Изобретение относится к сварочному производству и может быть использовано при создании сварочных роботов для слежения за расстоянием от горелки до поверхности изделия при сварке плавящимся электродом с короткими замыканиями дугового промежутка.
Цель изобретения - упрощение конструкции и увеличение точности слежения за счет измерения при коротких замыканиях дугового промежутка.
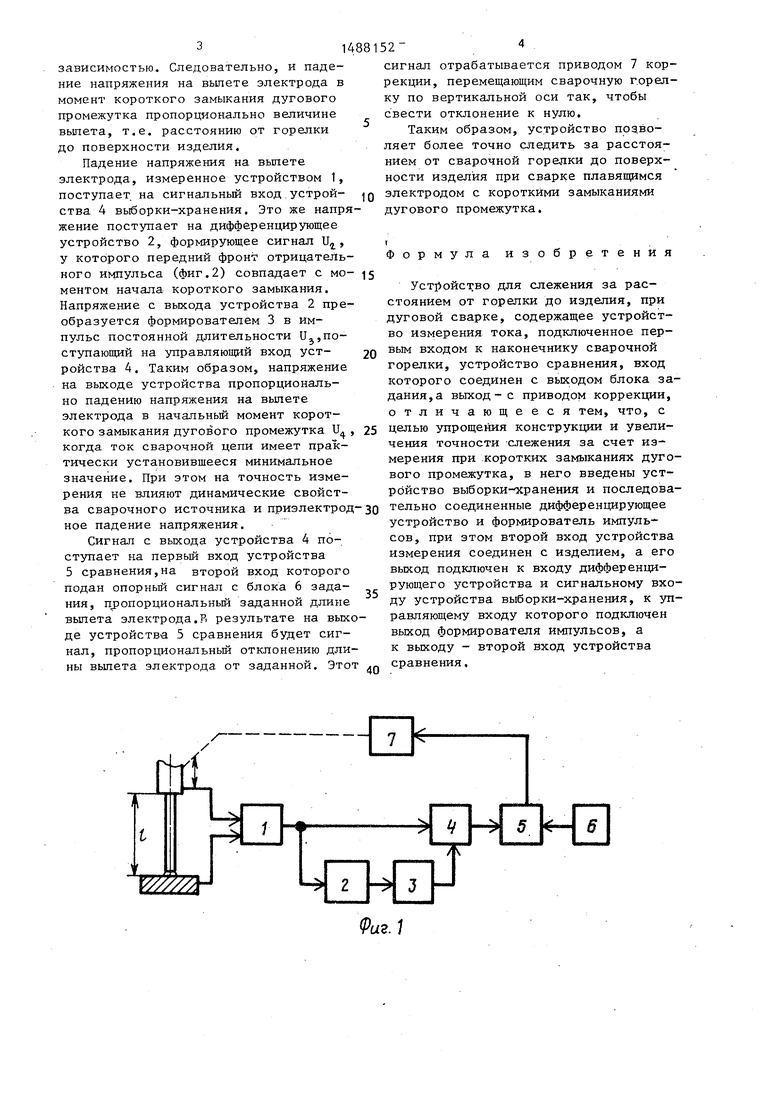
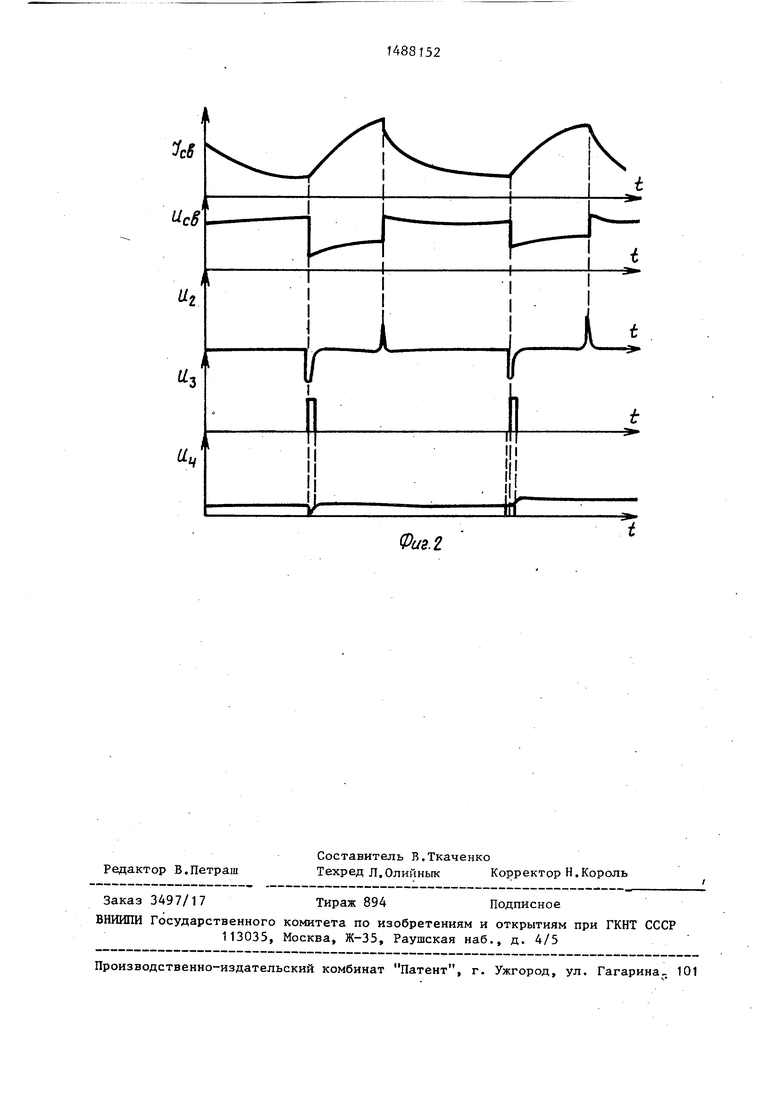
На фиг.1 изображена схема устройства; на фиг.2 - диаграммы работы устройства.
Устройство для слежения за расстоянием (фиг.1) содержит устройство 1 измерения параметра сварочной цепи, первый вход которого соединен с токо- подводом наконечника сварочной горелки, второй вход - с изделием, а выход подключен к сигнальному входу и через дифференцирующее устройство 2 и формирователь 3 импульсов к управляющему входу .устройства 4 выборки- хранения, выход которого связан с первым входом устройства 5 сравнения, рторой вход которого соединен с выходом блока 6 задания, а выход подключен к приводу 7 коррекции.
Устройство работает следующим образом.
В момент короткого замыкания дугового промежутка падение напряжения на вылете электрода определяется сопротивлением электрода, которое зависит от его длины 1 (фиг.1). Так как температура конца электрода практически не зависит от его длины то изменение расстояния связано с изменением сопротивления пропорциональ иой
4
00 00
ел to
31
зависимостью. Следовательно, и падение напряжения на вылете электрода в момент короткого замыкания дугового промежутка пропорционально величине выпета, т.е. расстоянию от горелки до поверхности изделия.
Падение напряжения на выпете электрода, измеренное устройством 1, поступает на сигнальный вход устрой- ства 4 выборки-хранения. Это же напряжение поступает на дифференцирующее устройство 2, формирующее сигнал U, у которого передний фронт отрицательного иьшульса (фиг.2) совпадает с мо ментом начала короткого замыкания. Напряжение с выхода устройства 2 преобразуется формирователем 3 в импульс постоянной длительности U,поступающий на управляющий вход уст- ройства 4. Таким образом, напряжение на выходе устройства пропорционально падению напряжения на вылете электрода в начальньй момент короткого замыкания дугового промежутка U когда ток сварочной цепи имеет практически установившееся минимальное значение. При этом на точность измерения не влияют динамические свойства сварочного источника и приэлектрод ное падение напряжения.
Сигнал с выхода устройства 4 поступает на первьш вход устройства 5 сравнения,на второй вход которого подан опорный сигнал с блока 6 зада
ния, п)опорциональньш заданной длине
выпета электрода.В результате на выходе устройства 5 сравнения будет сигнал, пропорциональный отклонению длины выпета электрода от заданной. Этот .Q
сигнал отрабатывается приводом 7 коррекции, перемещающим сварочную г.орел- ку по вертикальной оси так, чтобы с вести отклонение к нулю.
Таким образом, устройство позволяет более точно следить за расстоянием от сварочной горелки до поверхности изделия при сварке плавящимся электродом с короткими замыканиями дугового промежутка.
Формула изобретения
Уст1)ойст;во для слежения за расстоянием от горелки до изделия, при дуговой сварке, содержащее устройство измерения тока, подключенное первым входом к наконечнику сварочной горелки, устройство сравнения, вход которого соединен с выходом блока задания, а выход - с приводом коррекции, отличающееся тем, что, с целью упрощения конструкции и увеличения точности слежения за счет измерения при коротких замыканиях дугового промежутка, в него введены устройство выборки-хранения и последовательно соединенные дифференцирующее устройство и формирователь импуль- сов, при этом второй вход устройства измерения соединен с изделием, а его выход подключен к входу дифференцирующего устройства и сигнальному входу устройства выборки-хранения, к управляющему входу которого подключен выход формирователя импульсов, а к выходу - второй вход устройства сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения вылета плавящегося электрода и устройство для его осуществления | 1987 |
|
SU1504026A1 |
| Способ определения вылета электрода и устройство для его осуществления | 1987 |
|
SU1496945A1 |
| Способ слежения за стыком при дуговой сварке | 1983 |
|
SU1152743A1 |
| Способ возбуждения дуги | 1983 |
|
SU1119801A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
Изобретение относится к машиностроению, а именно к сварочному производству. Цель изобретения - упрощение устройства и увеличение точности стабилизации расстояния от горелки до изделия за счет измерения тока при коротких замыканиях дугового промежутка. Устройство содержит измеритель тока, устройство сравнения, блок задания и привод коррекции. В него введены дифференцирующее устройство, формирователь импульсов и устройство выборки-хранения. В момент короткого замыкания дугового промежутка падение напряжения на вылете электрода запоминается и затем через некоторое время сравнивается с опорным напряжением, соответствующим заданной длине вылета. Устройство обеспечивает исключение влияния динамических свойств источника. 2 ил.
Л1
у/////
L
(Ри.1
Фиг. 2
| Способ слежения за стыком при дуговой сварке | 1983 |
|
SU1152743A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
