установленного предела и отключении тока после снижения и стабилизации мощности, отличающийся тем, что, с целью повьш1ения износостойкости кругов, в процессе шлифования поддерживают отношение времени стабилизации мощности ко времени ее с}1ижения в пределах 3-8.
Ik
времт
| Гродзинский З.Я., Кузнецов Б.В | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Научно-технич.реферат, сборник Электрофизические и электрохимические методы обработки | |||
| М,: НИГОШ-П, 1973, № 3, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
