Изобретение относктся к инструмен- там дли электроабразивпой правки кру™ го Б,
Целью изобретения является повышение пронзвод1Г1 елыюсти правки н снижение ее себестоимости за счет последовательного электрлческот О и механического воздействия на круг
На чертеже показан карандаш,про- дольное сечение о
Карандаш состоит из трубчатого корпуса 1, режз щих элементов 2,скреп- ле1Н1Ых в единое целое металлической связкой 3, например припоем Реясущий элемент 2. выполнен в виде двухслойной пластины из сверхтвердого композиционного материала А на металлической основе 5. Мелоду двухслойны-1и пластинами 2 расположены вставки 6 из токопроводящего материала
Режущие элементы расположены последовательно вдоль продольной оси караццаиа для обеспечения поочередно- сти электроэрозионной и механической правки круга о При таком расположении обеспечивается эффективное вскрытие зерен круга электрическими разрядами после чего вскрытые зерна эффективно удаляются (вьшамываготся Ш1и разруша- гатся) сверхтвердым материалом Помещенные между режущими элементами вставки из токопроводящего материала например меди, обеспечивают повышение эффективности электроэрозионной прав- ки круга по сравнению с правкой металлической основой двухслойной пластины, так как при шлифовании токопроводящего материала образуется дги1нная тонкая стружка, надежно замыкающая межэлектродный зазорj что увеличивает коллгчество злектрт-гческих разрядовоВы- полнение режущего элемента в виде двухслойной пласти1ш позволяет эффек- тиврю использовать для мехашической правки круга тон.кий слой сверхтвердого материала Причем одновременно обеспечивается надежное закрепление ревущего элемента в корпусе карандаша Слой сверхтвердого композицион50
кого материала обеспечивает эффективное удаление вскрытых предыдущей электрозрозионной правкой зерен круга, при этом путем регулирования состава и структуры композиционного 5 1.атериала можно обеспечить требуемые для наиболее эффективной правки--свойства сверхтвердого материала Использование метал-пической основы двухслойд
0
5 0 5 0 5
0
5
ной пластины обеспечивает прочное сцепление со сверхтвердым компози- 1ЩОННЫМ материалом и одновременно прочное 3.акренление пластины в корпусе карандаша.
Подлежащий правке круг и карандаш подключают к выводам источника технологического тока, подают поливом СОЖ в зону правки, подводят карандаш до контакта с кругом и производят правку электрическими разрядами При этом происходит вскрытие зерен круга вследствие электроэрозионного удаления металлической связки круга. Правку ведут с периодической подачей карандаша на круг.При этом металлическая вставка изнашивается и в зону правки подходит сверхтвердый материал, который эффективно удаляет вскрытые зерна с поверхности абразивного круга и одновременно изнашивается сам После полного износа сверхтвердого материала про- должшот процесс правки электрическими разрядами до вскрытия оставшихся на поверхности круга зерен
Пример Карандаш для электроалмазной правки кругов имеет режу- шде элементы, представляющие собой изношенные по режущим кромкам круглые двухслойные пластины марки К10Д с метал.пической основой из твердого сплава и сверхтвердым композицион- материалом гексанит-Р Режущие элементы помещены в корпус в виде медной трубки с внутренним диаметром, на 0,2-0,3 мм превышающим наружный диаметр пластин, между пластинами помещены вставки из меди и вся конструкция скреплена металлическим медно-титановым припоем-связкой Формула изобретения
1о Карандаш для правки кругов, состояш 1й из корпуса и закрепленных в нем металлической связкой режущих эл:°ментов из синтетического сверхтвердого материала, отличающийся тем, что, с целью повьпие- ния производительности электроабра-. зивной правки и снижения ее себестоимости, карандаш выполнен многослойным вдоль продольной оси, между сло- яют режущих элементов введены металлические вставки, а режущие элементы вьшолнены в виде двухслойных пластин, состоящих из сверхтвердого композиционного материала и металлической основы.
515092046
2, Карандаш по п„ 1, о т л и ч а-3 Карандаш по п. 1, о т л и ч аю щ и и с я тем, что в качествею щ н и с я тем, что в качестве месйерхтвердого композиционного мате- , таллической основы двухслойной пла- риала взят гексанит-Р„стины взят твердый сплав.. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |
| Алмазный круг для электроалмазного шлифования | 1988 |
|
SU1593806A1 |
| Способ эрозионно-химической правки | 1985 |
|
SU1371815A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2368489C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА ЭЛЕКТРОЭРОЗИОННЫМ МЕТОДОМ | 1984 |
|
SU1293914A1 |
Изобретение относится к машиностроению и , в частности, к инструментам для электроабразивной правки шлифовальных кругов. Целью изобретения является повышение производительности правки и снижение ее себестоимости за счет последовательного электрического и механического воздействия на круг. Карандаш имеет трубчатый корпус 1 и режущие элементы 2, скрепленные в единое целое металлической связкой 3. Режущий элемент 2 выполнен в виде двухслойной пластины из сверхтвердого композиционного материала 4 на металлической основе 5. Между двухслойными пластинами расположена вставка 6 из токопроводящего материала. Подлежащий правке круг и карандаш подключают к выводам источника технологического тока, подают поливом СОЖ в зону правки, подводят карандаш до контакта с кругом и производят правку электрическими разрядами. При этом происходит сначала электроэрозионное вскрытие зерен круга, а затем их механическая правка сверхтвердым материалом. 2 з.п. ф-лы, 1 ил.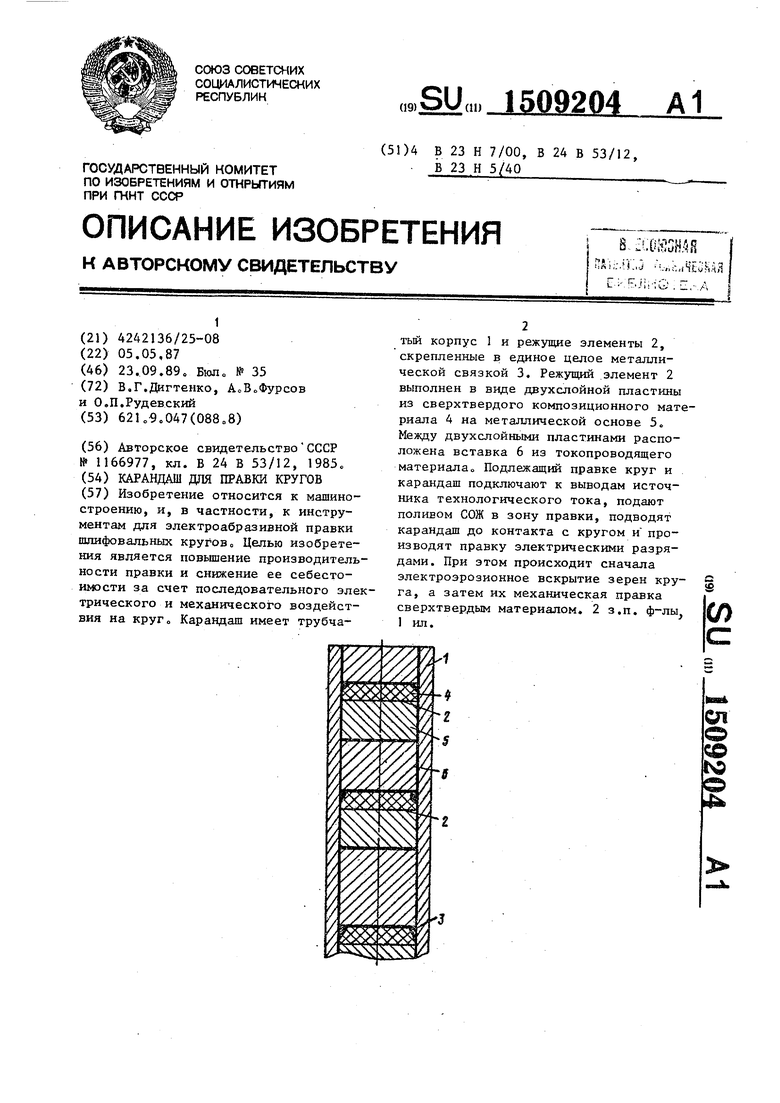
| Инструмент для правки шлифовальных кругов | 1983 |
|
SU1166977A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
